
子程序在平移图形类零件编程中的应用
2014-07-08 02:17:14张玲张磊
机械工程师 2014年10期
张玲,张磊
(武汉软件工程职业学院 机械工程学院,武汉 430205)
0 引 言
对于一个零件图上的若干相同图形,可以看作是一个图形的平移。对此类零件进行加工程序编制,往往采用调用子程序的方法进行简化编程,将其中一个图形轮廓视作基本轮廓,对基本轮廓进行编程,并作为子程序在主程序中分次调用或多次连续调用,可以大幅度减少编程任务量。本文仅以一个零件为例(选择φ6 键槽铣刀,刀具长度补偿H01,半径补偿D01),介绍4 种应用子程序的方法。
1 在一个坐标系下分次调用子程序
作为子程序的基本轮廓程序采用增量值方式编制,在调用时,刀具依次以绝对值指令方式运行到各个平移图形原点(或编程起点),分别调用子程序。
图1 中,选择中间矩形为基本图形,并将编程原点定位在矩形中心位置,编制适用于FANUC 数控系统的程序如下:

图1 平移图形类零件
主程序
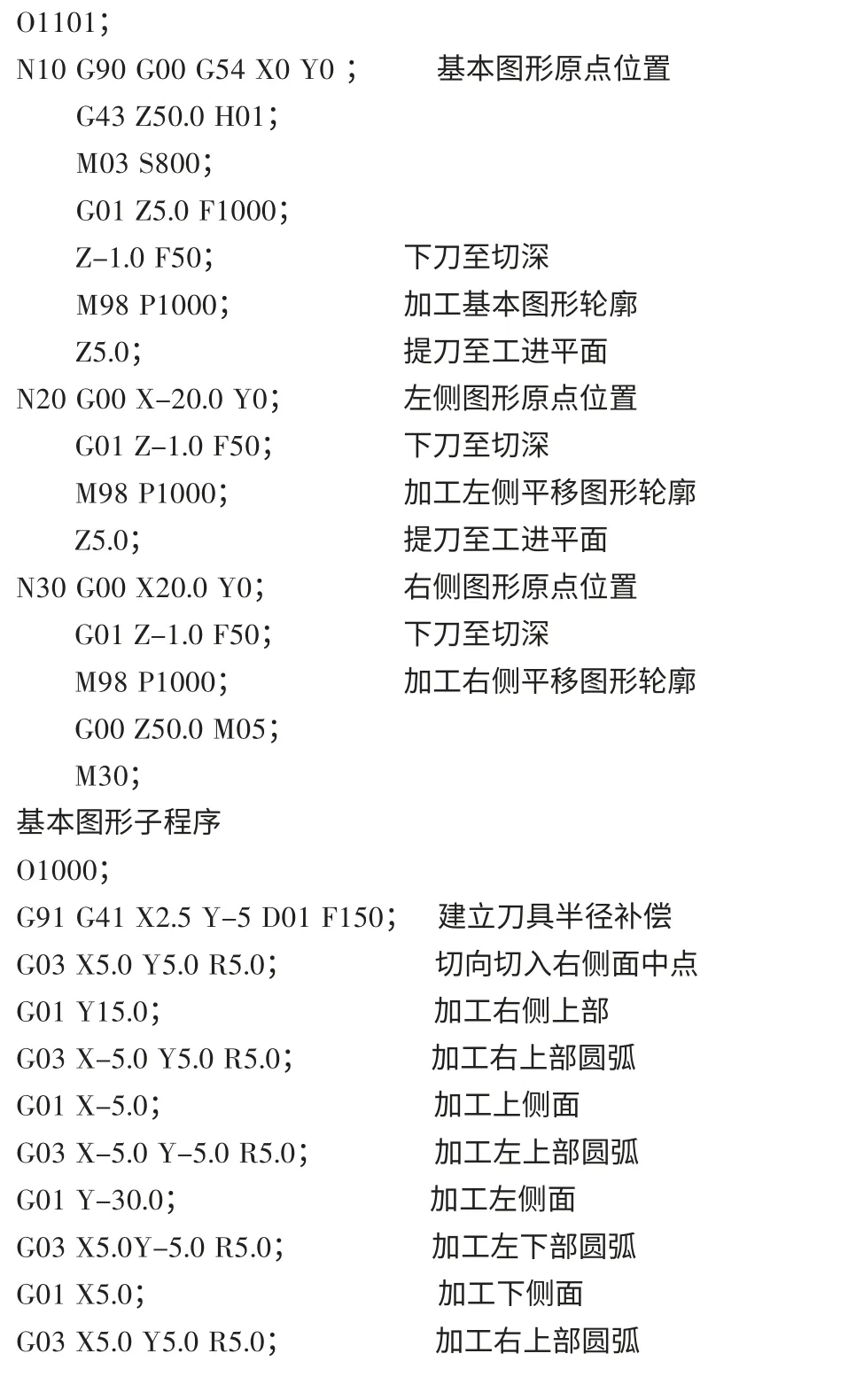

本例中还可以将主程序中的抬刀、下刀程序段置于子程序中,但要注意G90 与G91 转换过程中实际坐标值的变化。如去掉主程序中所有抬刀、下刀程序段G01 Z-1.0 F50 和Z5.0,子程序可以有两种变化:

