
浅谈数控铣削技术代码程序的嵌套方式研究
2019-12-13 07:22陈强
数字技术与应用 2019年9期
陈强

摘要:在数控编程中很多方法都能够完成零件的加工,但重復加工内容的零件确使基础差的操作者重复的编写大量程序。通过使用子程序进行有效的嵌套编程,不仅减少编程内容量和内存,同时对于相同类似零件的加工,可直接在子程序中修改相关参数即可。
关键词:主程序;子程序;嵌套;数控加工
中图分类号:TP277 文献标识码:A 文章编号:1007-9416(2019)09-0007-02
0 引言
数控加工中,当遇到孔列数多或重复加工的内容较多时,往往会因为子程序嵌套功能的思路繁琐,从而舍弃简便编程加工方法,选择单段单步逐点程序或手动平移等来实现加工,甚至有更多的企业操作工也是如此加工。造成最根本的原因就是在学习初期没有很好的领悟子程序的使用方法和嵌套功能的思路。
1 加工程序主要编辑的方式方法
数控机床的加工程序可以分为主程序和子程序两种。在FANUC系统中,主程序结束用M30表示,子程序则用M99结束[1]。
子程序由主程序或子程序使用调用指令执行,FANUC系统中调用子程序共有两种编程格式。格式一,M98 P120045表示子程序0045被重复调用12次。格式二,M98 P1234 L7表示程序号1234的子程序连续调用7次。当不指定重复次数时,子程序只调用一次。子程序嵌套,程序为进一步简化,可允许子程序再次调用另一个子程序,称之为嵌套。在FANUC系统中最多可嵌套四级[2],如图1所示。
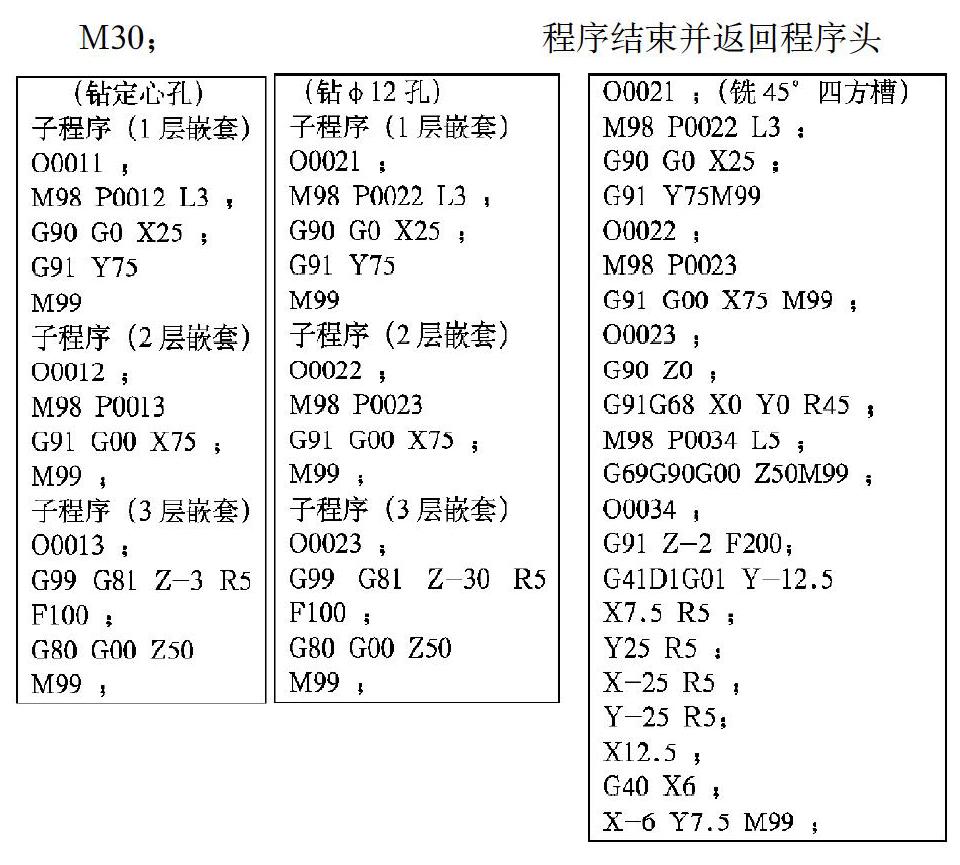
2 用子程序在数控铣削加工中的应用实例
根据所要加工的图形可以确定(如图2),在整个零件中一共等距安排了9个相同的型腔。如果采用逐个编程,可以想象编程的工作量之大。那么,使用子程序进行嵌套编程可更好缩短编程内容。
3 结语
使用子程序嵌套来进行简化程序进行数控铣削加工,可以有效的减少编程人员的工作量。同时使用子程序套加工不仅可以节省编程内容,节省了编程时间,有效的提高了加工效率。由于编程内容简洁,还减少了在编程过程中出现的错误。在实际生产中得到了广泛的应用。
参考文献
[1] 周晓宏.数控铣削工艺与技能训练(含加工中心)[M].北京:机械工业出版社,2014.
[2] 北京发那科机电有限公司.数控系统操作说明书[M].北京:机械工业出版社,2005.
[3] 朱明松.数控车床编程与操作项目教程[M].北京:机械工业出版社,2010.
Abstract:In the numerical control programming many methods can complete the processing of parts, but the repeated processing content of parts make the basic poor operator repeated writing a large number of programs. Through the use of subroutines for effective nested programming, not only reduce the programming capacity and memory, but also for the same similar parts processing, can directly modify the relevant parameters in the subroutine.
Key words:main program; Subroutines; Nested; Nc machining
猜你喜欢
现代计算机(2021年31期)2021-12-29
系统工程学报(2021年4期)2021-12-21
日用电器(2019年12期)2019-02-26
科技资讯(2016年18期)2016-11-15
计算机工程(2014年6期)2014-02-28
河南科技(2014年23期)2014-02-27
统计与决策(2012年14期)2012-02-21
——以“腾讯与360之争”为视角*
重庆邮电大学学报(社会科学版)(2011年2期)2011-08-15
