A148GRADE105-85铸件的热处理工艺研究
2014-07-02 00:36:11刘艳斌杨志荣
大型铸锻件 2014年2期
刘艳斌 杨志荣 杨 迪
(沈阳铸锻工业有限公司热处理分公司,辽宁110142)
A148GRADE105-85铸件的热处理工艺研究
刘艳斌 杨志荣 杨 迪
(沈阳铸锻工业有限公司热处理分公司,辽宁110142)
通过研究石油钻井平台用A148GRADE105-85铸件的热处理工艺,确定了电机座、电机盖的调质热处理工艺。采用910℃水淬1.5 min后转油冷+610℃回火的工艺方法,可以生产出力学性能符合要求的电机座、电机盖。
A148GRADE105-85铸件;调质热处理工艺;力学性能
随着国家石油行业的发展,石油钻井平台的使用越来越广泛,而电机座、电机盖是应用于石油钻井平台上的关键部件,在相当恶劣的环境中使用。为了保证减速机及电机正常运行,要求电机座、电机盖具有良好的综合力学性能及低温冲击韧性。我公司第一次制造该零件,为了保证零件的使用性能和使用寿命,有必要对该零件的热处理性能和热处理方式进行试验研究,为零件的生产提供科学依据。
1 A148GRADE105-85铸件技术要求
A148GRADE105-85铸件尺寸为:电机座: 1 492 mm×1 250 mm×787 mm,电机盖:1 492 mm×1 168 mm×152 mm。化学成分要求见表1。力学性能要求见表2。
2 工艺试验

表1 化学成分(质量分数,%)Table 1 Chem ical composition(mass fraction,%)
投制试块进行热处理工艺试验,获得了一系列的试验数据,为制定最佳的电机座、电机盖热处理工艺提供了依据。

表2 力学性能要求Table 2 M echanical properties requirement

表3 化学成分(质量分数,%)Table 3 Chem ical composition(mass fraction,%)
(1)化学成分
按标准要求投制试块,试块化学成分见表3。
试块形状及取样要求见图1。
(2)试验设备

图1 试块形状及取样要求Figure 1 Test block profile and sample taking requirement
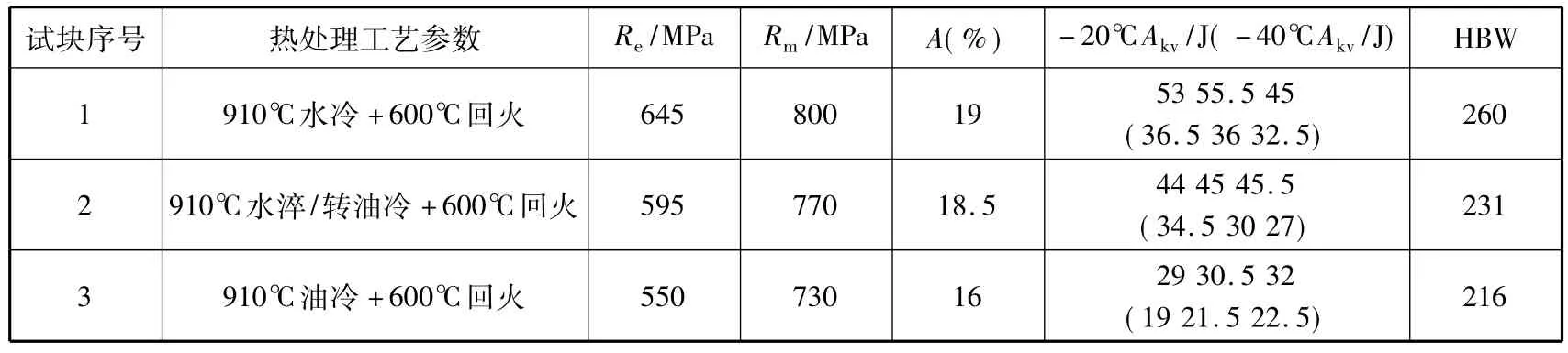
表4 性能热处理工艺及力学性能检验结果Table 4 Test result of heat treatment process&mechanical properties

