
船舶分段生产MES系统的实现与应用
2014-07-25 11:29:05陈凤鸣严哲
微型电脑应用 2014年8期
陈凤鸣,严哲
船舶分段生产MES系统的实现与应用
陈凤鸣,严哲
MES是一种组织、管理和运行现代制造类企业的理念,为构建满足船舶分段制造加工整体的工艺管理、计划管理、派工管理、物流管理、质量管理、绩效管理等方面的一体化管理信息系统的管理目标,结合在MES系统建设方面业务梳理、重构、软件功能设计、开发、应用等几方面工作进行综合阐述。
分段生产;MES系统
0 引言
MES是一种组织、管理和运行现代制造类企业的理念,旨在构建满足船舶分段制造加工整体的工艺管理、计划管理、派工管理、物流管理、质量管理、绩效管理等方面的一体化管理信息系统[2]。构建过程中,整体应用设计、工法、生产、品质、物流等各模块数据,以实现同其他现有系统集成化管理,同时通过完成分段制造环节内部的制造执行管理业务逻辑,使得生产计划和派工成为一个统一的整体,从而实现生产管理的核心驱动力,并在此基础上实现设计、工艺、生产、物资物流等方面的协同管理工作平台,为分段制造的执行提供科学的管理工具,为分段制造环节的精益化管理工作推进提供有力的技术支持。分段制造环节是造船生产的核心环节,目前该环节主要由加工、组立、涂装、舾装等作业完成。随着年造船物量的逐年递升,出于管理深化的需要,对于生产管理的精细化、标准化程度要求越来越高。针对制造执行系统应用开发的复杂性,一定要建立一个制造执行系统的柔性应用框架。因此,制造执行管理系统的研究开发与应用势在必行。
1 系统业务的构架
为了得到合理的工艺计划和车间生产计划调度结果,需要分析计算机辅助工艺规划和生产计划与控制系统,需要研究资源选择问题,根据车间计划系统反馈的加工资源实际情况确定车间中满足加工能力设备状态,实现资源决策[3]。通过减少生产过程中的一切管理浪费,最终提高生产效率,降低生产成本,建立良好的生产秩序,建立规范的基础数据管理体系,完善工时与物量的日报制度,加强和规范对生产、管理基础数据的采集、分析和处理,加快资源数据库和产品数据库建设,建立有效的沟通和反馈机制,确保数据及时、准确,逐步形成系统、科学、规范的数据管理链。
1.1 系统总体框架
系统采用的整体框架还是在外围系统辅助的基础上建立起来的。用一个模型式的框架图可展示为图1所示:
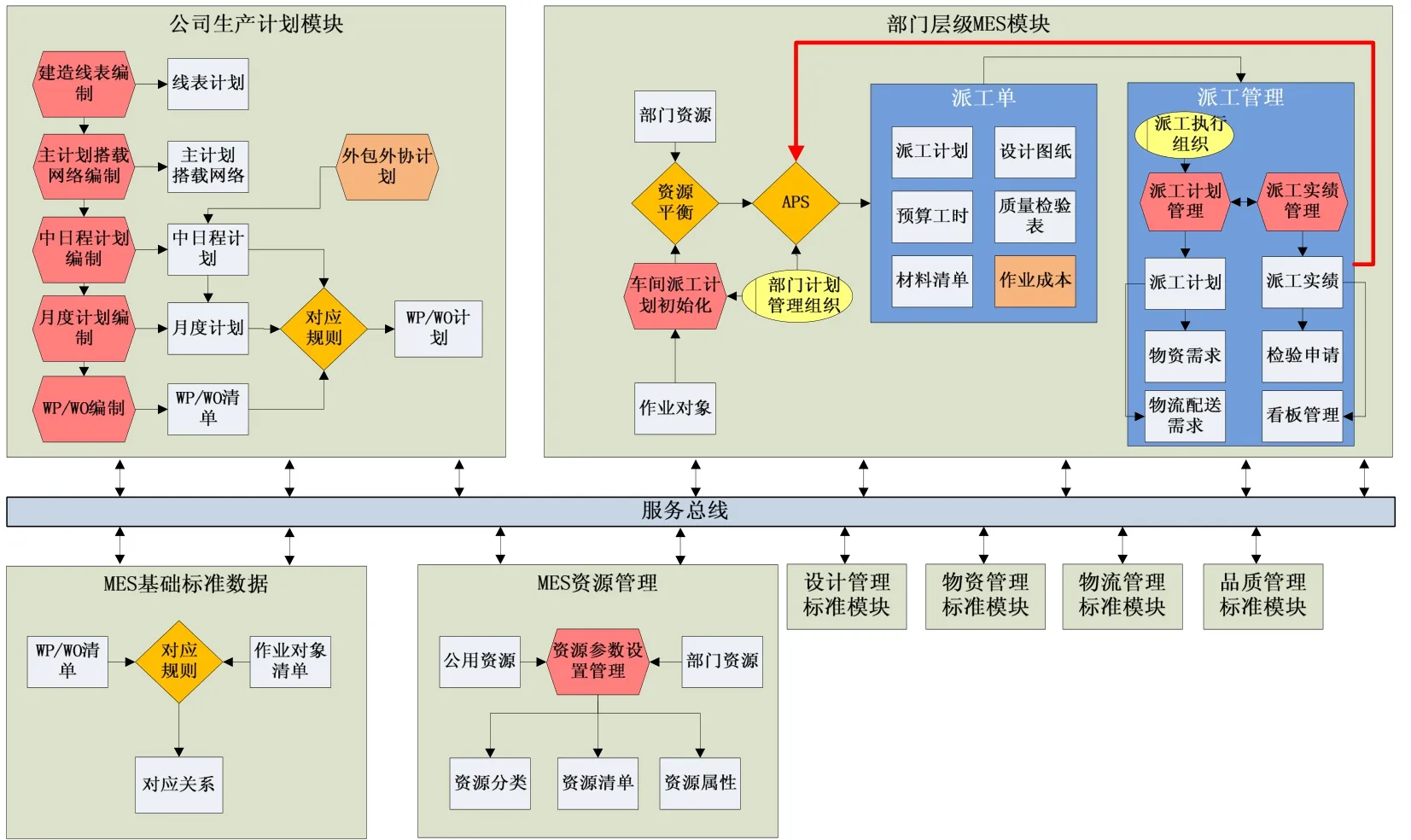
图1 MES业务系统总体框架图
部门级别的分段生产计划MES都是从公司的生产计划模块获取计划的执行数据,内部安排资源,这里包括了公用资源、通用资源、设备资源、人力资源,经过一个平衡过程,分配到计划、派工、标准、实绩管理各个模块,从而形成一个比较松散的软件整体框架。
