感冒清热颗粒制粒工艺优化
2014-07-18 12:06:59宁丽林倩赵爽
中国现代药物应用 2014年20期
宁丽 林倩 赵爽
感冒清热颗粒制粒工艺优化
宁丽 林倩 赵爽
目的确定最佳制粒工艺条件, 保证颗粒质量, 提高制粒效率, 提高装袋合格率, 减小装量差异, 保证产品质量。方法采用正交试验法调整喷雾速度及进风温度, 考查装袋合格率、装量差异。结果最佳试验条件是在喷雾速度及进风温度均采用二水平时制粒质量最好。结论采用喷雾速度及进风温度二水平, 装袋合格率高, 装量差异小, 生产周期较短, 提高了产品质量, 降低了生产成本。
感冒清热颗粒;一步制粒;正交试验法
感冒清热颗粒在生产中, 采用一步制粒工艺, 由于生产过程工艺参数控制的差异, 造成颗粒的粒度不均匀、装袋时夹袋或产品装量差异不易控制等质量问题, 生产效率低, 生产成本高, 降低了产品竞争力。为此经过多次试验, 筛选最佳喷雾速度、进风温度的范围, 优化制粒工艺条件, 制粒均匀、装量差异降低、装袋质量提高, 保证了产品质量, 降低了生产成本[1]。
1 试验材料及设备
PGL-80B型喷雾干燥制粒机, 生产厂家:常州一步干燥设备公司;感冒清热浓缩液, 生产厂家:青岛正大海尔制药有限公司(批号:1204241)。
2 方法与结果
2.1正交试验 根据生产经验分析影响一步制粒的工艺条件主要有进风温度(因素A)及喷雾速度(因素B), 两个因素分别取三个水平, 根据正交试验方法设计正交试验表, 进行正交试验。加热准备好120 kg感冒清热浓缩液, 将40 kg糊精加入到喷雾制粒机料斗内, 调整好进风温度、喷雾速度、雾化压力、气缸压力等参数, 然后喷浓缩液。试验计划与结果见表1, 表2。
2.2结果分析 由表1, 表2进行数据分析可知, 因素A进风温度、因素B喷雾速度取二水平较好;以装袋合格率和装量差异为考察指标, 影响程度因素B喷雾速度均大于因素A进风温度。通过数据得出:随进风温度的升高, 装袋合格率提高, 但温度过高会导致合格率下降;随喷雾速度的加快,装袋合格率升高, 但随着继续增加, 装袋合格率会降低。因此综合评价选择各因子二水平为最佳制粒工艺条件, 通过控制进风温度、喷雾速度, 使装袋合格率与装量差异达到最佳状态, 生产周期短, 提高了产品质量, 降低了生产成本。
2.3最佳条件的验证试验 最佳工艺条件是通过试验条件筛选的, 为保证实际生产中能达到预期效果。因此按最大冻干量进行三批验证生产, 确认最佳工艺条件的稳定性。验证结果见表3。
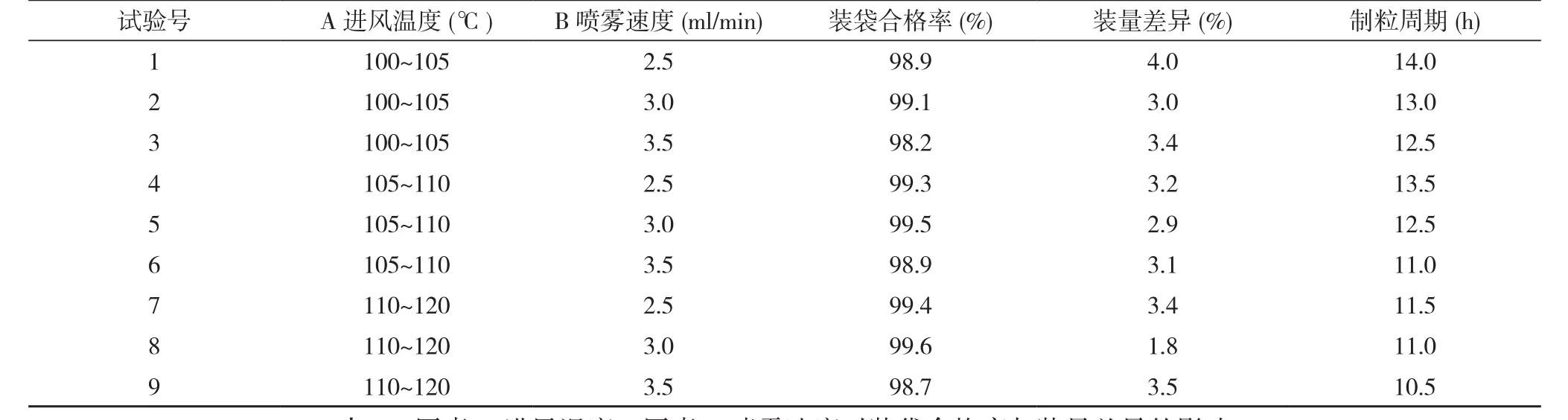
表1试验计划与上机率
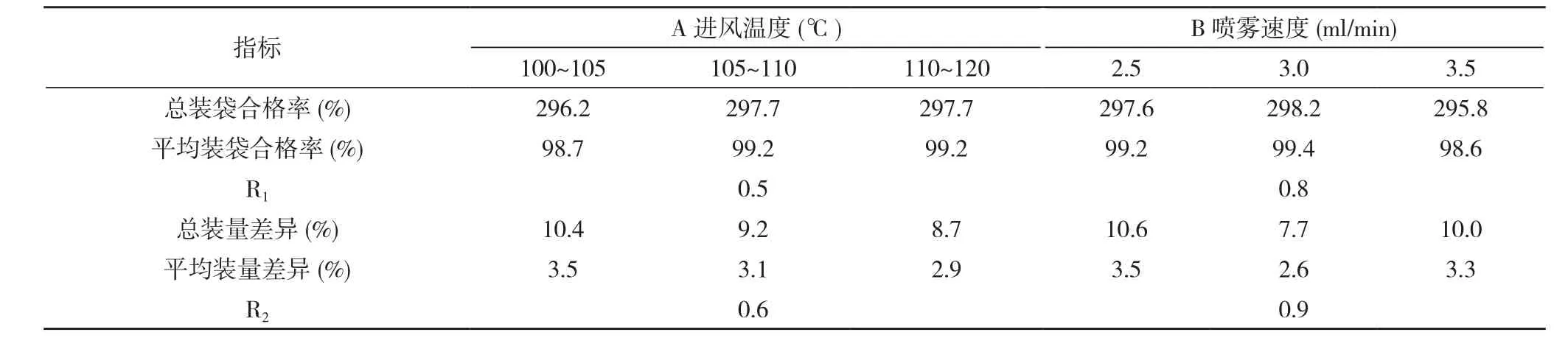
表2因素A进风温度、因素B喷雾速度对装袋合格率与装量差异的影响

表3验证试验结果
3 讨论
3.1一步制粒是将物料的混合、粘合成粒、干燥等过程在喷雾制粒机内一次完成。这种方法生产效率较高, 既简化了生产工序和设备, 又节省了厂房和人力, 同时制得的颗粒大小均匀, 外观圆整, 流动性好。由于一步制粒采用的是流型喷雾干燥, 干燥过程液滴的温度不高, 不致使干燥物料受热过度, 提高了热敏性物料的稳定性, 特别适合热敏物料的制粒干燥。
3.2所喷物料的浓度对喷雾干燥的效率影响较大, 因此一般将溶液浓缩至含固物25%~30%之间为宜。浓缩液含固物高, 喷雾时雾化程度低, 形成颗粒大, 比容大, 装袋时容易夹袋, 过大容易产生塌锅、堵喷头, 装袋合格率降低;浓缩液含固物低, 喷雾时雾化程度好, 形成颗粒小, 细分多, 装量差异不易控制, 生产周期长, 增加生产成本。
3.3针对不易形成颗粒的产品, 在一步制粒时, 可以先加一部分糊精等辅料, 帮助产品在喷雾时形成颗粒。
