
特种复合加工中心盘式刀库自动换刀控制系统研究*
2014-07-18 11:56:29张秋杰潘海鸿
组合机床与自动化加工技术 2014年6期
陈 琳,刘 超,张秋杰,潘海鸿
(广西大学 机械工程学院,南宁 530004)
特种复合加工中心盘式刀库自动换刀控制系统研究*
陈 琳,刘 超,张秋杰,潘海鸿
(广西大学 机械工程学院,南宁 530004)
针对自主开发的龙门式双主轴钣金刻铣与激光切割复合加工中心的顺序动作控制复杂、控制点数多且目前没有控制该特种复合加工中心的数控系统问题,提出采用自由口通讯方式实现多轴运动控制器与外挂独立型通用PLC的通信和控制,进而实现对复合加工中心的顺序动作控制以及盘式刀库自动换刀功能。对带有机械手的圆盘式刀库研究采用随机地址最优路径选刀方法,在该复合加工中心平台上实现自动化换刀功能。实验结果表明基于外挂独立型通用PLC的自由口通讯控制方式下的最优路径选刀方法可以缩短换刀时间,提高加工效率。
特种复合加工中心;多轴运动控制系统;自由口通讯;外挂PLC;随机地址选刀
0 引言
数控技术结合传统机床技术与信息技术,是制造工业现代化的重要基础。随着科学技术的快速发展,传统封闭式开环控制模式下的数控技术往开放式全闭环模块化控制方向发展[1]。
具有自动换刀功能的数控系统能缩短非切削加工时间,提升加工效率[2]。目前,自动换刀功能主要通过数控系统内置可编程的机床控制器(PMC)或外挂PLC来实现[3-6]。两者相比,内置PMC直接由数控系统内部控制,使用方便。而外挂型PLC具有独立的硬件和软件,灵活性高,便于扩展,并且在完成逻辑顺序动作过程中不会对运动控制产生影响。