1.2 系统核心模块划分
整个船舶分段生产(MES)制造执行管理系统分为四大核心部分,其层级结构的设计如图2所示:
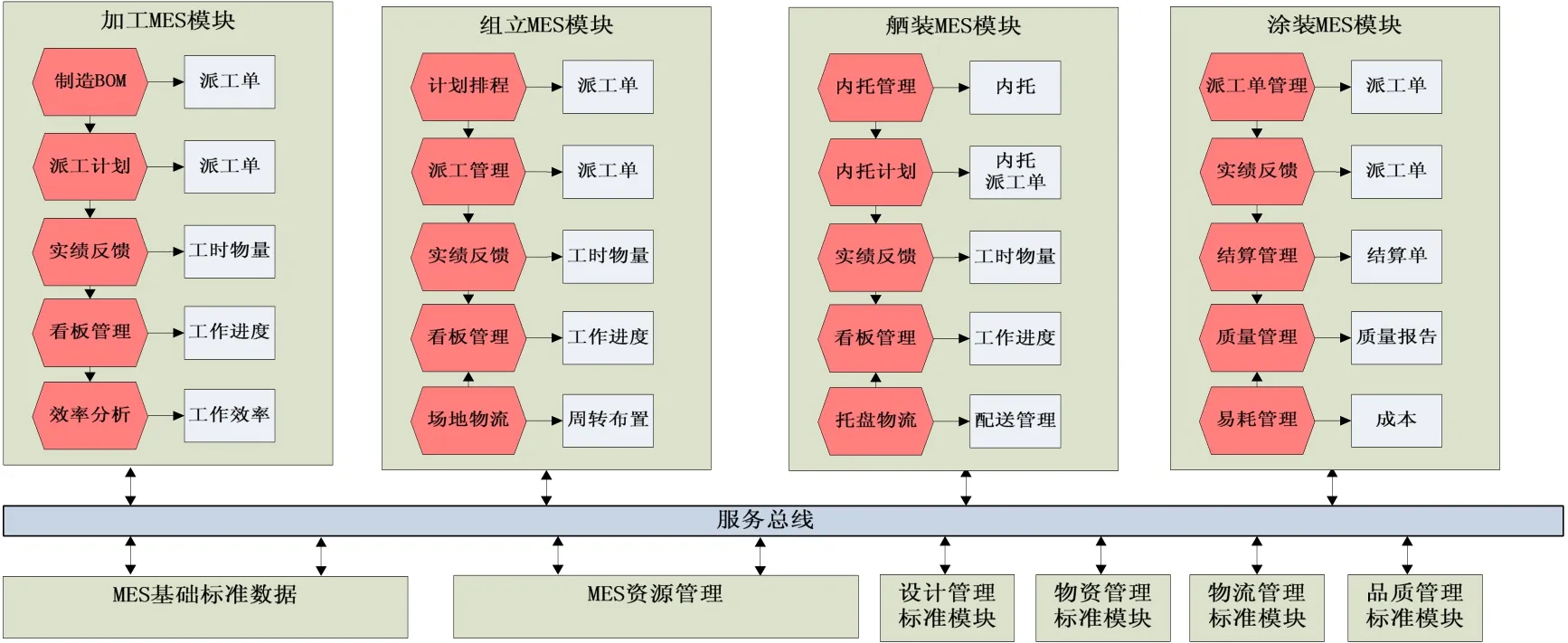
图2 系统层次划分设计图
每一个模块基本遵守系统MES的整体框架模型,主要有计划排程、实际数据管理、看板管理、标准管理、质量管理等一些MES的主要功能组成。体现了设计时基于MES功能的考虑。但是,在各个系统模块中体现的侧重点不同,例如,加工MES模块中,重点是实现设计BOM到制造BOM的转换管理,主要是产品数据的管理,组立MES则侧重于计划排程和场地物流的管理,舾装MES则侧重于内托计划的生成,涂装MES则侧重于派工和结算的管理。可以说,每一模块的重点合并后,体现了基于MES的分段产品生产制造执行管理的核心。
1)分段加工(MES)制造执行管理模块框架
制造BOM管理模块:涉及设计、设计研发、工艺工法、加工制造等多个方面,实现设计BOM到制造BOM的转换,生成包含“作业对象”及“作业物量”并能满足加工部派工管理应用的制造BOM。
资源能力管理模块:辅助提供对加工的现有资源进行能力定义和维护。
派工计划管理模块:利用零部件属性及分道流向信息,实现对外部计划的输入及平衡,生成生产加工部门计划,并结合零部件的标准工期等数据信息进行派工计划的编制。
物流计划管理模块:以派工计划为基础,实现与派工计划相关联的物流输送计划的管理。
派工管理模块:是加工计划执行系统的执行,体现了派工计划到派工单执行再到实绩反馈的过程管理。
看板管理模块:以派工单实绩数据为基础,提供工程进度、作业绩效、物流状态的目视管理。
2)分段组立(MES)制造执行管理模块框架
实现组立平直分段布局和生产计划的制定:包含流水线数据,片段的基础属性数据。根据片段属性、片段前道开工时间、片段前道完工时间、片段后道开工时间、片段后道完工时间确定片段安放流水线以及片段流向。片段在加工过程中部分从前道流出,部分一直加工到后道,根据片段加工工艺和物量的区别,要在各平直流水线上进行均衡,对于平直平台的堆放,对应流水线出来的片段就安排在靠近这个流水线附近的平台位置,需要吊运的片段则放置在离吊车近的位置。
实现组立曲面分段布局和生产计划的制定:包含曲面胎位数据、分段的基础属性数据。根据曲面车间分段计划、分段的属性和特征信息,匹配定制或非定制的班组进行加工,根据班组负荷情况,分段上脱胎信息,满足班组能力约束。
提供对公司场地状况的图形化管理,动态显示分段在公司场地的具体位置,移动信息,以便于管理人员检查,跟踪和监督,从而合理规划场地布局,提高场地利用率和周转率。
