压盖环零件的加工工艺分析
2014-07-20 04:02王小虎
机械工程与自动化 2014年4期
王小虎
(四川信息职业技术学院,四川 广元 628017)
0 引言
在机械加工中,薄壁盘环类零件一直是传统机械加工中的一类较难加工的对象。这类零件直径与轴向尺寸之比大于10甚至20以上,且直径与壁厚比也在20以上,零件上的各结构均有相互位置要求。因此在采用机械加工的方法进行制造时,由于切削力、切削热等诸多因素的影响,零件极易变形,且该类零件的装夹往往不能采用通用夹具,而需要设计专用工装,以满足其要求。
本文以压盖环零件为对象,对其机械加工工艺进行分析,为薄壁盘环类零件加工提供方法。
1 图样分析
压盖环零件如图1 所示,外环直径为Φ205,内环直径为Φ195,直径方向的壁厚为5,轴向长度为10,直径与轴向尺寸之比为20.5,直径与壁厚之比为41,是典型的薄壁盘环类零件;在端面上均布有3-Φ3.4通孔,孔口沉Φ6.5×90°锥孔;在外圆环面上,均布3个斜槽,需保证一定角度。
2 工艺方案确定
通过以上分析,知晓该零件为典型薄壁盘环类零件,对其进行加工时重点考虑端面上的3个均布孔,以及外圆环面上的3个均布斜槽,同时需要保证孔与斜槽成一定的角度关系。其加工难度主要体现在:①进行孔及斜槽加工时零件容易发生变形;②无法采用通用夹具装夹该零件,常规装夹难以保证加工尺寸及相互位置关系;③因均布斜槽与零件轴线既不平行也不垂直,因此在普通机床上加工难度较大。
由此可见,在进行均布孔及均布斜槽加工时,需设计专用工装对其进行定位与夹紧,特别是斜槽的加工,应首先考虑使用数控机床,方可保证零件要求。
通过以上分析,笔者认为该零件的加工可采用以下工序进行:①备料Φ210×100;②在车床上加工内孔Φ195、外圆Φ205、倒角C0.5及总长10;③在座标镗床上用工装钻3-Φ3.4通孔并沉Φ6.5×90°,在P向视图R2.5中心处钻3-Φ5通孔;④在4轴加工中心上用工装找正P向视图上的Φ5孔,铣3个均布槽,保证尺寸到图纸要求。
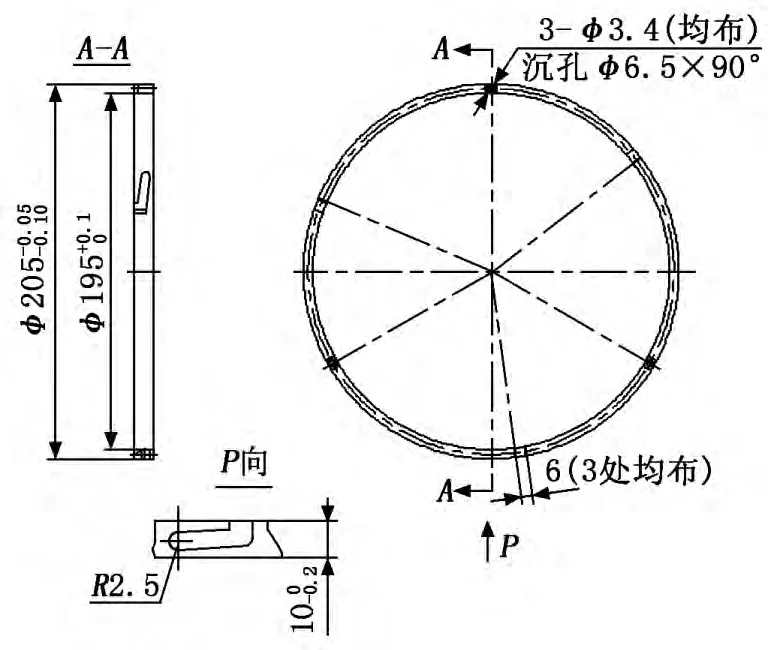
图1 压盖环
3 工装设计
3.1 总体要求
压盖环零件在座标镗床及4轴加工中心上加工时,需采用工装进行定位与夹紧,设计工装时需考虑以下4个方面:①能够避免零件受力变形;②定位可靠、夹紧力均匀、装卸零件方便;③角度基准找正方便,在不同机床上加工时能够快速找正;④工装本身在机床上要方便安装与校正。
3.2 结构与尺寸确定
基于以上工装设计的总体要求,可采用台阶心轴作为工装本体,对零件进行径向定位及轴向定位,采用螺钉压板进行轴向施压方式压紧零件。在工装本体上设置Φ5定位孔,作为工装本体及零件角度校正的基准。在压板上设置3个均布的开槽结构,以方便加工时的让刀。工装本体及压板的结构如图2 、图3 所示,装夹示意如图4 所示。

图2 工装本体

图3 压板

图4 装夹示意图
4 结束语
通过对压盖环零件进行实际机械加工验证,当采用上述的工艺方法对其进行加工时,能够完全满足加工要求,实施性好,可提高生产效率。此工艺为更多薄壁盘环类零件的加工提供了参考方法。
[1]李华.机械制造技术[M].北京:高等教育出版社,2009.
[2]周保牛.数控铣削与加工中心技术[M].北京:高等教育出版社,2007.
[3]钟如全,王小虎.零件数控铣削加工[M].北京:国防工业出版社,2013.
[4]陈云海,甄雪松.陶瓷模壳压板零件数控加工与工艺分析[J].职业,2012(11):73-75.
[5]蒋立正,张苗,张伟.某雷达关键件的加工工艺分析与夹具设计[J].机床与液压,2012(14):29-32.
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
陕西师范大学学报(自然科学版)(2022年6期)2022-12-02
机械工程与自动化(2022年3期)2022-06-24
机械工程与自动化(2022年1期)2022-03-15
防爆电机(2022年1期)2022-02-16
中国设备工程(2022年2期)2022-02-10
河南工学院学报(2017年1期)2017-06-07
中国新技术新产品(2016年21期)2016-12-08
科技视界(2014年11期)2014-06-28
云南电力技术(2014年1期)2014-06-23