试析不同Ra值的轴件的数控加工工艺方案
2014-07-31 20:53:08胥光蕙
安徽冶金科技职业学院学报 2014年1期
胥光蕙
(安徽冶金科技职业学院 安徽马鞍山 243041)
试析不同Ra值的轴件的数控加工工艺方案
胥光蕙
(安徽冶金科技职业学院 安徽马鞍山 243041)
左端面带倒角的阶梯小轴,加工中应根据左端面的表面粗糙度的不同,安排不同的加工方案,以达到既保证加工精度又不影响加工效率的效果。
切断面带倒角;巧用切断刀;表面粗糙度要求;调头装夹;尺寸L
先看一个加工实例:(毛坯Ф32,件数:500)
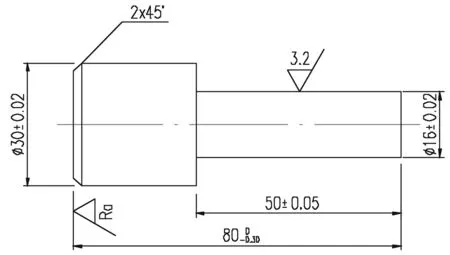
图1 零件图
这是一个左端面带倒角的阶梯小轴,一般在批量车削加工中应用比较普遍。由于左端面的表面粗糙度要求不同,加工中应安排不同的加工方案,以达到既保证加工精度又不影响加工效率的要求。本文就实际加工中的具体情况,分析这类零件的工艺处理方法。
1 左端面的表面粗糙度Ra为12.5时的加工方案
当左端面的表面粗糙度Ra为12.5时,由于表面粗糙度值要求较低,如果在完成外轮廓的车削后,调头用外圆刀倒角,虽然加工精度较高,但是却需再次对刀,且需编两个程序,操作比较麻烦,对加工效率有影响。此时,如果能够巧用切断刀,同时完成倒角和切断两个工序,将会取得较好的加工效果。
加工工艺步骤安排见表1。
其中,“序号2,切槽(Ф18*4)”目的是为倒角提供方便,减小刀具切断较大直径坯件时的长时间摩擦,同时,也有利于切断时的断屑,因此,应注意正确确定切断刀的路径。从上表中可以看出,切断刀的路径安排是:第一步,由切槽起点1(35,-84.5)进行切槽(Ф18*4),再退至点1;第二步,由点1,先+Z向移动3mm,至点2(35,-81.5);再X向进刀至点3(31,-81.5);第三步,进行45°倒角至点4(26,-84);第四步,切断至中心。

表1 左端面的表面粗糙度Ra为12.5时的加工工艺步骤
此方案,只需一次装夹,编写一条加工程序即可。简化了编程和操作步骤,但是,受机床、刀具、切削参数等因素的影响,切断面的Ra值较大,端面不光滑,另外,当总长尺寸有误差时难以修正。因此,为避免出现总长尺寸有误差,应在切槽时就应控制尺寸L的变化范围。具体计算方法如下:
(1)绘出尺寸链图:
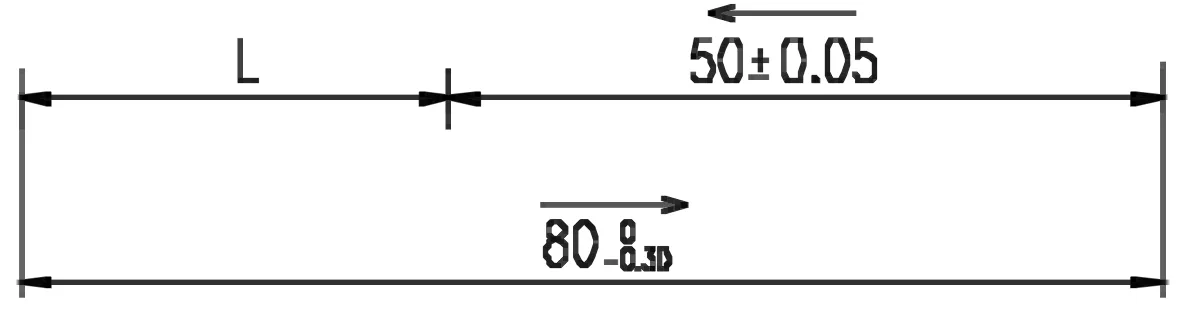
图2 Ra为12.5的尺寸链图