针对自主开发的龙门式双主轴钣金刻铣与激光切割复合加工中心的顺序动作控制复杂、控制点数多且目前没有控制该特种复合加工中心的数控系统问题,提出采用多轴运动控制器通过自由口通讯方式实现与外挂独立型通用PLC的通信和控制,进而实现对复合加工中心的顺序动作控制以及盘式刀库自动换刀功能,实现有机械手参与的自动换刀功能,简化控制装置,以提高换刀效率。
1 圆盘式刀库结构及换刀过程
目前自动换刀装置主要有两种形式:有机械手和无机械手。有机械手换刀是利用机械手把主轴上的旧刀与刀库上的新刀进行交换,换刀时间短;无机械手换刀则是利用刀库与主轴或刀架之间的相对运动来实现换刀,结构简单[7]。
图1为钣金刻铣与激光切割复合加工中心所使用台大DK-50圆盘刀库简图,刀库容量为24。刀库采用带有减速机构的步进电机和定位开关控制刀盘转动,保证寻刀过程中转动平稳及定位准确。负责刀具交换的机械手采用双扣刀结构,同时抓取新旧刀具,提高换刀效率。根据换刀动作顺序及时序要求,设计机械手换刀动作流程如图2。其中,在换刀过程中实现目标刀具快速定位到换刀位置是缩短换刀时间的关键。

1.刀套(装有刀具) 2.刀臂(机械手) 3.主轴 4.刀盘 5.汽压缸(刀套上下) 6.刀盘电机(刀盘的正反转控制) 7.刀盘定位感应开关 8.刀盘数刀感应开关 9.刀盘原点感应开关
图1 圆盘式刀库结构示意图

图2 换刀动作流程图
2 外挂PLC随机换刀控制实现
根据圆盘式刀库机械手工作流程(图2),提出采用西门子S7-200 CPU 226型PLC实现换刀功能[8]。该系统硬件构架由主CPU模块和丰富的扩展模块组成。其具有功能丰富的指令集和多种方式与上位机进行通讯,能够满足各种设备的自动化控制需求。上位机是自主开发的高性能多轴运动控制器,通过RS232/485接口与外挂型PLC进行通讯。
2.1 PLC与运动控制器的通讯协议
