基于MathCAD混编开发模式的旋分加工仿真系统设计
2014-07-08 02:16熊越东
机械工程师 2014年10期
熊越东
(苏州工业职业技术学院,江苏 苏州 215104)
0 引 言
数控加工技术两个重要发展方向是高精度和高效率,这也是机械制造业追求的方向;其中,高效数控加工受到了企业高度地重视,并且业内工程技术人员为提高数控加工的效率倾注了大量的心血。在众多提高数控加工效率的方法中,有一种将传统加工中的断续加工变成连续加工的方法,受到了研究人员的广泛关注,这便是旋分加工技术。旋分加工顾名思义,在加工过程中连续旋转分度,变间歇加工运动为连续加工运动,实现了高速连续的切削加工。这种加工方法减少了加工过程所耗费的辅助时间,如:起制动时间、空运转时间。目前,国内研制的旋分加工机床存在着零件加工精度较低、可靠性较差等问题。因为加工计算较复杂,所以相应的加工仿真系统需要在几个应用软件混编平台上运行。由于应用软件之间的兼容性问题,使仿真系统各功能模块之间很难做到无缝连接。为了解决这一问题,经过对旋分加工原理及其加工仿真进行研究,本文采用同为美国PTC 公司旗下的应用软件Pro/E 和MathCAD 构建旋分加工仿真系统,收效甚佳[1-5]。
1 旋分加工运动数学模型
旋分加工是利用内摆线生成刀具轨迹来加工工件。如图1 所示加工时刀尖相当于发生圆盘上的一点P 在基圆上做纯滚动,从位置I 顺时针滚到位置II,则发生圆盘上刀尖点P 走过的轨迹可由下式表达:
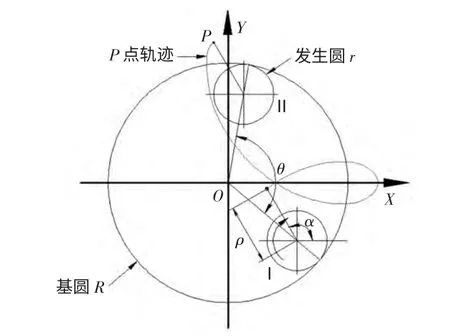
图1 任意起始位置的内摆线生成轨迹

式中:R 为摆线基圆半径,r 为发生圆半径,ρ 为P 点到发生圆圆心的距离,α 为摆线轨迹起始点位置与X 轴的夹角,φ 为发生圆的自转角,θ 为公转角(位置I 与位置II 的夹角)。
如图2 所示,如果发生圆位于水平位置,刚体上的P点在X 轴上,摆线轨迹起始角为零,当发生圆由位置I 滚动到位置II 时,则P 点的轨迹可简化为下式:


图2 起始角为零的内摆线生成轨迹
进一步,如果R=2r,那么摆线参数方程变为椭圆参数方程,即:

由摆线的参数方程可以看出:参数R、r 和ρ 将影响摆线的形状,改变这几个参数,摆线的轨迹会随之改变;而参数α 只会影响摆线发生的位置。
3 旋分加工原理
图3 所示,实际上旋分加工运动是两种运动的合成:一是发生圆以转速np绕基圆圆心0 的公转,;二是绕发生圆自身圆心c 的自转,转速为nc。因为发生圆沿基圆所做的纯滚动是行星运动,所以发生圆上任意点的运动事实上是同时绕发生圆圆心C 和基圆圆心0 作行星运动,其公转与自转转速比np:nc=r:R。根据刚体相对运动原理,在不改变基圆与发生圆运动关系的状况下,将基圆圆心和发生圆圆心保持固定,而发生圆上固定点P 相对于基圆的轨迹仍然是摆线。

