共挤出型芯—表结构木塑复合材料弯曲性能与热膨胀性能的研究
2014-07-02 01:45黄润州冒海燕KIMBrimjuneWUQinglin
浙江林业科技 2014年6期
黄润州,冒海燕,KIM Brimjune,WU Qinglin
(1.南京林业大学材料科学与工程学院,江苏 南京 210037;2.韩国国民大学林业与生物技术系,韩国 首尔 136-702;3.美国路易斯安那州立大学再生资源学院,美国 巴吞鲁日 70803)
共挤出型芯—表结构木塑复合材料弯曲性能与热膨胀性能的研究
黄润州1,3,冒海燕1,KIM Brimjune2,3,WU Qinglin3
(1.南京林业大学材料科学与工程学院,江苏 南京 210037;2.韩国国民大学林业与生物技术系,韩国 首尔 136-702;3.美国路易斯安那州立大学再生资源学院,美国 巴吞鲁日 70803)
以改性玻璃纤维(GF)为表层的增强材料,以共挤出技术为加工工艺,制备了芯-表结构的木塑复合材料,分析了其在芯层1和芯层2两种复合体系下的弯曲和热膨胀性能。结果表明:当表层GF加入量为0时,即为表层为纯高密度聚乙烯(HDPE)时,无论是在芯层1还是芯层2的复合体系,芯—表结构木塑复合材料的线性热膨胀系数(LTEC)高于芯层材料,其弯曲模量和弯曲强度均小于芯层材料;芯—表结构木塑复合材料(GF增强表层)的弯曲强度、模量随着表层GF加入量的增加而增加;芯—表结构木塑复合材料的热膨胀性能是表层和芯层性能共同作用的结果,在表层加入GF后,其表层材料的热膨胀系数和芯—表结构木塑复合材料同时降低,且降低趋势相近。
芯—表结构;木塑复合材料;热膨胀;弯曲
作为新型的绿色环保型材料,以热塑性树脂为基体的木塑复合材料经常被作为独立的功能性材料应用于建筑之中[1~2]。芯—表结构木塑复合材料的广泛应用可以大大提高材料的使用率和性能[3~4]。此种结构的木塑复合材料,表层由纯塑料或者热塑性树脂基复合材料构成,表层的性能是影响芯—表结构的木塑复合材料整体性能的主要因素[4]。目前,对如何提高芯—表结构的木塑复合材料表层稳定性研究已有报道,例如Jin和Matuana[5]研究了以高密度聚乙烯(HDPE)-TiO2复合材料为表层的芯—表结构木塑复合材料;姚飞和Qinglin Wu[4]研究了以混合的木纤维和无机矿物为填料改善表层HDPE的性能;Kim等[6]研究了以碳纳米管(Carbon Nano-tube)和沉淀碳酸钙(PCC)为增强材料改性表层性能。有学者认为:以增强材料改性表层性能将是以后芯—表结构的木塑复合材料的一个主要研究方向。通过适当含量(类型)的填料和基体的组合可以使复合材料的各项性能达到较为平衡的状态,使其重量轻、强度高、刚度高、耐磨性较好、防生物危害性、有较好的热膨胀特性等。已有研究结果表明经过硅烷处理后的玻璃纤维(GF)对复合材料的改性效果更好,其原因是GF有较大的拉伸模量,长径比且GF颗粒在造粒前GF被硅烷溶液处理过,硅烷起到了偶联剂的作用,从而使GF与HDPE基体结合的更好[7]。因此,研究芯—表结构的木塑复合材料这种新型结构复合材料的表层性能对材料整体性能的影响非常有必要。
笔者介绍了制备芯—表结构木塑复合材料的共挤出工艺,并研究了在两种芯层的复合体系下,加入不同含量的表层增强材料对芯—表结构木塑复合材料线性热膨胀系数与弯曲性能影响。
1 材料与方法
1.1 试验设计
木塑复合材料为芯—表结构,芯层分为芯层1(高密度聚乙烯HDPE):回收的低密度聚乙烯(R-LDPE):木纤维(WF):偶联剂(MAPE):润滑剂(Lub)= 10:30:50:4:6)与芯层2(HDPE:R-LDPE:WF:MAPE:Lub = 30:10:50:6:4);表层设计厚度为0.8±0.1 mm,GF分别以质量分数0%、10%、20%、30%和40%增强不同厚度表层HDPE,试验研究表层性能与芯层性能的关系,分析了GF加入量对复合材料弯曲性能和热膨胀性能的影响。
1.2 实验原料与仪器
松木纤维(pine fiber)(20目)购自American Wood Fibers Inc;玻璃纤维(GF)颗粒购自美国RTP(Winona MN)公司。GF颗粒由SGF和HDPE构成,其中短玻璃纤维含量为40%。GF纤维直径0.014 mm,长度为4 mm。GF经过硅溶液处理后造粒;R-LDPE取自美国路易斯安州巴吞鲁日;HDPE AD60购自美国Exxon Mobil Chemical休斯顿分公司;偶联剂MAPE购自美国Eastman Chemical公司;润滑剂(Lub)TPW 306购自美国Stow公司。