外挂PLC与上位机之间建立稳定的通讯是实现自动换刀功能的重要保证。为此PLC采用自由口通讯模式,即用户通过制定通讯协议与上位机进行通讯。制定的PLC端通讯协议具体格式如表1、表2所示,信息帧内容中的接收、发送字符个数表示有效数据最大长度,开始和结束字符标志着单条通讯指令的起止。
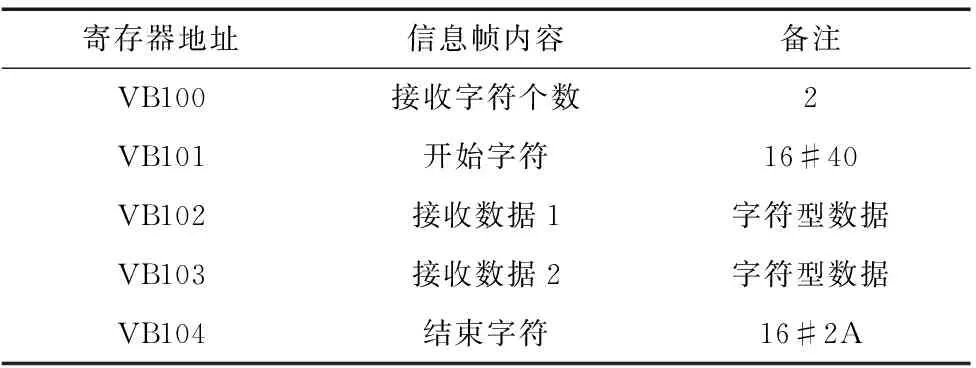
表1 PLC接收通讯协议
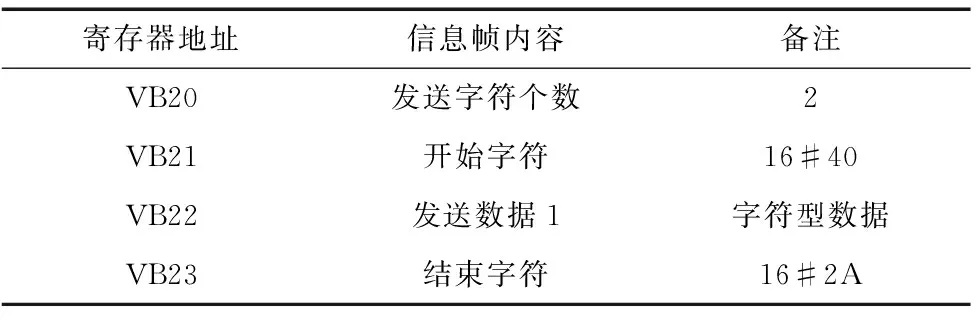
表2 PLC发送通讯协议
采用PLC端口1与上位机通讯。通过设置PLC中特殊寄存器(SMBxxx)进行控制。其中SMB130设置端口通讯方式、通讯波特率和数据校验位等;SMB8187控制接收信息标志;SMB188指定开始信息字符;SMB189指定结束信息字符;SMB194指定接收字符最大个数(1~255Byte)[9]。
2.2 刀具管理库的建立
将刀套号作为控制和管理对象,利用PLC建立数据表功能,设计刀具管理库。以台大DK-50刀库为例,在PLC数据块中建立刀库数据表,使用查表指令TBL_FIND及设计相应的程序以完成刀具的检索和更新。
为能够实时管理刀具,机床首次上电开启系统后需要对刀库进行初始化。PLC接收控制器下发的刀库初始化指令将1号刀套置于当前换刀点位置以完成刀库初始化。表3为初始化后的刀具管理库数据表。
表3中从VW204—VW252寄存器地址代表刀盘上的刀套号,里面存放的内容是随着刀具交换而变化的刀具号。最大填表数储存在VW200寄存器区,实际填表数储存在VW202寄存器区。
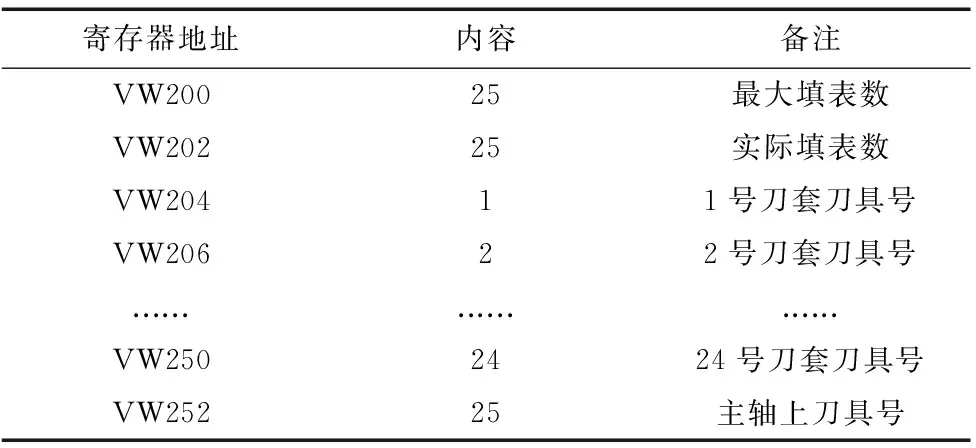
表3 刀具管理库数据表
2.3 刀具检索流程
采用计算机记忆随机换刀方式,用PLC存储器功能实现计算机记忆随机选刀[8]。该方式在新刀取出后,刀盘不需再转动,可立即把旧刀存入当前刀套,即换刀、存刀一次完成,缩短换刀时间。刀具检索流程如图3所示。