3)分段舾装(MES)制造执行管理模块框架
对管子的制作计划、加工过程、材料领用、供应状态等进行管理,逐步促进业务管理水平的提升。
完整跟踪管子生产过程状态和托盘集配状态、完整性等信息。
跟踪管子制作生产计划的执行,内托工时预算与员工每日实绩工时,完成物量的反馈。
4)分段涂装(MES)制造执行管理模块框架
以派工单为主线,贯穿定额、派工、材料领用、完工确认和结算整个过程。
1.3 系统业务流程分析
分段加工制造执行管理模块主要有零件分道定义:对设计所提供的零件数据进行分道和分类定义。分道作业线管理:定义分道作业线基准,以便后续对零件的作业阶段进行设置。工艺属性设置:制造BOM的核心功能,方式是通过对设计数据进行工艺工法属性定义,使得设计物量转化为生产可用的作业物量。
分段组立制造执行业务内容主要包括:计划编制、计划调整、胎位状态查询等。按其作业分工的不同又可分为:平直、曲面和外场。
平直分段生产业务主要依据生产管理中心总计划。根据总计划,将生产周期内需要计划的片段进行筛选,同时输入实时流水线信息、工位加工状态信息,将待调度片段按照最早开工时间进行升序排列,依次对片段按照物量均衡规则进行放置,若在片段计划生产周期内不能安排上流水线,将片段进行手工调整插入流水线,直至所有待调度片断都安放完毕。基本流程如图3所示:
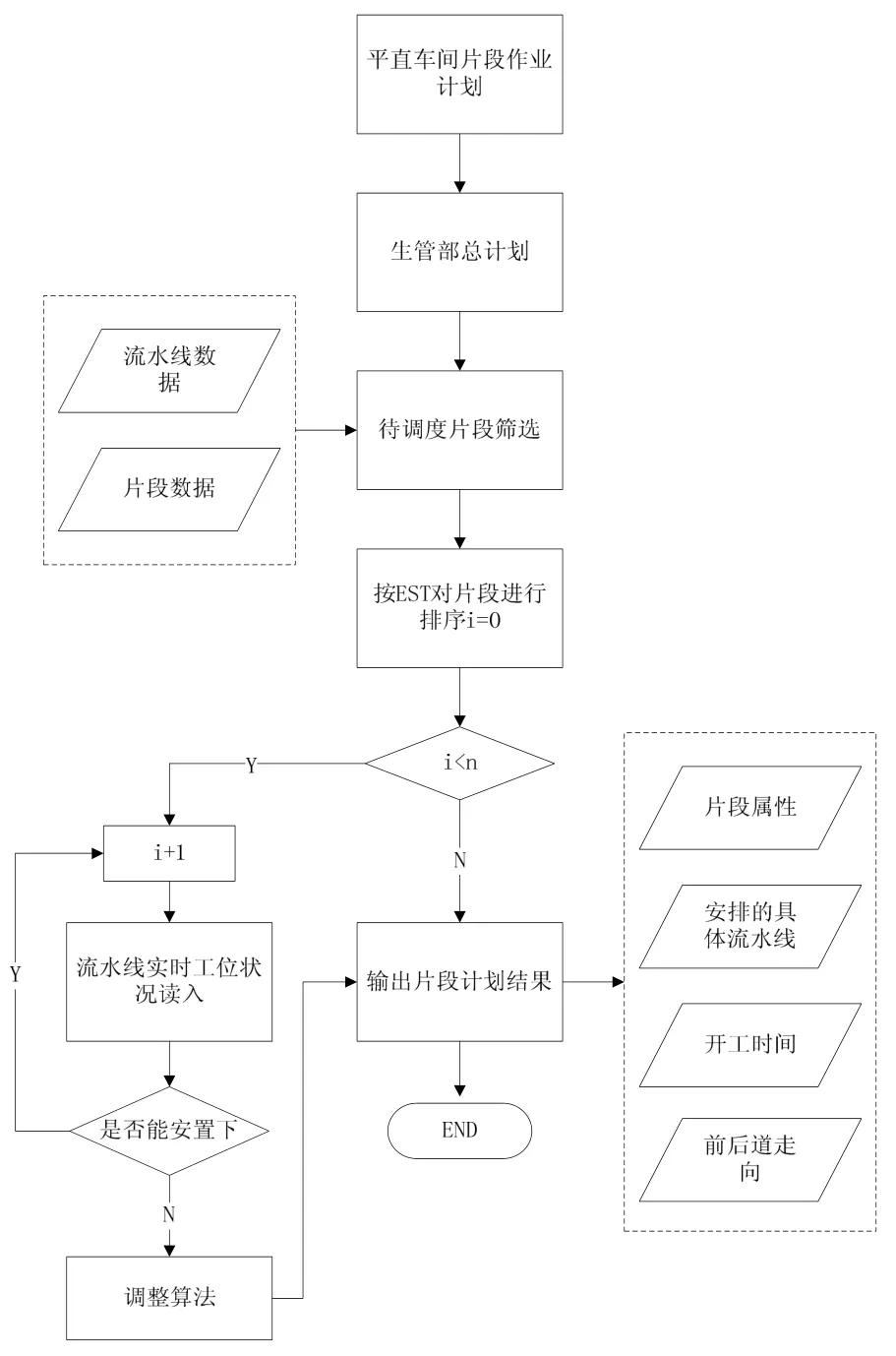
图 3平直分段组立计划执行管理模块业务流程图
2 系统架构设计
系统采用基于.NET技术C/S和B/S相结合的3层体系架构。
该体系架构结合了ASP技术,采用表示层、业务逻辑层、数据访问层3层结构。在实现过程中,将业务逻辑层和数据访问层分离开,一些需要用WEB处理的满足大多数访问者请求的功能界面采用B/S结构,后台只允许少数人使用的功能采用C/S结构,充分发挥各种模式的优越性避免了B/S结构在安全性、保密性和响应速度等方面的缺点以及C/S结构在维护和灵活性等方面的缺点。前端采用轻型结构的WinForm窗体系统,中间服务层由.NET组件和Web服务组成,其对前端的支持通过WCF默认以WebService方式暴露,后台数据库采用Oracle。
中间业务逻辑层,采用.net进行开发并封装, 然后以web service的方式在IIS上暴露,向前端的表示层提供相关的业务服务; 同时, 中间业务逻辑层将业务请求转换为相应的数据事务处理, 提交给数据库进行处理, 并将处理结果反馈给前端。数据层采用企业级的Oracle数据库和数据仓库,将在建产品的业务数据和历史数据进行分离,历史数据在数据仓库中形成多维数据,再通过BI工具将这些分析型数据以各种所需的界面展现出来, 提供用户进行分析或生成相应的报表。
