机用平口钳钳口的改进设计
2014-07-08 02:16叶继军朱达新
机械工程师 2014年10期
叶继军,朱达新
(江苏省江阴市中等专业学校 机电工程系,江苏 江阴 214400)
1 问题的提出
在机械制造业铣削、钻削、刨削等方面的加工中,机用平口钳等传统夹具得到广泛的应用。但在模具制造时经常涉及到加工角度,以及在特殊形状的平面上钻孔、开槽等,作为通用夹具的机用平口钳在使用功能方面则相对单一,不能满足加工需求。教学和生产中也经常遇到对特殊型面的加工,在没有条件的情况下,一般要借助于其他辅助工具,但装夹时很难保证定位精度。目前先进的正弦平口钳虽能精确调整角度,但钳身抬高后,铣床刀杆和刀盘运动范围受到限制,易产生碰撞,影响加工。借助自制V 型块能较好地解决角度铣削问题,但受V 型块加工精度和装夹的限制,定位精度也受影响。采用其他夹具固定,底座受推力的影响产生位移,加工精度同样不能保证。
如何对平口钳进行改进,从哪个角度出发?如何对钳口改进和换向,实现变换角度的使用目的?并设想如下:1)使用方便和安全;2)能够实现多种装夹;3)在规定范围内任意调节;4)设计、加工工艺符合相关技术要求;5)应用性强且具有可推广价值。所以研制了一种新型的夹具——应用可转换钳口加工特殊形面的平口钳。
2 改进方法

图1
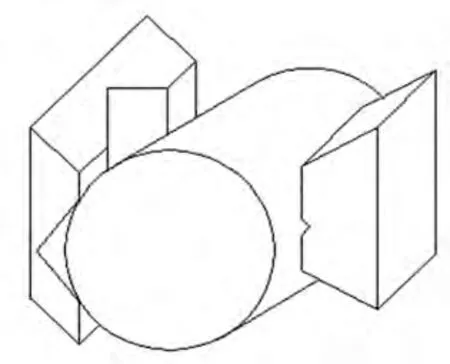
图2
以教学和生产中经常涉及的加工45°、60°角平面为例,对钳口进行改进。设计45°、60°角钳口板,达到加工角度面的目的,同时保证定位精度,见图1。在钳口平面上加工V 形槽,以对圆柱工件进行装夹,抵消上窜力,装夹牢固,方便加工槽类零件,如圆柱上开键槽、钻孔等,如图2 所示。在平面上开槽,实现面销组合,工件安装更牢靠,见图3。为实现以上三大功能,就要在保证安全的前提下对承受推力的钳口板进行相应的改进。
3 设计原理和结构
对固定钳口改进,使之旋转达到换面目的,螺栓夹紧,紧靠着钳身起到定位作用;后面推力部分采用燕尾滑块机构,上下抽插同样能换面;装夹加工角度工件、圆柱工件时,底部加等高垫,调整高低,满足定位精度要求;大平面加工时,面销结合,同样满足定位精度要求;推力块下部加导向块,底部开槽,滑动灵活方便,如图4~图6 所示。

图3

图4

图5
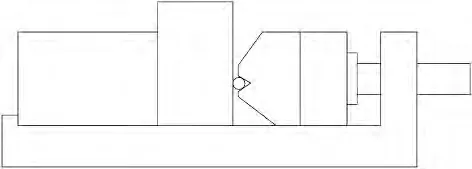
图6
4 加工和安装过程
对角度钳口板进行铣削加工,也可以采用线切割方法,保证角度,安装时用螺栓固定;夹紧圆柱钳口板开槽,要求角度对称,同样可以采用铣削加工或线切割方法。安装时活动钳口和底部螺栓孔对中,加弹簧起到装拆方便的作用,固定旋紧,尾部螺杆和推力块安装是底部加滑动块,底部螺栓同螺杆导向槽上紧,装燕尾滑块后,调整试转动距离,最后上机床安装,在槽内定位、安装固定,装夹工件,然后进行加工。
5 推广意义
通过对钳口板改进,达到能装夹角度面工件的目的,该设计是一种新型的组合,特别适用于模具制造加工业,既可作为通用夹具也能作为专用夹具,为以后夹具的改进设计提供了一种新的思维方式。作为机械加工中最常见、最普通的夹具,不论是多么简单,只要根据加工件的实际情况,调整设计思路,以提升加工效率为出发点,为满足机械产品中的小批量、多品种加工方面的需要,设计出一些专用夹具是很有现实意义的。该产品已成功申请国家专利,专利号为CN202592059。
[1] 李昌年.机床夹具设计与制造[M].北京:机械工业出版社,2007.
[2] 张建中.机械设计[M].北京:高等教育出版社,2007.
猜你喜欢
军事文摘(2023年4期)2023-04-05
一重技术(2021年5期)2022-01-18
重型机械(2020年4期)2020-06-29
智富时代(2019年4期)2019-06-01
智富时代(2019年4期)2019-06-01
制造技术与机床(2018年12期)2018-12-23
测控技术(2018年4期)2018-11-25
现代冶金(2018年1期)2018-04-08
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年4期)2017-06-22