双螺杆挤出机A:德国Leistritz Corporation公司;双螺杆挤出机B:德国Brabender公司;万能力学实验机:美国Instron公司;原点型数显千分表:日本Mitutoyo公司。
1.3 试样制备

图1 共挤出芯—表结构木塑复合材料工艺流程Figure 1 Schematic diagram of the pilot-scale co-extrusion system
按表1比例将芯层和表层所需原料分别加入双螺杆挤出机进行塑化造粒,造粒温度150 ~ 175℃,螺杆转速40 r/min。试样制备在中试规模的共挤出系统[8](图1)完成。共挤出系统由两台双螺杆挤出机构成。芯层所需原料颗粒加入挤出机A,表层所需原料颗粒加入挤出机B,成型模具(C)的截面尺寸为13 mm×50 mm。减压真空器(D)尺寸保持为需制备的试样尺寸,试样挤出后通过2 m的水雾冷淋槽(E),通过牵引装置(F),由切割锯(G)切割获得试样。共挤出时,挤出机A温度控制为155(进料口)、160、165、170、170、170、160、150、140、130和155℃(成型模具);挤出机 B针对不同的表层配比,将温度控制在150 ~ 165℃。共挤出时,通过不同的进料比例和挤出速度控制表层的厚度。
1.4 性能测试
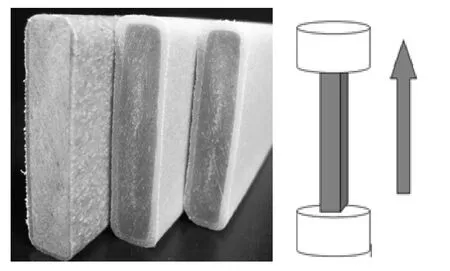
图2 芯—表结构WPC热膨胀系数测试试样Figure 2 Samples for LTEC test of co-extrusion WPC
1.4.1 弯曲性能(三点弯曲) 根据ASTM D1037进行三点弯曲测试弯曲性能,试样尺寸35 cm×5.04 cm×1.25 cm,每组配比共测试5个试样而后取平均值。
1.4.2 热膨胀性能 将制备好的试样切成长度为76±9 mm(沿挤出方向)(图2),在室温(25℃)时测量其长度,然后将试样置于烘箱内6 h(60℃)和冰柜内6 h(-13℃)后,测量其长度,根据ASTM D696计算线性热膨胀系数(Linear Thermal Expansion Coefficient/LTEC)LTEC。不同的配比测试5个试样后计算LTEC取平均值。

1.5 数据统计
运用SPSS 20.0对数据进行方差分析(Duncan’s multiple range tests),概值设定为0.05。
2 结果与分析
2.1 芯—表结构木塑复合材料的芯层性能分析
芯层材料的三点弯曲性能和热膨胀性能见表1。由表1可知,芯层1与芯层2相比,芯层2材料的弯曲模量、弯曲强度均高于芯层 1,线性热膨胀系数低于芯层 1,这表明芯层2相对于芯层1有更好的弯曲性能和热膨胀性能。其原因可能是,在芯层1中R-LDPE的含量较高,R-LDPE相对于纯的HDPE其弯曲强度(模量)较小而LTEC较大,芯层1由于R-LDPE的含量较高从而导致了聚合物基体本身的性能下降从而使得弯曲性能较差,而较多的R-LDPE导致了芯层1的热膨胀系数较大达8.0×10-5/℃,比文献中报道的同样木粉含量的WPC的LTEC大[9~11]。

表1 芯层材料的三点弯曲性能和热膨胀性能Table 2 Flexural and thermal expansion properties of tested core in WPC
2.2 芯—表结构木塑复合材料弯曲性能
芯—表结构木塑复合材料的弯曲性能和热膨胀系数见表2,由表2可知,当表层GF加入量为0时,即为纯HDPE时,无论是芯层1还是芯层2,芯—表结构木塑复合材料的弯曲强度和弯曲模量均小于芯层材料。当GF开始增强表层后,以芯层1复合体系的芯—表结构木塑复合材料为例,随着其含量从0依次增加到40%,其弯曲强度和弯曲模量分别从21.42±23 MPa,1.88±0.1 Gpa增加到36.25±3.3 MPa和3.23±0.4 Gpa,分别增加了69.2%和71.8%,同时,方差分析结果也表明,随着GF从0增加到40%其弯曲性能呈显著性提高。其原因是随着刚性远大于HDPE的GF的加入,其表层性能逐渐提高[7],从而带动了复合材料整体性能的提高。与芯层1复合体系相似,芯层2复合体系的芯—表结构木塑复合材料在表层随着GF含量的增高,其弯曲模量和弯曲强度也呈现上升趋势,分别增加了39.3%和32.5%。对比两种复合体系下复合材料弯曲性能增加的趋势可知,当芯层性能不佳时,通过增强表层的性能,可以大幅度提高复合材料整体的性能。由于表层材料的弯曲性能随着GF加入而不断提高[4],因此,芯—表结构木塑复合材料的弯曲性能与表层材料弯曲性能的变化趋势相似[4,6~7]。

