
铍板材深冲压成形异形件探讨
2014-07-02 00:04:19王维一刘兆刚
湖南有色金属 2014年5期
王维一,刘兆刚
(中色(宁夏)东方集团有限公司,宁夏石嘴山 753000)
铍板材深冲压成形异形件探讨
王维一,刘兆刚
(中色(宁夏)东方集团有限公司,宁夏石嘴山 753000)
冲压成形是金属板材加工异形件的最基本方式。金属材质不同,冲压成形异形件的难易程度不同,主要影响因素是冲压成形性能和冲压成形极限。文章结合铍板材的冲压成形性能和冲压成形极限,对铍板材冲压成形异形件的难易性作了探讨。
铍板材;冲压成形;异形件
金属铍是一种脆硬性稀有金属,其密排六方晶体结构决定了铍的低塑性和极差的压力加工性能。在国内外铍加工民用品市场上,铍轧制产品及用铍轧制板材深冲压成形的产品如异形件日益受到市场的青睐。经过国内几代专业技术人员的不懈努力和细致研究,目前,国内铍材的轧制技术已有了很大的进展。然国内用铍板材进行深冲压成形尤其是冲压成形异形件的技术迄今为止还很薄弱。为明其因,笔者对铍板材深冲压成形异形件的难易性作了一些探讨。
1 问题与讨论
1.1 金属板材加工异形件的最基本方式
众所周知,就形状而言,大多数异形件是部分球壳体,而效果最佳的异形件其形状应当是半球壳。因此,对于金属板材加工异形件来说,最基本、最传统的加工方式不外乎冲压成形。理由是:冲压是利用冲模在冲压设备上对板料施加压力(或拉力),使其产生变形或分离,从而获得一定形状、尺寸和性能的制件的加工方法。冲压加工的对象一般为金属板料,板厚方向的变形一般不侧重考虑,因此也称为板料冲压。基于通常要施加一定的压力才能完成加工的共性,锻造、冲压与轧制、挤压、拉拨等总称为金属压力加工。金属压力加工迫使加工对象发生塑性变形,既改变了尺寸、形状,又改善了性能,故还被称为塑性加工。锻造、轧制、拉拨、挤压等方法是将金属加工成胚料、板料、棒料、管材、线材等制品,但通常不制成零件,称为一次塑性加工;冲压加工则是在一次塑性加工的基础上,将板料等制成具有特定用途的制件(或零件),可称为二次塑性加工[1]。冲模、冲压设备和板料是构成冲压加工的三个基本要素。所谓冲模就是加压将金属板料成形或接合而得到制件的工艺装备。没有设计和制造水平均很先进的冲模,先进的冲压工艺就无法实现。
1.2 金属板材冲压成形异形件的影响因素
金属板材冲压成形异形件的难易程度、成功与否主要体现在金属板材冲压成形性能的好与差、成形极限的大与小上。板材的冲压成形性能与成形极限的关系:板材的冲压成形性能越好,则板材的成形极限越大[1]。很显然,金属板材的冲压成形性能越好、成形极限越大,板材就越容易成形。反之,金属板材的冲压成形性能越差、成形极限越小,板材就越不容易冲压成形,甚至无法成形。
1.2.1 冲压成形性能