在一个坐标系下分次调用子程序,各图形的加工起点位置由主程序在每次调用子程序前用绝对坐标指令指出,与零件上平移图形的排列方式无关。
2 连续多次调用子程序
主程序

此种方法适用于平移图形为均匀排列的零件程序编制。在主程序段中将刀具定位至第一个图形(最边上的)的原点位置,在子程序段中指出刀具每次移动的相对距离。
连续多次调用子程序进行平移图形轮廓的加工需注意以下几点:1)下刀和抬刀的程序段放置于子程序中;2)子程序中轮廓加工和移动间距的程序段必须用增量值编程;3)下刀和抬刀的程序段可以用绝对值编程,编程时则要注意G90 和G91 的转换。为避免出错,建议子程序最好全部采用增量值编制。
3 用G92 变更坐标系实现平移图形轮廓编程
用G92 指令变更工件坐标系,子程序采用绝对值编程,调用后在新的坐标系中运行。
主程序

G92 指令通过设定刀具起点相对于工件原点的相对位置来建立工件坐标系,在使用之前必须保证刀具处于正确的位置。如上述主程序中:


使用G92 指令偏移坐标系时,当前工件坐标系被偏移,故在使用完成后,要及时还原坐标系,如主程序O1103 中的N40 程序段。
4 用多坐标系编程
将零件上多个平移图形视为多个工件分别设工件坐标系。本例中工件原点即中间矩形中心设为G54 原点,左侧矩形中心设为G55 原点,右侧矩形中心设为G56 原点。
主程序
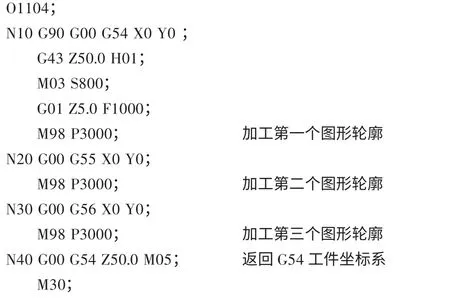
各平移图形都是在新坐标系中进行加工,对基本图形的编程既可用增量值方式也可用绝对值方式,本例中的子程序O3000 即为第三种编程方法的子程序。此方法编制的主程序,最多可以设定G54~G59 六个坐标系,即对平移图形的数量有一定的限制。
5 结 语
对比上述4 种方法可知:1)对于多个平移图形均匀分布的零件,连续多次调用子程序的编程方法主程序简单,程序段少;2)对于平移图形超过6 个又不均布的零件,只能用在一个坐标系下分次调用子程序或G92 变更坐标系的编程方法,前者的子程序必须用增量值方式编制,后者可以用绝对值编制,但要注意坐标系的变换;3)不超过6 个平移图形的零件,无论图形是否均布,可以优先考虑多坐标系编程。这种方法的子程序可以用绝对值编程,主程序也较为简单、容易掌握,只是要注意在加工前需要对各坐标系进行偏置量的设定。4)对于更为复杂的具有平移图形轮廓的零件,可综合应用几种方法来编制加工程序。
[1] 孙德茂.数控机床铣削加工直接编程技术[M].北京:机械工业出版社,2005.
[2] 陈洪涛.数控加工工艺与编程[M].北京:高等教育出版社,2003.
[3] 潘光华,王吉连.数控铣削编程与加工[M].北京:中国劳动社会保障出版社,2012.
猜你喜欢
电动工具(2022年2期)2022-05-18 08:40:38
数字技术与应用(2019年9期)2019-12-13 07:22:50
组合机床与自动化加工技术(2019年11期)2019-11-27 06:13:52
日用电器(2019年12期)2019-02-26 01:53:06
组合机床与自动化加工技术(2018年9期)2018-10-09 07:19:46
电脑爱好者(2017年10期)2017-06-01 21:53:00
中国科技纵横(2015年2期)2015-11-05 02:30:11
科学中国人(2014年16期)2014-11-20 02:50:00
中国新技术新产品(2014年3期)2014-03-24 07:39:08
科技传播(2011年24期)2011-08-29 05:39:46