表2 芯—表结构木塑复合材料的弯曲性能Table 3 Flexural properties of core-shell structure WPCs with different core quality and GF loading level in shell layer
2.3 芯—表结构木塑复合材料热膨胀性能
线性热膨胀系数的数值可以反映材料的热膨胀性能,其数值大小表示其随温度变化而引起的热膨胀的大小,值越小表示其热膨胀性能越小[4]。GF增强表层的芯—表结构木塑复合材料的LTEC见图3。由图3可知,当表层GF加入量为0时,即为纯HDPE时,无论是芯层1还是芯层2,芯—表结构木塑复合材料复合材料的线性热膨胀系数均大于芯层材料,这表明,此种情况下复合材料的热膨胀系数较均相结构木塑复合材料的热膨胀系数要大。其原因是,当表层是纯的HDPE时,由于HDPE的热膨胀系数较大,使得复合材料整体的热膨胀系数升高,降低了复合材料的热膨胀性能。
当表层加入GF后,对于芯层1和芯层2两个复合体系,其热膨胀系数均呈现下降趋势(图 3)。随 GF含量从0依次增加到40 %,其线性热膨胀系数呈下降的趋势。以芯层1为例,在2个温度区间(25 ~ 60℃,-13 ~ 60℃)内分别从8.1×10-5/℃,7.5×10-5/℃下降到5.5×10-5/℃,3.7×10-5/℃,分别下降了32.1%,50.7%,GF增强表层对芯层2复合体系的热膨胀系数起同样的效果。在 GF增强表层后,其表层材料和芯—表结构木塑复合材料的热膨胀系数同时降低,且降低趋势相近,它是芯层和表层协同作用的结果[12~15]。

图3 GF含量对芯—表结构木塑复合材料热膨胀系数的影响Figure 3 Effect of GF content on LTEC of core-shell structure WPC (GF filled shells)
3 结论
(1)当表层GF加入量为0时,即为纯HDPE时,无论是在芯层1还是芯层2的复合体系,芯—表结构木塑复合材料的线性热膨胀系数(LTEC)高于芯层材料,其弯曲模量和弯曲强度均小于芯层材料。
(2)当GF开始增强表层后,随着GF从0增加到40%其弯曲性能呈显著性提高。对比两种复合体系下复合材料弯曲性能增加的趋势可知, 当芯层性能不佳时,通过增强表层的性能,可以大幅度提高复合材料整体的性能。由于表层材料的弯曲性能随着GF加入而不断提高,因此,芯-表结构木塑复合材料的弯曲性能与表层材料弯曲性能的变化趋势相似。
(3)当表层加入GF后,对于芯层1和芯层2两个复合体系,其热膨胀系数均呈现下降趋势。随GF含量从0依次增加到40%,其线性热膨胀系数呈下降的趋势。芯—表结构木塑复合材料的热膨胀性能是芯层和表层协同作用的结果,其表层材料的热膨胀系数和芯—表结构木塑复合材料同时降低,且降低趋势相近。
参考文献:
[1] Saheb D N, Jog J P.Natural fiber polymer composites: A review[J].Adv Polym Technol, 1999(18):351-363.
[2] Smith P M, Wolcott M P.Opportunities for wood/natural fiber-plastic composites in residential and industrial applications[J].For Prod J, 2006, 56(3):4-11.
[3] Yao F, Wu QL.Coextruded Polyethylene and Wood-Flour Composite: Effect of Shell Thickness,.Wood Loading, and Core Quality[J].J Appl Polym Sci, 2010(118):3594-3601.