图3 旋分加工运动合成
从空间运动学的角度来看旋分加工,其切削过程就是要控制加工的每个瞬时工件和刀具的相对位置和相对运动。普通车加工是工件旋转,刀具进给;普通铣加工是刀具旋转,工件静止(或进给)。而应用旋分加工原理进行成形加工时,刀具旋转的同时,工件也同时旋转。通过设定刀具与工件以特定的转速比同步旋转分度,使刀尖相对于被加工表面走出内摆线轨迹,变断续加工运动为连续加工运动,以提高加工效率,这便是旋分加工基本原理。
3 旋分加工仿真系统构建
旋分加工仿真系统是利用多个通用软件的优势,针对仿真系统中不同模块的特点,采取混合编程策略构建[6];通过对通用软件各开发模块的数据交换与无缝连接,将各软件资源库有机地整合在一起,快速调用各通用软件专属优势资源,达成旋分加工仿真。这些软件主要承担加工工艺系统的建模、刀具与工件运动轨迹的计算以及它们之间的逻辑关系运算。对于工艺系统建模,市场上有很优秀的CAD 软件,如Pro/E、UG、CATIA 等;这些应用软件都具有强大的造型功能并且都有很好的外部调用机制,无需再应用OpenGL 或D3D 来进行大量的底层设计。对于数值计算问题,市场上也有成熟的应用软件,如MathCAD、Matlab、Mathematica 等数值计算软件,它们都具有非常强大的计算功能,并且也有多种外部调用方式,都可以单独完成上述计算任务。如何选择一款合适的计算软件与CAD 软件配对,来很好地完成加工仿真就成了构建稳定、无缝连接的旋分加工仿真系统之关键。
3.1 计算工具MathCAD
通过CAD 软件和计算软件的匹配与筛选,最终发现,同为美国PTC 公司旗下的CAD 软件Pro/E 与计算软件MathCAD 能够做到无缝连接。如图4 所示MathCAD是一款专门用于求解、分析和共享工程计算的行业标准软件。该软件内置了几百个数学函数,可以不受限制地定义自用的专属函数、以数字和符号形式求解方程以及复杂方程组。它可提供实时数值计算功能,快速构建模型,并与其它软件进行交互。尤为重要的是,它可与Pro/E 进行无缝连接,并进行实时的双向数据传输,快速地将计算结果回传给Pro/E,避免了仿真系统运行时经常出现的“卡机”、不稳定等现象。因此,本文所探讨的旋分加工仿真系统就是基于MathCAD 混编而成。

图4 MathCAD 交互界面
3.2 加工工艺系统建模
数控机床、夹具、刀具及被加工工件组成了旋分加工工艺系统,此系统中的实体都是用Pro/E 造出的;利用Pro/E并根据上述旋分加工运动模型,设计出如图5 所示的旋分加工概念机床。该机床包括3 个平动轴(水平轴X、垂直轴Y、水平轴Z),2 个旋转轴(工件轴P、刀具轴C),即:由3 个相互垂直的X 轴、Y 轴、Z 轴构成了机床坐标系,由此确定了刀具与工件在切削过程中的相对位置关系。刀具轴轴线始终与工件轴轴线平行,且均垂直于由X 轴、Y 轴决定的平面。
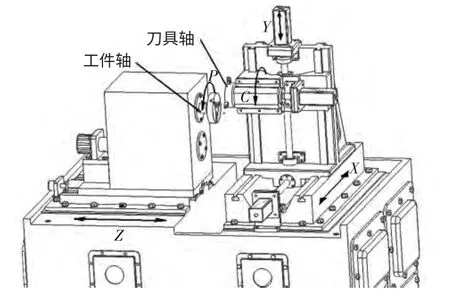
图5 旋分加工概念机床
在旋分加工仿真系统中,被加工工件(或毛坯)及其夹具都要随着加工尺寸的变化而变化,如何实现工件及其夹具的参数化设计,是它们实体模型建立的关键。在Pro/E 环境下,利用其中的二次开发模块Toolkit 工具,通过调用Pro/Toolkit 库函数,编写外部程序,采用异步模式(Asynchronous Mode),可以实现工件及其夹具的参数化设计。而刀具的种类是有限的,可事先利用Pro/E 软件建好一个(图6)由刀具管理器管理的刀具库,通过参数来调用库中的各种刀具。