金属板材的冲压成形性能指金属板材对冲压成形工艺的适应能力。金属板材的冲压成形性能主要包括抗破裂性、贴模性和定形性[1]。其主要影响因素有:材料性能、成形件和冲模的几何形状与尺寸、变形条件(变形速度、压边力、摩擦和温度等)以及冲压设备性能和操作水平等。
金属板材的抗破裂性指金属板材在冲压过程中抵抗破裂而保持冲件完整性的能力;金属板材的贴模性指金属板材在冲压过程中取得模具形状的能力;金属板材的定形性指成形件脱模后保持其在模内既得形状的能力。
影响抗破裂性的诸因素中,金属的塑性和韧性是最主要的因素,具体来说,金属材料的延伸率δ、屈服强度σs、抗拉强度σb、屈强比σs/σb是影响抗破裂性的主要指标因素。很显然,延伸率越大、屈服强度越小、抗拉强度越大、屈强比越小,金属板材的抗破裂性就越好,最终体现出金属板材成形性能好,易成形;反之,延伸率越小、屈服度越大、抗拉强度越小、屈强比越大,金属板材的抗破裂性就越差,最终体现出金属板材成形性能差,难成形。对于深冲压成形如异形件来说甚至无法成形。金属板材的抗破裂性好坏与否,是决定板材冲压成形难易、成功与否的重要因素。
对于金属铍板材来说,相比较其它常用金属因其延伸率小、屈服强度大、抗拉强度小、屈强比大,所以金属铍板材的抗破裂性差,最终体现出金属铍板材冲压成形性能差,难冲压成形,对于铍板材深冲压成形异形件来说甚至无法成形。
影响贴模性的因素很多,成形过程中发生的内皱、翘曲、塌陷和鼓起等几何面缺陷会使贴模性降低;影响定形性的诸因素中,回弹是最主要的因素,冲压时,由于弹性变形的存在,使得成形后的冲压件的形状和尺寸与模具的形状和尺寸不尽相同,这种现象称为回弹,是影响冲压件精度的重要原因之一。成形件脱模后,常因回弹大而产生较大的形状误差。板料的贴模和定形性好坏与否,是决定成形件形状及尺寸精准度的重要因素[1]。
对于金属铍板材来说,因其成形过程中极易发生内皱、翘曲、塌陷和鼓起等几何面缺陷,从而使贴模性大大降低;同时,铍板材在成形脱模后回弹大而产生较大的形状误差,所以其定形性差。因此,铍板材在实际冲压成形中很难实现成形件的预期理想形状与精准尺寸,其成形件的形状与尺寸的精准度相当差,最终很难达到成形件的使用要求。
1.2.2 冲压成形极限
金属板材的冲压成形极限是指板料在失稳前可以达到的最大变形程度。板料在成形过程中会出现两种失稳现象,即拉伸失稳和压缩失稳。拉伸失稳是板料在拉应力作用下局部出现紧缩或破裂;压缩失稳是板料在压应力作用下出现皱纹。成形极限分为总体成形极限和局部成形极限。总体成形极限反映板料失稳前某些特定的总体尺寸可以达到的最大变形程度,如极限拉深系数、极限胀形高度和极限翻边系数等均属于总体成形极限。总体成形极限常用作工艺设计参数。局部成形极限反映板料失稳前局部尺寸可以达到的最大变形程度,如成形时的局部极限应变即属于局部成形极限[1]。