3.4喷枪的调整对喷雾制粒影响较大, 因此喷雾时喷头位置要调整好, 使喷枪扇形面积尽量大些, 保证雾化效果, 使制得的颗粒均匀。
3.5进风量的控制对制粒过程非常关键, 喷雾制粒前, 应提前将风量调整至将料斗内辅料充分混匀并完全翻动起来, 避免出现偏锅造成喷雾时出现塌锅。
[1] 国家药典委员会.中华人民共和国药典(一部).北京:中国医药科技出版社, 2010:附录7.
Granulation process optimization of Ganmao Qingre granules
NING Li, LIN Qian, ZHAO Shuang.
Qingdao Chiatai Haier Pharmaceutical Co, Ltd, Qingdao 266103, China
ObjectiveTo determine the optimum granulating process conditions, to ensure the pellet quality, to improve the granulating efficiency, to improve the qualified rate of bagging, to reduce filling difference, and to ensure the quality of the products.MethodsThe orthogonal test method was used to adjust the spray velocity and inlet air temperature.Bagging qualified rate and load difference were detected.ResultsThe best condition of granulating quality was in the level two of spray granulation speed and inlet air temperature.ConclusionLevel two of spray granulation speed and inlet air temperature in granulating can provide high bagging qualified, small load difference, short production cycle, improvement of product quality and low production cost.
Ganmao Qingre granules; One step granulating; Orthogonal test method
2014-06-03]
266103 青岛正大海尔制药有限公司
猜你喜欢
山东冶金(2023年4期)2023-08-31 04:09:18
中南大学学报(自然科学版)(2022年8期)2022-09-21 09:56:56
中国食用菌(2020年9期)2020-11-11 04:55:40
人人健康(2019年10期)2019-10-14 03:25:12
科技视界(2019年36期)2019-01-10 06:57:52
中成药(2018年4期)2018-04-26 07:13:08
农家之友(2018年4期)2018-01-30 17:47:26
Journal of Systems Engineering and Electronics(2015年3期)2015-04-11 02:35:37
食品安全导刊(2014年7期)2014-10-21 15:03:13
首都食品与医药(2014年22期)2014-04-05 10:42:13