L是加工后自然形成的尺寸,为封闭环;尺寸80mm为增环;尺寸50mm为减环。(2)解尺寸链:
Lmax=80-(50-0.05)=30+0.05
Lmin=80-0.3-(50+0.05)=30-0.05
即切槽中需要控制尺寸L的变化范围为29.65 mm-30.05 mm。实际操作时,当进行到上述路径的第一步(切槽)后,使程序暂停,对Ф30外圆的长度L进行测量,若L在29.65 mm-30.05 mm范围之内,则可继续加工,否则应调整。
2 左端面的表面粗糙度Ra为3.2时的加工方案
当左端面的表面粗糙度Ra为3.2时,由于左端面的表面粗糙度要求较高,如果用切断刀直接切断,虽然简便,但是由于切断刀刚性差,一定难以保证加工精度,所以工艺要求需调头装夹零件后,再精车该端面。
加工工艺步骤安排见表2。
其中,“序号3:留余量切断”,留取总长度大于80mm(82mm),是为精车端面留出余量;此方案,需要二次装夹,编写二条加工程序(调头前,调头后),比较麻烦,但是,由于用外圆刀车端面,却能保证端面的表面粗糙度要求。需要注意的是,调头装夹时,总长尺寸已不便测量,只能通过控制车端面时的工序尺寸L来保证总长符合要求。为此,加工前,必须先计算出工序尺寸L,计算方法如下。
(1)绘出尺寸链图:
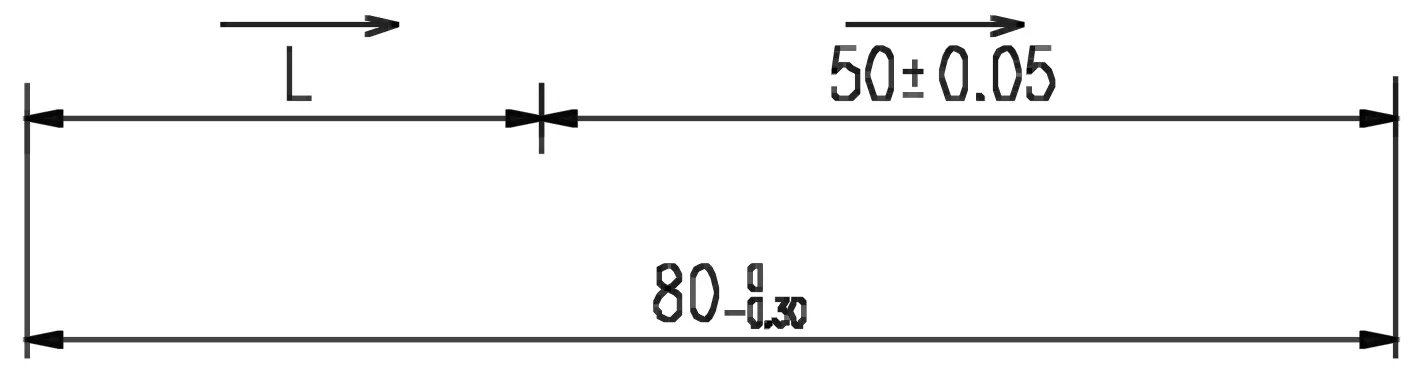
图3 Ra为3.2的尺寸链图
总长尺寸80mm是在精车端面后自然得到的,应为封闭环;尺寸L及50mm均为增环;此链无减环。
(2)解尺寸链:
80=Lmax+(50+0.05) →Lmax=30-0.05
80-0.3=Lmin+(50-0.05) →Lmin=30-0.25
即尺寸L的变化范围为29.75 mm-29.95 mm。实际操作时,每次用外圆刀进行端面加工后,都应使程序暂停, 对Ф30外圆的长度尺寸L进行检测,若L在29.75 mm-29.95 mm范围之内,则说明总长尺寸80 mm 是合格的,可继续加工。
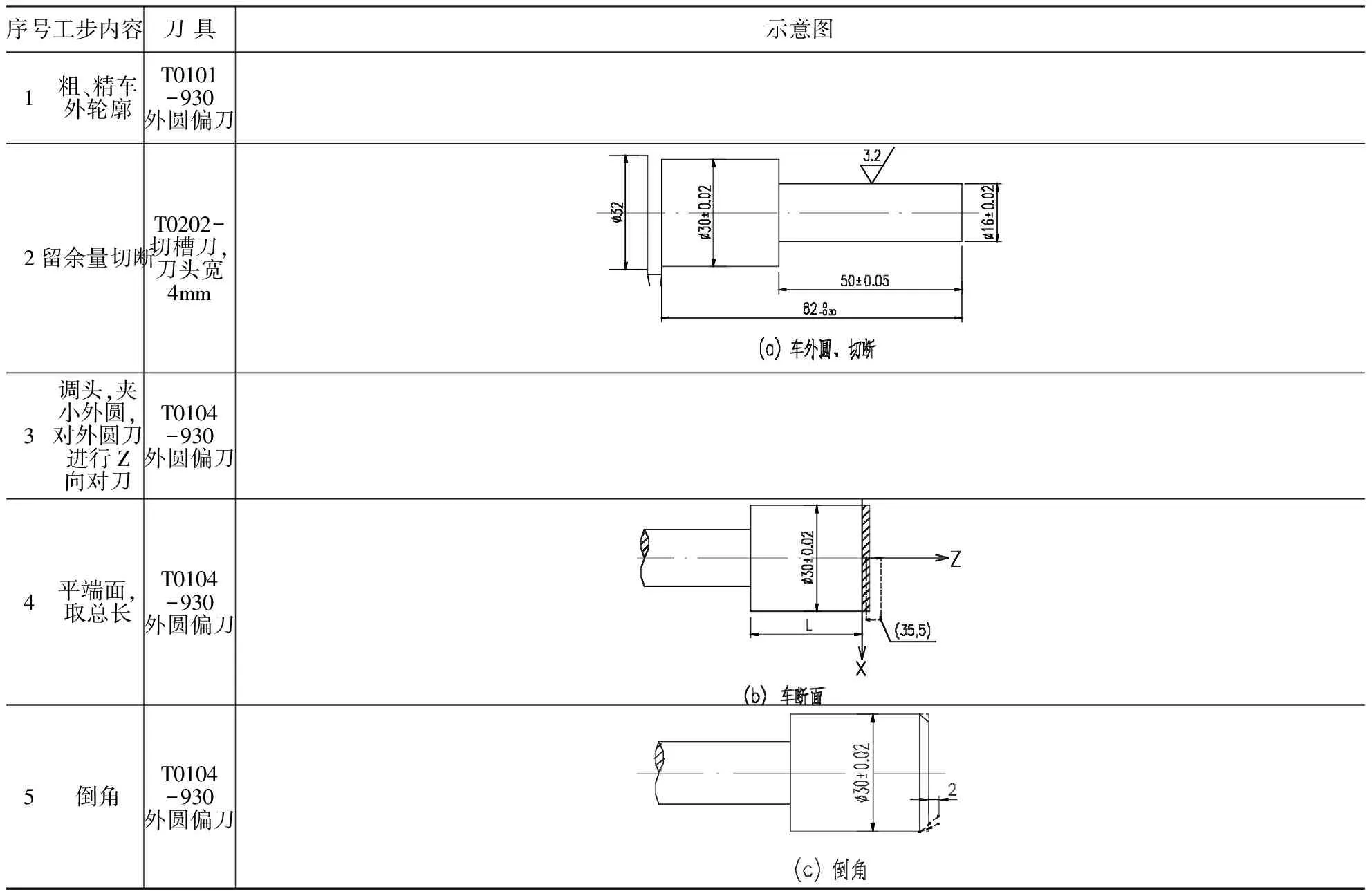
表2 左端面的表面粗糙度Ra为3.2时的加工工艺步骤
3 结语
以上两种情形,各有利弊,在加工中应根据具体情况灵活采用。一般说来,当端面的表面粗糙度要求不高时,从简化加工工艺,提高加工效率的角度,应首先考虑采用第一种加工方案,而只有当端面的表面粗糙度要求较高,直接切断难以保证精度要求时,才考虑采用调头加工。