影响成形极限的材料因素主要是延伸率和应变硬化指数。一般来说,延伸率大,板料破裂前允许的变形程度大,成形极限也大;应变硬化指数n值大,应变硬化能力强,可促使应变分布趋于均匀化,同时还能提高材料的局部应变能力,故成形极限也大。
对于金属铍板材来说,因其延伸率小、应变硬化指数n值小,故其成形极限小,板材冲压成形失稳前可以达到的最大变形程度也小。最终体现出金属铍板材难冲压成形,更难以深冲压成形,对于铍板材深冲压成形异形件来说其难度之大是可想而知的。
1.3 金属板材主要力学性能与其冲压成形的关系
板材力学性能与板材冲压有密切关系。一般来说,板材的强度指标越高,产生相同变形量所需的力就越大;塑性指标越高,成形时所能承受的极限变形量就越大;刚性指标越高,成形时抗失稳起皱的能力就越大[2]。
对板材冲压成形影响较大的力学性能指标有以下几项。
1.3.1 屈服极限σs
σs小,材料容易屈服,则变形抗力小,产生相同变形所需变形力就小,并且屈服极限小,当压缩变形时,屈服极限小的材料因易于变形而不易出现起皱,对弯曲变形则回弹小。最终体现出:屈服极限σs小则板材易冲压成形;反之屈服极限σs大则板材难冲压成形。
1.3.2 屈强比σs/σb
屈强比σs/σb小,说明σs值小而σb值大,即容易产生塑性变形而不易产生拉裂,也就是说,从产生屈服至拉裂有较大的塑性变形区间。当变形抗力小而强度高时,变形区的材料易于变形不易起皱,传力区的材料又有较高强度而不易拉裂,有利于提高拉深变形的变形程度[3]。最终体现出:屈强比σs/σb小则板料易冲压成形;反之屈强比σs/σb大则板料难冲压成形。
1.3.3 延伸率δ
拉伸试验中,试样拉断时的伸长率称总延伸率或简称延伸率。延伸率表示板材产生均匀的或稳定的塑性变形的能力,它直接决定了板材的冲压变形程度与成形难易度。从实验中得到验证,大多数材料的冲压变形程度都与延伸率成正比。可以得出结论:延伸率是影响板材冲压成形的最主要参数。
铍板材与常用金属板材的主要力学性能对比见表1,通过表1铍板材与常用金属板材的力学性能对比不难看出:延伸率、屈服强度、屈强比等影响板材冲压成形较大的力学性能指标中,铍板材的延伸率比其它常用金属小很多,而屈服强度和屈强比几乎比其它常用金属板材都要大,这就说明铍板材冲压成形的难度要比其它常用金属板材都要大,甚至大很多。同时也证明了铍板材是一种难以冲压成形的金属材料,尤其对于铍板材深冲压成形异形件来说其难度是相当大的。
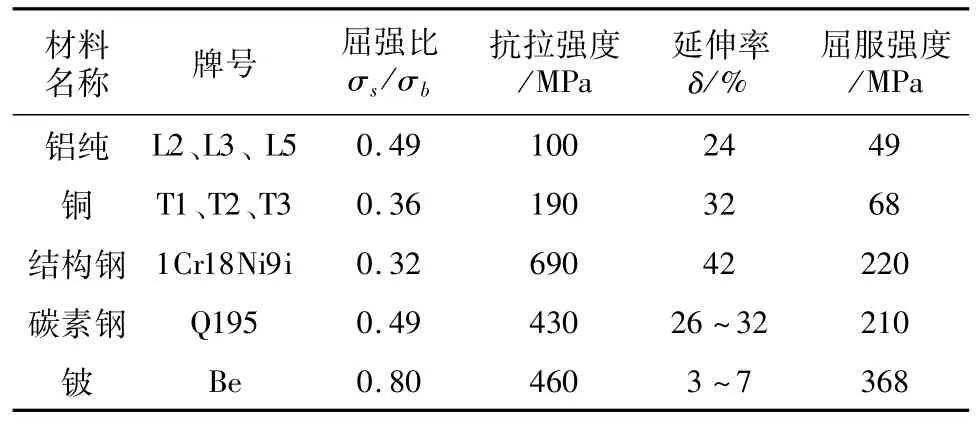
表1 铍板材与常用金属板材的主要力学性能对比
2 实验验证
2.1 实验要求