数据层主要是采用Oracle数据库进行业务数据的存储管理,也采用Oracle数据仓库技术来分隔历史数据和当前数据,保持生产系统运行的高效率。同时未来可扩展利用数据仓库强大的数据分析挖掘能力,支持复杂信息检索和商业决策的需求。
3 船舶分段生产(MES)制造执行管理系统的功能设计
3.1 系统设计原则
船舶分段生产(MES)制造执行管理系统涉及面广,内容繁多,在系统设计及设备选型过程中需要综合考虑多方面的因素,其中最重要的因素包括以下几点:
1)可靠性
由于本系统承担了部门日常现场执行管理工作,必须保证构建安全、可靠的系统平台向用户提供不间断的服务,这就要求在系统设计及设备选型过程中,要考虑到系统的高可靠性,以保证计算机系统长时间连续运行。
2)可扩展性
在当今发展迅速的信息领域,应用环境、系统软、硬件都在不断地加以更新换代和升级,此外,加上现场管理要素不断地变化、发展,都要求在系统建设初期,必须考虑到计算机系统的灵活性和可扩充性,而且这种扩展是以不改变系统的整体架构为前提的。
3)实用性和经济性
在系统设计及设备选型时要充分考虑到资源的合理配置,使整个系统具有最高的性能/价格比;系统设计中,软、硬件都以开放式为原则,使用户可以在保护已有投资的基础上增加相关设备,灵活扩充系统,在最大程度上节约项目建设成本。
4)先进性和成熟性
随着信息技术的发展,出现了许多新技术和新产品,但为了保障系统的稳定性和可靠性,要求在选用成熟产品的前提下,充分地利用新的技术和已成功的经验。船舶生产计划管理系统中推荐的产品和技术要符合当代信息技术发展趋势,既包含有先进技术又要有发展空间。
5)易操作性
贯彻面向最终用户的原则,建立友好的用户界面,使用户操作简单直观,易于学习掌握。
6)实用性
注重采用成熟而实用的技术,使系统建设的投入产出比最高,能产生良好的社会效益和经济效益。
7)容错性
系统应具有较高的容错能力,有较强的抗干扰性。对各类用户的误操作应有提示或自动消除的能力。
3.2 系统设计分析-加工(MES)制造执行管理系统
加工(MES)制造执行管理系统设计主要包括以下功能模块:
零件分道定义:对设计所提供的零件数据进行分道和分类定义。
分道作业线管理:定义分道作业线基准,对零件的作业阶段进行设置。
工艺属性设置:对设计数据进行工艺工法属性定义,使设计物量转化为生产可用的作业物量。
切割分道定义:对作业对象的流向信息进行明确的流向定义,指明某类作业对象需要流向的作业组织。同时对于分道的零件也要做到分类管理。