[1] 华茂发.数控机床加工工艺[M].北京:机械工业出版社,2005
[2] 陈洪涛.数控加工工艺与编程[M].北京:高等教育出版社,2003
[3] 谢晓红.数控车削编程与加工技术[M].北京:电子工业出版社,2008
Analysis of the NC Machine Process atDifferent Ra value of Shaft Parts
XU Guang-hui
left end face with chamfering small axis, the steps of the process should be based on the left end face of the different surface roughness, arrangement of different processing plan, to ensure the machining accuracy and does not affect the effect of the processing efficiency.
cutting with chamfering,use opportunely cutting, surface roughness requirements,to describe the clamping,size L
2013-08-25;改回日期:2013-10-02
胥光蕙(1968-),女,安徽冶金科技职业学院机械工程系,高级讲师,数控教师。
TH161+.1
B
1672-9994(2014)01-0014-02
猜你喜欢
西安航空学院学报(2024年1期)2024-02-21 09:20:42
设备管理与维修(2022年21期)2022-12-28 07:34:02
工程技术研究(2021年7期)2021-05-30 02:55:04
制造技术与机床(2018年12期)2018-12-23 02:40:56
电镀与环保(2017年6期)2018-01-30 08:33:37
制造技术与机床(2017年4期)2017-06-22 11:18:31
制造技术与机床(2017年4期)2017-06-22 11:17:37
时代农机(2017年2期)2017-04-02 19:19:12
山东工业技术(2016年15期)2016-12-01 05:31:51
上海金属(2016年2期)2016-11-23 05:34:40