图2 热处理工艺曲线Figure 2 Graph of heat treatment process
试验设备为4.5 kW试验炉,规格:0.2 m× 0.2 m×0.3 m,最高使用温度:1 100℃。
(3)试块性能热处理工艺
通过对A148GRADE105-85电机座、电机盖使用特点和材料热处理制度的了解,制定了相应的热处理调质工艺。试验淬火温度为 910± 10℃,回火温度为600±10℃。热处理工艺及力学性能检验结果见表4。
(4)试验结果
通过对以上三种工艺方案及相应检验结果进行分析与比较,发现:相同的加热参数下,冷却介质不同,力学性能结果也不同。水冷性能结果最好,水淬油冷结果也满足要求,油冷的强度和冲击均不合格。考虑实际工件壁薄,全水冷容易产生质量问题,因此采用图2所示工艺对产品进行实际热处理调质生产。
3 电机座、电机盖的调质热处理
生产用设备为台车式燃气炉,其规格为:5 m ×2.5 m×2.5 m,最高使用温度1 200℃。热处理工艺见图2。
质量控制要点和措施:
(1)电机座为中空四周薄壁型,电机盖为薄板型,调质过程中都比较容易变形。在装盘时采取合适的装盘摆放方法,选择大小合适、平整的托盘;
(2)装盘时电机座选择较平整的面朝下摆放。电机盖立放于电机座两侧,并用楔铁掩好;
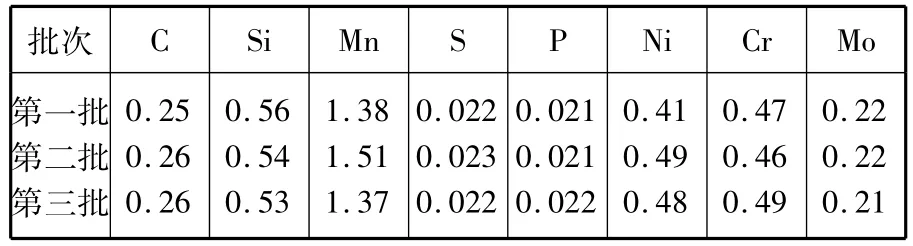
表5 化学成分(质量分数,%)Table 5 Chem ical composition(mass fraction,%)

表6 力学性能检验结果Table 6 Test result ofmechanical properties
(3)装炉前测量选择合适的吊具和起吊位置,并进行试吊;
(4)工件形状复杂,壁厚较薄,容易变形,生产过程中严格按工艺执行,控制好升降温速度及保温时间,零件出炉至入水时间应控制在60min内;
(5)冷却水温控制在30℃左右,油温应控制在60℃以下。
4 生产结果
共进行三批零件的试生产,每批电机座、电机盖各4件,每批试验的设备及生产操作均按以上要求执行。零件化学成分见表5。性能结果见表6。检查结果满足力学性能要求。
5 结论
采用910±10℃水淬1.5 min转油冷和610 ±10℃回火的调质热处理工艺方法,可以生产出满足力学性能要求的石油钻井平台用A148GRADE105-85铸件电机座、电机盖。
编辑 杜青泉
The Research of Heat Treatment for A148GRADE105-85 Casting
Liu Yanbing,Yang Zhirong,Yang Di
By researching the heat treatment process of A148GRADE105-85 casting for oil drilling platform,quenching and tempering heat treatment of themotor base and motor cover is established.Bymeans of this heat treatment processwater quenching at910℃for1.5minutes and then oil cooling+tempering at610℃,themotor base and motor cover thatmeet themechanical properties can bemanufactured.
A148GRADE105-85 casting;quenching and tempering heat treatment;mechanical property
TG156
B
2013—05—24
刘艳斌(1962—),工程师,主要从事热处理工艺研究。
猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15 17:52:18
机械工业标准化与质量(2022年3期)2022-08-12 02:29:46
环境工程技术学报(2022年3期)2022-06-05 07:20:42
科学技术创新(2022年1期)2022-02-19 09:20:42
科学技术创新(2021年3期)2021-01-22 07:46:46
山东冶金(2019年3期)2019-07-10 00:54:00
中国铸造装备与技术(2017年6期)2018-01-22 01:50:05
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
饲料工业(2016年1期)2016-03-22 03:14:39
大型铸锻件(2015年4期)2016-01-12 06:35:21