首先,为了提高异形件成形时的贴模性,制备的铍板材板面要有很好的平整度,厚度尺寸要有很好的均匀性、稳定性;为了提高异形件成形时的抗破裂性,制备成形异形件所用铍板材时应最大限度改善其内部组织机构,优化其变形塑性,优化其各项同性;为了降低非变形因素对成形效果的影响,制备成形异形件所用铍板材时应最大限度消除其内部及表面主要缺陷。其次,对于铍材来说,将其加热至塑性温度区再进行压力加工时显示出的塑性要比直接冷压力加工要好许多,因此为了提高铍的塑性,提高其成形性能而降低其成形难度,也就是为了提高其抗破裂性,必须经过加热在铍的塑性温度区进行冲压成形。最后,模具设计与加工必须合理、科学、精准。合理而科学的模具设计有助于冲压成形,使成形时的抗破裂性增强;合理而精准的模具设计与加工是提高异形件定形性的重要保证;模具设计与加工不合理、不精准,异形件成形时的贴模性就无从谈起。
2.2 冷冲压成形实验
在无加热装置的试验机上进行了多次技术参数经过调整的冷冲压成形实验,所成形的异形件如图1所示:全部严重冲裂,所冲压的异形件均出现多处皱褶、多处杂乱裂纹,贴模性、定形性更无从谈起。
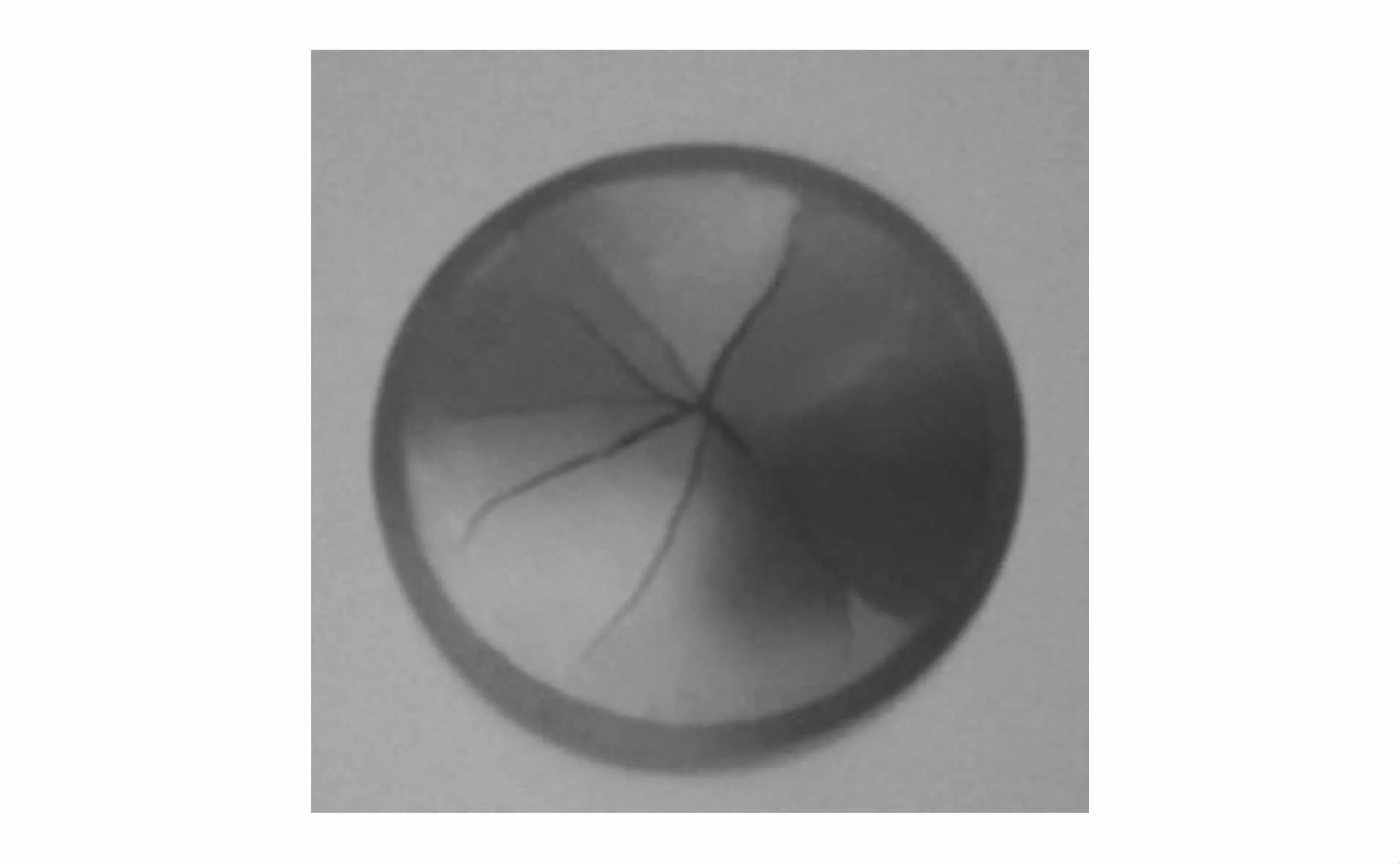
图1 冷冲压异形件照片
2.3 热冲压成形温度区确定
借助拉伸试验,测定了多个如表2所示的关键温度点的延伸率,根据拉伸试验结果,制作如图2所示的温度-延伸率关系曲线,根据所制作的温度-延伸率关系曲线,选择曲线上延伸率最佳曲线段所对应的温度区间为热冲压成形温度区。

表2 拉伸试验结果列表
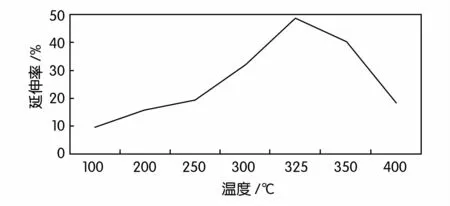
图2 温度-延伸率关系曲线图
2.4 热冲压成形实验
在装有加热装置的试验机上进行了多次技术参数经过调整的热冲压成形试验,所成形的异形件大多数被冲裂,虽有少数异形件未被冲裂,但成形的异形件如图3所示:出现多处皱褶,贴模性、定形性较差。
2.5 进一步冷、热冲压成形实验
为了进一步验证铍板材深冲压成形异形件的难易程度,笔者做了大量的类似上述冷、热冲压成形实验。无论是冷冲压还是加热至铍板材成形温度区的热冲压,均分别做了不同径高比的异形件的多种不同类型成形实验,对于每种类型,分别选择了多组冲压成形技术参数组合进行了具体的实验。令人遗憾的是:无论冷冲压还是热冲压,无论径高比大还是小,也无论选择哪组技术参数组合,均没有成形出较为理想的异形件。从实验结果来看,热冲压成形比冷冲压成形的效果稍好一些;径高比大的异形件比径高比小的异形件成形效果稍好一些。热冲压成形径高比大的异形件,大多数异形件被冲裂,虽有少数异形件未被冲裂,如图2所示,但贴模性、定形性均很差;冷冲压成形径高比小的异形件,所有异形件均被冲裂,如图1所示,贴模性、定形性更无从谈起。
总之,通过上述实验,从一定层面上验证了铍板材深冲压成形异形件的难度是很大的。
3 结 论