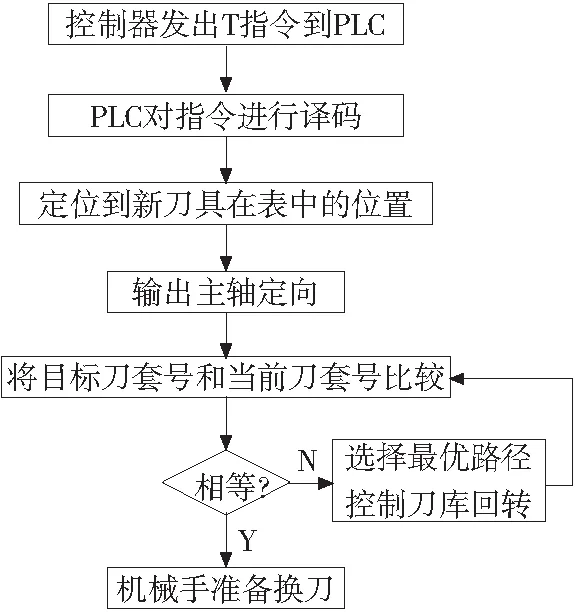
图3 PLC实现刀具检索系统流程图
2.4 最优换刀路径规划
为实现需更换刀具快速定位到换刀位置盘最短路径选刀,按照图4流程计算随机地址选刀的最优路径,对刀盘旋转方向进行控制。
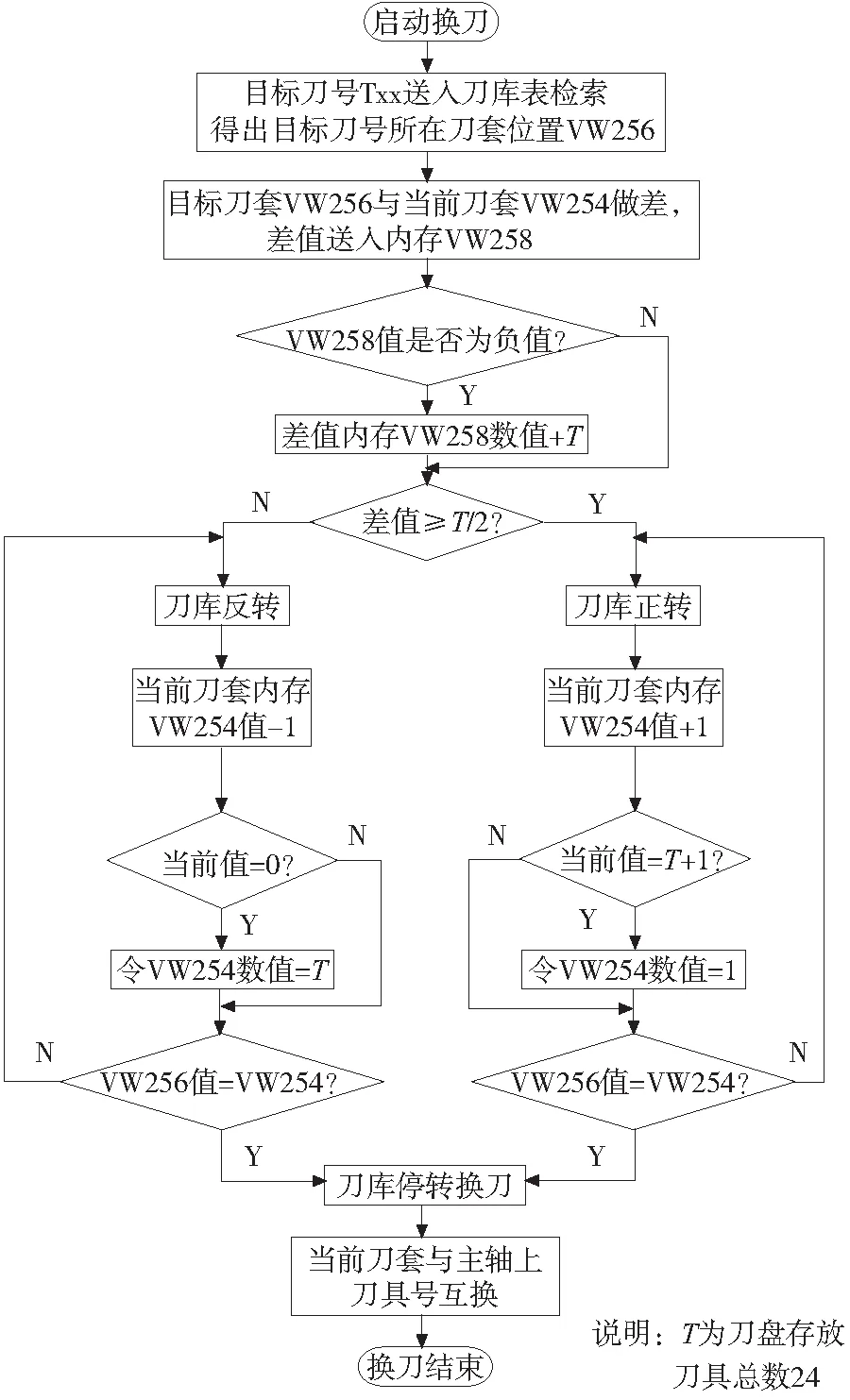
图4 随机地址选刀流程图
3 实验验证
为验证外挂PLC与上位机通信的可行性,证实随机地址换刀中最优路径选刀的有效性。以钣金刻铣与激光切割复合加工中心开放式数控系统为实验平台,根据以上随机换刀程序设计思路在西门子S7-200 CPU226 PLC上设计宏程序,在DK-50圆盘刀库上分别测试刀盘固定转向换刀方案和最优路径换刀方案。每次换刀前进行刀库初始化,置1号刀套为换刀位置,每次从第1号开始依次换到第24号刀具(T1换到T2、T1换到T3,……,T1换到T24),记录所用时间,结果如图5。可以看出,当目标刀套号大于13时,最优路径换刀方案可以根据需要改变刀盘旋转方向,换刀时间明显少于顺序换刀。表明最优路径换刀能有效减少换刀时间、提高加工效率。
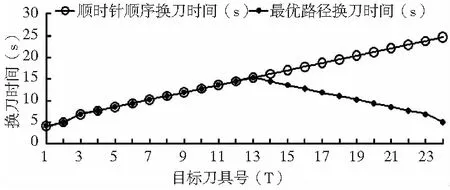
图5 两种换刀方案所需时间
4 结束语
针对钣金刻铣与激光切割复合加工中心开放式数控系统,设计出以外挂独立型通用PLC与上位机通信实现对台大DK-50圆盘式刀库进行自动换刀功能(刀盘选刀和机械手换刀)。通过实验验证用自由口通讯控制方式可实现上下位机的正确通讯;实验证明最优路径选刀方法可以缩短换刀时间,提高加工效率。
[1] 王太勇,乔志峰,韩志国,等. 高档数控装备的发展趋势[J]. 中国机械工程,2011,22(10): 1247-1252.