图6 刀具管理器界面
3.3 仿真系统搭建
仿真系统是采用面向对象的程序语言VC++和PTC公司的两个软件Pro/E、MathCAD 建立起来的。VC++构建系统的主控模块;Pro/E 构造系统所必需的机床、夹具、刀具和被加工工件等模型;MathCAD 通过参数确定各个部件在机床中的正确位置、转速和刀尖轨迹等参数。一方面系统通过主控模块调用Pro/E 提供的类函数与模型库动态链接,对模型进行实时的编修。另一方面利用主控模块通过Pro/E 的开发工具Toolkit 调用MathCAD 的类函数进行计算,并将计算结果是实时返回调用模块,从而实现了旋分加工过程仿真。
4 加工仿真验证

图7 加工仿真系统图形界面
如图7 所示,使用者在旋分加工仿真系统中的用户图形界面下,通过人机交互的方式,方便地在计算机上调用模型库中的旋分加工机床及相关的工艺装备,可加工多棱体、鼠牙盘和尖齿齿轮等。如加工多棱体或回转体上的多边形,可令式(1)、式(2)中的参数R=kr。
当k=2 时,R=2r,摆线方程变为椭圆方程,由式(3)表示,此加工方式可用来加工直槽或十字槽。
当k=3,4,5,6 时,分别可以在回转体上加工出正三边形、正四边形、正五边形、正六边形等,如图8 所示为计算机仿真得到的加工正五边形结果。

图8 正五边形加工仿真
在研究过程中,通过Pro/E 分别与MathCAD、Matlab、Mathematica 等数值计算软件配对构成3 个系统,并进行加工仿真对比实验。在实验中采用φ25×50 mm 的圆棒料,要求将其加工成边长直线度≤0.03 mm 的正五边形。结果发现:由MathCAD 和Pro/E 组成的仿真系统,在仿真过程中没有“卡机”的现象,加工过程仿真耗时最短,仅9 s。加工仿真实验比较结果见表1。

表1 加工仿真实验比较
5 结 论
本文通过旋分加工数学建模过程,分析了该加工技术的基本原理;据此提出了采用混编开发模式,在多软件开发平台上构建旋分加工仿真系统的方法。此方法充分地利用了PTC 公司两个软件(Pro/E 与MathCAD)的专属资源与它们之间良好的兼容性及无缝连接的特性,将它们有机地整合成一个仿真的整体,使所调用的两个软件在仿真系统中各司其职,高效地发挥其应有的作用,为仿真系统在人机交互行为中提供快速响应。本文仿真实例证明了该系统的稳定性、有效性和实用性。应用此仿真系统进行实际数控加工前刀具轨迹和加工程序的验证,缩短了制造周期,降低了制造成本,提高了生产效率。无疑,采用基于MathCAD 的混编开发方法为此类编程人员提供了一条快捷而有效地开发仿真系统的途径。
[1] Vera-Werk Hermann Wemer GmbH&Co.KG.Die folgenden Angaben sind den vomAnmclder eingereinchen Unterlagen entnommen:Deutschland,DEl0329413AI[P].2005-02-24.
[2] 葛秀光,李佳,王丽苹,等.摆线在多边形零件加工中的应用[J].机床与液压,2005(2):45-47.
[3] 胡昌军,钱瑞明,史雷,等.基于回转车床的正多面体车削及刀尖轨迹仿真[J].农业机械学报,2009(12):255-260.
[4] 董黎敏,张植仓,熊越东,等.基于Vericut 的直槽连续加工仿真的实现[J].组合机床与自动化加工技术,2007(12):71-76.
[5] 刘永新.数学摆线在车床上进行多边形切削的应用[J].木材加工机械,1999(1):13-15.
[6] 张威,王太勇,熊越东,等.机床仿真系统的多环境混合编程的实现[J].制造业自动化,2006(6):25-27.
猜你喜欢
汽车实用技术(2021年23期)2022-01-05
防爆电机(2021年1期)2021-03-29
制造技术与机床(2019年11期)2019-12-04
商品与质量(2019年34期)2019-11-29
测控技术(2018年5期)2018-12-09
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
信息安全研究(2016年4期)2016-12-01
发明与创新(2016年5期)2016-08-21
制造技术与机床(2014年1期)2014-03-11