[4] Huang R Z, Kim B J, Lee S Y, et al.Co-extruded Wood Plastic Composites with talc filled Shells: Morphology, Mechanical and Thermal Expansion Performance[J].BioResources, 2013, 8(2):2 283-2 299 .
[5] Jin S, Matuana L M.Wood/plastic composites co-extruded with multi-walled carbon nanotube-filled rigid poly (vinyl chloride) cap layer[J].Polym Int, 2010(59):648-57.
[6] Kim B J, Yao F, Wang Q W, et al.Mechanical and Physical Properties of Core-Shell Structured Wood Plastic Composites: Effect of Shells with Hybrid Mineral and Wood Fillers[J].Compos Part A, 2013, 45(1):1 040-1 048.
[7] Huang R Z, Xu X W, Lee S Y, et al.High Density Polyethylene Composites Reinforced with Hybrid Inorganic Fillers: Morphology, Mechanical and Thermal Expansion Performance[J].Materials, 2013, 6(9):4 122-4 138.
[8] Huang R Z, Zhou C J, Zhang Y, et al.Co-extrusion Technology for Functioned Nature Fiber Reinforced Polymer Composites[J].Adv Mater Res, 2013(773):497-501.
[9] Yang H S, Wolcott M P, Kim H S, et al.Thermal properties of lignocellulosic filler-thermoplastic polymer bio-composites[J].J Therm Anal Calorim, 2005(82):157-160.
[10] Huang R Z, Zhang Y, Xu X W, et al.Effect of hybrid mineral and bamboo fillers on thermal expansion behavior of bamboo fiber and recycled polypropylene-polyethylene composites[J].BioResources, 2012, 7(4):4 563-4 574.
[11] Mohanty S, Vermaand S, Nayak S K.Dynamic mechanical and thermal properties of MAPE treated jute/HDPE composites[J].Compos Sci Technol, 2006(66):538-547.
[12] Singh S, Mohanty A K.Wood fiber reinforced bacterial bioplastic composites: Fabrication and performance evaluation[J].Compos Sci Technol, 2007, 67(9):1 753-1 763.
[13] Kim B J.The effect of inorganic fillers on the properties of wood plastic composites[D].Baton Rouge: Louisiana State University, 2013
[14] Lee Sun-Young.Thermal and mechanical properties of wood flour/talc-filled polylactic acid composites: Effect of filler content and coupling treatment[J].J Thermoplast Compos Mater, 2008, 21(3):209-223.
[15] Jin S, Matuana L M.Wood/plastic composites co-extruded with multi-walled carbon nanotube-filled rigid poly (vinyl chloride) cap layer[J].Polym Int, 2010(59):648-657.
Flexural and Thermal Expansion Properties of Core-shell Structure Wood Polymer Composites
HUANG Run-zhou1,3,MAO Hai-yan1,KIM Brimjune2,3,WU Qing-lin3
(1.College of Materials Science and Engineering, Nanjing Forestry University, Nanjing 210037, China; 2.Department of Forest Products & Biotechnology, Kookmin University, Seoul 136-702, Korea; 3.School of Renewable Natural Resources, Louisiana State University, Baton Rouge 70803, USA)
Experiments were conducted on different modified glass fiber (GF) content on flexural and thermal expansion performance of core-shell structure wood polymer composite (WPC) with GF-filled shells.The result demonstrated that WPC with pure high-density polyethylene(HDPE) shell had higher linear thermal expansion coefficient(LTEC) than the core’s, but had lower bending modulus and strength.Bending modulus and strength of the composite increased but LTEC values decreased with increase of the GF loading levels in the shell.The experiments resulted that bending modulus/strength of core-shell structure WPC was greatly enhanced with unfilled- and filled HDPE shells.
core-shell structure; wood polymer composites; thermal expansion; flexural
S784
A
1001-3776(2014)06-0040-05
2014-06-02;
2014-09-22
国家自然科学基金(31300482);江苏省自然科学基金(BK20130966;BK 20130975);江苏省优势学科基金(PAPD);南京林业大学高学历人才基金
黄润洲(1979-),男,江苏镇江人,讲师,博士,从事木质与非木质复合材料研究。
猜你喜欢
辽宁石油化工大学学报(2022年4期)2022-09-28
中国塑料(2022年4期)2022-04-25
中国建材科技(2020年4期)2020-10-30
现代园艺(2019年14期)2019-08-12
中国质量与标准导报(2018年3期)2018-09-10
好日子(下旬)(2018年4期)2018-06-18
兵工学报(2017年6期)2017-07-10
中国塑料(2017年2期)2017-05-17
中国塑料(2017年2期)2017-05-17
汽车文摘(2017年4期)2017-04-27