[2] 许可诚,顾寄南,王富良. 换刀机械手控制系统的设计与研究[J]. 机械设计与制造,2011(8):158-160.
[3] 陈芳,李继中. 盘式刀库加工中心自动换刀系统控制[J]. 机械设计与制造,2007(10):149-150.
[4] 徐晓东,施桂和. FANUC 0i系统加工中心刀库和凸轮式机械手的PMC控制[J]. 组合机床与自动化加工技术,2007(4):74-76.
[5] 邓昌奇,江冠练. 基于PLC的刀库自动选刀应用与开发[J]. 组合机床与自动化加工技术,2010 (6):53-56.
[6] 张跃明,邓卫平,官文,等. 链式刀库的控制系统设计[J]. 组合机床与自动化加工技术,2012 (9):56-58.
[7] 董锋,徐骥,汪地,等. 加工中心盘式刀库自动换刀控制系统设计[J]. 机械设计与制造,2011(5):137-139.
[8] 刘炜. 数控加工中心自动换刀系统[J]. 机床与液压,2005(5):58.
[9] 蔡瑞娟,陈海霞,西门子PLC编程技术及工程应用[M]. 北京:机械工业出版社,2006.
[10] 牛军燕,顾寄南. 基于PLC的自动换刀系统研究[J]. 制造业自动化,2010 (6):35-36.
(编辑 赵蓉)
Research on the Disc-tool Changer Automatic Tool Change Control System for the Special Compound Machining Center
CHEN Lin,LIU Chao,ZHANG Qiu-jie,PAN Hai-hong
(College of Mechanical Engineering, Guangxi University, Nanning 530004, China)
The self-developed gantry twin-spindle sheet and laser cutting compound machining center has complex sequence action control and abundance of I/O control points. Thus it need a special Computer Numerical Control (CNC) system to control this compound machining center. A free port communication mode was proposed to implement communication and control between the multi-axis motion controller and the general independence PLC. Then it can realize the sequential action control and automatic tool change (ATC) function. The random address optimal path tool selection method was researched to realize ATC on the compound machining center by analyzing the disc-tool changer with manipulator. Experimental results showed that the tool change time can be reduced and the efficiency of processing was improved via the optimal path tool selection method under the free port communication mode and controlled by the independence PLC.
compound machining center;multi-axis motion controller;free port communication;independence type PLC;random address tool changing
1001-2265(2014)06-0073-03
10.13462/j.cnki.mmtamt.2014.06.020
2013-10-26
广西科学技术厅(桂科攻11107002-26,桂科攻12118015-2A)
陈琳(1973—),女,山东青岛人,广西大学教授,工学博士,研究方向为数控技术,机器人控制技术,(E-mail)gxdxcl@163.com。
TH166;TG65
A
猜你喜欢
机械工程师(2023年11期)2023-12-09 02:45:30
小哥白尼(军事科学)(2021年5期)2021-08-30 06:46:14
湖北农机化(2020年19期)2020-12-14 02:29:26
制造技术与机床(2019年8期)2019-09-03 01:14:40
北京航空航天大学学报(2017年6期)2017-11-23 05:57:13
隧道建设(中英文)(2017年10期)2017-11-07 07:21:13
浙江大学学报(工学版)(2016年11期)2016-06-05 09:21:03
制造技术与机床(2014年4期)2014-04-27 13:05:34
中国工程机械学报(2012年1期)2012-08-15 00:44:48
中国科技信息(2010年21期)2010-09-21 08:21:46