加工作业阶段:标准维护、各作业阶段标准工期维护、分道生产线标准维护;设定物量系数,该系数是将设计物量转化为作业标准物量的关键系数。
物流调度:对运输工具、物流人员进行派工管理。开发设计物流看板,建立物流环节的协同工作平台。
3.3 系统设计分析-组立(MES)制造执行管理系统
组立(MES)制造执行管理系统设计主要包括以下功能模块:
计划模块、计划调整模块、胎位状态模块、查询模块。可分为:平直、曲面和外场。
平直分段生产:流水线信息、工位加工状态信息、调度片段按照物量均衡规则进行放置,若在片段计划生产周期内不能安排上流水线,将片段进行手工调整插入流水线,直至所有待调度片断都安放完毕。
曲面分段生产:场地信息、胎位信息和劳务队信息,调度分段按照计划及场地布置分配,若在分段计划生产周期内不能安排到指定场地,则将分段安排在外场,直至所有待调度分段都安放完毕。
外场分段作业:试行胎位,检查时间可行性,搜索可行的位置,确定胎位,优化空间利用率。
3.4 系统设计分析-舾装(MES)制造执行管理系统
舾装(MES)制造执行管理系统设计主要包括以下功能模块:自动生成内托规则的定义、生产线类型定义、管径范围上下限、托盘内管子根数。要求:1、所有管径范围的下限应该小于等于上限。2、任意小线的管径上限应该小于等于目前所有中线的管径下限。3、任意大线的管径下限应该大于等于目前所有中线的管径上限。4、任意中线的管径上限应该小于等于目前所有大线的管径下限,并且任意中线的管径下限应该大于等于目前所有小线的管径上限。
管材:不同材质的管段不能在一个内托内,即先将所有管段按照管材的不同,划分成若干个内托。
表面处理:内表面、外表面的表面处理方式必须一致,不是精确匹配,就应该被分配到不同的内托中。
3.5 系统设计分析-涂装(MES)制造执行管理系统
涂装(MES)制造执行管理系统设计主要包括以下功能模块:
派工单的管理:下发派工单,填写施工队、施工班组、作业长、计划开工时间、计划结束时间等,派工单完工确认,输入实际开工时间、实际结束时间、完工确认人,即完成完工确认工作。
班组结算管理:提价、油漆奖励、罚款,班组产值结算。
劳务队结算管理:在结算额度部分结算和全额结算、结算统计。
易耗品发放管理:定额下发、领料、发放,统计。
4 系统实现界面示例
1. 组立MES中的场地物流分段移动实现如图4所示:
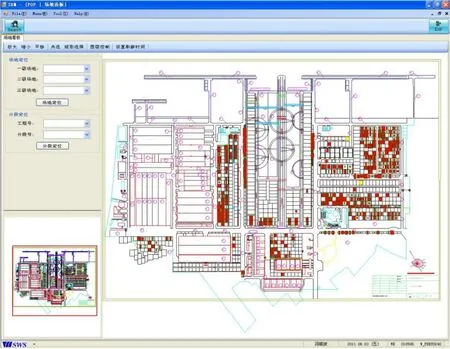
图4 场地物流分段移动布置示意图
2. 管制MES中的内托计划管理实现。
5 应用效果分析与展望
