
数控车削子程序典型零件案例分析
2014-11-22 02:11:00段瑞永
机械工程师 2014年10期
段瑞永
(黄冈师范学院,湖北 黄冈 438000)
0 引言
数控编程作为数控加工技术的关键组成部分,其编程质量在很大程度上决定了产品的加工精度和生产效率。尤其是现代产品生产周期的不断缩短,提高数控程序的编制质量和效率对于提高制造企业的竞争力有着重要的意义。随着计算机技术的高速发展,CAD/CAM 技术在企业中广泛应用,数控程序编程模式也逐渐由CAD/CAM软件编程取代了手工编程。由于车床加工零件多为回转体,程序缝制简单,且传统数控机床普遍内存容量有限,如何手工编制适合小容量数控车床程序,有着重要的现实的意义。本文主要针对数控车床加工零件的特点,分析数控车床加工编程中的子程序的实例应用。
1 子程序概念及应用
零件使用手工编程加工时,应考虑零件的相同结构,充分利用子程序功能,提高零件程序的编程效率,降低程序的出错率,提高程序的可读性,提高数控机床加工效率。
1.1 子程序的概念及调用格式
在数控车削加工中有一些零件表面有形状相同的槽,如皮带轮,其程序的编写会出现一定规律或重复,把程序中某些固定顺序、重复出现的程序段单独抽出来,按一定格式编成一个程序,供其他程序调用,以简化程序的编制,这个程序就是子程序。对单独抽出的程序,在其开头增加子程序号%XXXX,在其结尾增加M99为子程序结束指令。当主程序调用子程序时使用M98 P_L_指令即可。其中M98 是调用子程序指令,地址P 后面的4 位数字为子程序号,地址L为重复调用次数,若调用次数为"1"可省略不写。主程序调用某一子程序需要在M98 后面写上子程序号,此时要改子程序%XXXX为PXXXX。
1.2 用户子程序应用实例
实际编写零件加工程序时,如果一个零件具有多个相同的加工结构,在手工编程时,应首先考虑利用子程序功能编程,这样不但可以减少编程的工作量,同时使程序具有较好的可读性,程序简单易读也降低了程序出错的机率,方便后期修改。在大多数数控系统中,子程序调用格式基本相同,在华中系统中子程序可用M98 Pxxxx L调用,图1、图2 示分别为轴向等宽槽车削循环、径向仿形车削循环两种不同的子程序调用加工方式。
图1 对应的子程序:


图1 轴向等宽等距槽车削循环
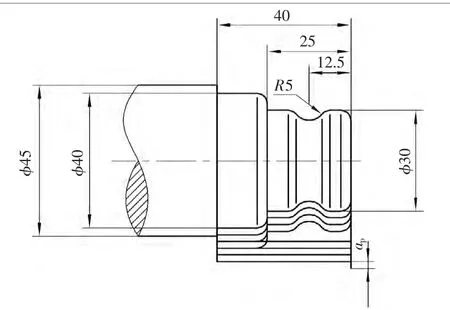
图2 径向仿形车削循环

图3 轴向等宽不等距槽车削循环

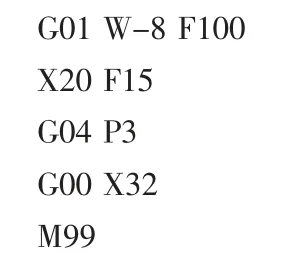
图2 对应的子程序:

图3 对应的子程序:

2 子程序编程工艺分析
在子程序编程时,对零件进行分析。子程序具有两个特点:一是封闭性,即要加工零件的相同部位的循环结构;二是有方向的连续性,只有几个循环结构连续起来才能够加工出符合要求的零件,但在循环结构之间的连续是有方向性的,具体体现在加工中应该是先定位到加工起点,再定位到循环起点。即连接两个循环结构的走刀路线应在第一个循环结构之前,而不是之后。在轴向为两相同结构之间Z 向距离,在径向为两次车削间的被吃刀量。
在设计子程序的工艺路线时,根据子程序这两个特点,可设计子程序为“蝌蚪形”。“蝌蚪头部”为封闭循环结构,向着加工方向,两个封闭循环结构之间为连接的“小尾巴”。这种子程序的工艺路线设计,对于编程和检查程序都十分简单和方便。如图1 所示,1为定位,2为切槽,3为退刀,2 和3 形成一个封闭循环结构,1 即为“小尾巴”。
在子程序编写中,通常会用到增量编程方式,如果子程序全部使用增量编G91,在检查程序时可把所有的数值相加,其结果应该为Z 轴进刀距离或X 轴被吃刀量。这也是简单检查程序是否正确的一种技巧。若在子程序中使用了G91 模式,返回到主程序时要注意及时进行绝对编程G90 模式的变换。由于数控机床一般都提供了类似于G71 的内外径车削循环,所以径向子程序在编程中应用不是很多,有兴趣者可以参考轴向加工子程序工艺路线分析自行设计其工艺路线。如图2 所示。
子程序嵌套时工艺路线设计,子程序可以由主程序调用,被调用的子程序也可以调用另一个子程序。当主程序调用子程序时它被认为是一级子程序,子程序调用子程序时称为子程序嵌套,子程序调用最多可以嵌套8 级,当子程序嵌套时,工艺路线设计可参考子程序路线,增加一个子程序起二次定位作用。如图3 所示。
3 结语
本文对数控车削加工编程中常见的槽类零件用子程序功能进行了编程实例介绍,对于工件上具有相同尺寸、等间距分布的形状可以编制成子程序,大大地缩短程序长度,使编程快、方便。使用子程序精简了程序,而且可读性强,也易于检查,提高编程效率。
[1]詹华西.数控加工与编程[M].西安:西安电子科技大学出版社,2007.
[2]王华侨,张颖,王德跃,等.用户子程序及宏程序在模具数控铣削加工编程中的应用[J].模具工业,2005(6):48-52.
[3]世纪星铣床数控系统编程说明书[M].武汉:华中数控股份有限公司,2002.
猜你喜欢
数字技术与应用(2019年9期)2019-12-13 07:22:50
商品与质量(2019年34期)2019-11-29 03:25:51
日用电器(2019年12期)2019-02-26 01:53:06
测控技术(2018年5期)2018-12-09 09:04:46
电脑爱好者(2017年10期)2017-06-01 21:53:00
信息安全研究(2016年4期)2016-12-01 06:07:05
中国科技纵横(2015年2期)2015-11-05 02:30:11
科学中国人(2014年16期)2014-11-20 02:50:00
中国新技术新产品(2014年3期)2014-03-24 07:39:08
中国信息化·学术版(2013年1期)2013-05-28 05:53:24