由于铍板材的冲压成形性能差、成形极限小、板材破裂前所允许的变形程度小、板材在失稳前可以达到的最大变形程度小。恰好相反,成形异形件则需要的是:好的冲压成形性能、大的成形极限、板材破裂前的大变形程度、板材失稳前可以达到大的最大变形程度。因此,铍板材是一种难以深冲压成形异形件的金属材料。
[1] 吴诗淳.冲压工艺学[M].西安:西北工业大学出版社,1987.
[2] 杨守山.有色金属塑性加工学[M].北京:冶金工业出版社,1982.
[3] 王廷溥.金属塑性加工学[M].北京:冶金工业出版社,1988.
Discussion on Punching Process of Beryllium M etal Irregular Parts
WANGWei-yi,LIU Zhao-gang
(CNMC Ningxia Orient Group Co.,Ltd,Shizuishan 753000,China)
The punching process is a basic way to shape irregular parts,but the difficulty degree varieswithmetalmaterial types.The main factors influencing stamping are stamping formability and forming limit.In this paper,combining with stamping formability and forming limit,the process of punching beryllium sheet into irregular parts is discussed.
beryllium sheet;stamping forming;irregular part
TG146.24
:A
:1003-5540(2014)05-0054-03
2014-07-30
王维一(1969-),男,高级工程师,主要从事稀有金属铍材压力加工方面的研究。
猜你喜欢
机械研究与应用(2022年1期)2022-03-14 03:39:14
中国金属通报(2021年18期)2021-12-27 07:09:56
湖北农机化(2021年7期)2021-12-07 17:18:46
汽车工艺与材料(2021年5期)2021-05-17 08:31:08
山西冶金(2019年3期)2019-09-21 03:11:12
石油化工建设(2018年1期)2018-07-10 09:49:50
材料科学与工艺(2018年3期)2018-06-21 11:18:14
锻造与冲压(2018年6期)2018-03-20 02:10:11
汽车与安全(2017年7期)2017-08-03 17:20:12
汽车与安全(2017年6期)2017-07-25 09:57:08