业务应用方面,通过系统的实施,有效改善船厂现有的管理瓶颈,满足生产部门整体的工艺管理、计划管理、派工管理、物流管理、质量管理、绩效管理等方面的一体化管理需求。以分段舾装计划制造执行系统实施为例,管子制作托盘为单位,系统自动划分内托、自动计算定额工时、自动关联管段制作图,不仅提升了拆分图纸的工作效率,而且减少管子制作图的发放份数,提升了工时计算的效率并且避免了人工计算错误,预计相应管理人员将由16人减少至2人,按人均月收入4000元计算,年度减少薪酬支出3000*12*14=67.2万元,并且大大减少了部门的纸张成本和打印成本。另外通过电子文档进行生产派工管理后,从设计创制申请到图纸打印输出,每100份图纸投入的时间平均减少约400分钟,效率平均提升了400%;首制和后续发图定额分别减少30%和15%,设计部门已逐步取消底图打印,仅纸张成本节约人民币约7万元/年;考虑到提高工作效率,减少存放底图占用的库房、因图纸差错引起的现场施工进度延迟和材料浪费、异地发图的交通运输费用、设备损耗等,经济效益巨大。
预期实现:规范设计技术标准管理流程,提高设计开发效率和水平;船舶制造项目资源的合理分配和优化利用;船舶建造项目进度控制与工程变更管理;实现现场作业的精细化管理;船舶建造项目成本管理;船舶建造项目质量管理;船舶建造项目分析决策支持管理;完成各个应用系统间的透明信息交换,提供更加灵活,且应用软件集成的机制、接口和自由扩展的架构体系,使在异构环境下的应用系统可以通过该接口集成到平台上以及新系统或新功能更加方便集成到平台上,扩充实现资源共享。
6 总结
船舶分段MES管理系统研究,以设计、生产、物资、管理一体化为主线,进一步促进企业组织、流程和信息技术的有机融合,发挥整体效能,提高企业运行的效率,改善企业运行的整体性、目标性和有效性。
中国实现“世界第一造船大国”的宏伟目标,取决于技术与管理的创新,离不开信息技术和管理水平的支持,生产管理方式必须从粗放式管理走向精细化管理,并且真正将造船过程中所需的人、物、设计及制造等信息融合于一个软件平台中,对于当今中国造船企业的发展意义重大[4]
[1] 陈民俊,推行现代造船模式-创建科学的总装造船经营管理机制[J],2006.
[2] 张泉灵,荣冈,苏宏业,MES技术的普及和推广[J],化工管理,2007年第五期
[3] 罗岱,基于车间单元的船舶生产系统建模与仿真[J],上海交通大学硕士学位论文,2011,21-26
[4] 陈强,论中国造船企业的核心竞争力[J],中国造船,2004年第45卷第1期
Implementation and Application of Ship Block Fabrication MES System
Chen Fengming, Yan Zhe
(Information Department, Shanghai Waigaoqiao Shipbuilding Co,Ltd)
Manufacturing Execution System (MES) is a concept of organizing,managing and operating modern manufacturers.This article demonstrates the MES establishment from following aspects, such as operation reorganization, refactoring, function design, developing and application etc., to achieve shipbuilding company’s modern integrated IT management objectives, including ship block fabrication management in technology, planning, dispatching, logistics, quality and incentives.
Block Fabrication; Manufacturing Execution System (MES)
TP311
A
2014.07.08)
陈凤鸣(1978-),女,上海外高桥造船有限公司信息部,工程师,研究方向:计算机软件应用,上海,201204
严 哲(1980-),男,上海外高桥造船有限公司信息部,工程师,研究方向:计算机软件应用,上海,201204
1007-757X(2014)08-0044-05
猜你喜欢
地下水(2023年5期)2023-10-13 06:03:28
数学物理学报(2021年4期)2021-08-30 08:28:02
小学生学习指导(低年级)(2018年11期)2018-12-03 05:05:00
植物研究(2017年5期)2017-11-10 01:47:20
小天使·一年级语数英综合(2017年7期)2017-08-04 18:58:39
小天使·一年级语数英综合(2017年2期)2017-02-16 20:38:53
小天使·一年级语数英综合(2017年2期)2017-02-16 10:18:24
小天使·五年级语数英综合(2017年1期)2017-02-08 20:15:05
太空探索(2016年9期)2016-07-12 10:00:04
五邑大学学报(社会科学版)(2016年2期)2016-03-13 09:24:47
