
弧型径向结构叶片转子装配的实验与研究
2014-07-01 23:36付贵言王贵春
机械工程师 2014年4期
付贵言, 王贵春
(1.哈尔滨汽轮机厂有限责任公司,哈尔滨150046;2.黑龙江省机械科学研究院,哈尔滨150046)
弧型径向结构叶片转子装配的实验与研究
付贵言, 王贵春
(1.哈尔滨汽轮机厂有限责任公司,哈尔滨150046;2.黑龙江省机械科学研究院,哈尔滨150046)
针对弧型径向结构叶片在装配过程中修配量大、装配周期长等问题进行了分析,并提出了改进措施。
弧型径向结构;修配量;装配周期
1 存在的问题
图1所示的汽轮机有一种弧型径向结构的叶片,此种叶片在装配中要求两只叶片的径向接触面积不小于70%,并且周边0.03 mm塞尺不允许通过。弧型径向结构的叶片在设计的转子装配中,要求每只叶片修配量不大于0.1 mm,但实际的修配量达到了0.3 mm左右。如此大的修配量造成的结果是,按单只叶片产品图生产出来的叶片装配到转子上以后径向厚度不能封圈,需要加一只叶片方可,并且如此大的修配量,大大延长了转子装配周期,一根转子10多个级别需要装配3个月左右,极大地制约着台份机组汽轮机的出产时间。因此,对于此种结构的叶片,有必要进行实验及研究,以降低单只叶片的修配量及降低转子的装配时间。
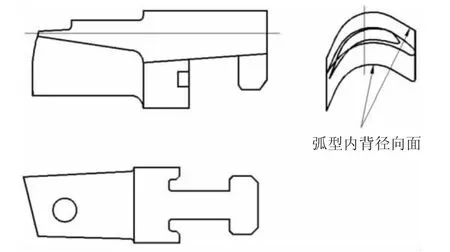
图1 弧型径向结构叶片
2 分析原因及解决措施
2.1 分析原因
针对弧型径向结构叶片转子装配时出现的修配量大、装配时间长的问题,首先分析原因及制定相应的解决措施。单只叶片修配量大的问题,经过理论分析及实际调查,确定是因为两只叶片装配时的贴合面积非常低,现场实测贴合面积不足15%,而实际装配时为了保证不小于70%的贴合面积,需要进行手工修配来保证贴合,在这个过程中,即使进行10次左右的试配及修磨,但仍不能保证装配图样要求的不大于0.1 mm,实际上达到0.3 mm左右。正因为试配及修磨次数如此之多,所以就使转子装配时间长达3个月。
2.2 解决措施
经过分析及调查,装配修配量大及装配时间长的原因是装配时的贴合面积过低所致,需要对装配时贴合面积过低的问题通过技术手段解决。为此,经过相关技术人员研究探讨,确定提升弧型径向结构叶片装配时贴合面积方法如下:
1)通过目前的叶根铣(大力机床)将叶根成型铣刀换成类同于棒铣刀的砂轮棒,按型线编程来保证弧型径向结构叶片的径向加工。
2)通过五轴强力磨对装配内背弧进行磨削加工,即通过制做与装配径向型线相同的金钢滚轮,用来制造磨削用的砂轮来磨装配弧型径向面,理论精度可以小于0.01 mm。
上述两种方案形成后,再到装配现场去查看装配情况。经过观察国外相同结构叶片,发现其弧型径向面与我们一样都是用成型铣刀加工出来的。通过这次装配现场的实地调查,我们确定提高叶片装配时径向贴合面积的刀具仍为成型铣刀加工。下一步的工作就应从目前叶片加工使用的成型铣刀入手来解决。
在研究成型铣刀的制作过程中,突然想到可否先按照弧型径向型线加工出内弧成型铣刀,再按照内弧成型铣刀的型线配磨出背弧成型铣刀,使两把铣刀之间的公差不大于0.01 mm呢?利用手工磨刀并通过灯箱来对比样板的方式来进行铲磨成型铣刀,这种方法太落后,按照现有的技术手段完全可以改变成型铣刀的加工方式。经过探讨成型铣刀的设计理念,成型铣刀加工方式如图2所示。
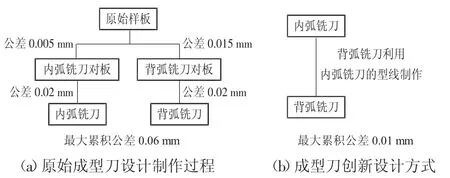
图2 成型铣刀加工方式
按创新设计的成型刀加工方式,对公司现有的成型铣刀利用五轴磨刀机进行磨削,磨好后的刀具用来对弧型径向结构叶片进行试验加工,首批精加工装配径向型线的5只叶片在装配现场进行试装配,装配后叶片弧型径向面的贴合面积有了较大的进步,但离目标还差很远,装配时要求贴合面积达到70%,而此次的贴合面积约50%。
第一次试验后,把贴合面积及贴合部位情况进行了反馈,并再次应用五轴磨刀机磨削成型铣刀。当利用反馈调整后的数据进行磨削后,将成型铣刀再次加工叶片进行装配时检测,结果表明其装配中的贴合面积非常好,基本达到了70%的要求。
据现场观察操作者装配,此次实验的叶片在装配部位仅修磨了3次,共修磨了0.08 mm就已经装配成功。
3 结语
至此,弧型径向结构叶片转子装配试验已经获得了成功,贴合面积从原来的15%达到现在的约70%,基本达到了装配时的贴合面要求,其装配效率可提高30%以上。存在的不足是贴合面积虽基本达到70%,但不能直接装到转子上,仍需要对装配部位进行小量修磨。
通过此次转子装配实验跟踪及对五轴磨刀机磨刀原理的研究,我们确定了进一步提升装配面积的方式是改变成型铣刀的设计结构,即通过一种“齿背台阶”的方式来减少成型铣刀磨削时的磨削面积,以保证五轴磨刀机的一次磨削精度,进而保证成型铣刀型线度。
(编辑:立 明)
TK 263
B
1002-2333(2014)04-0224-02
付贵言(1976—),男,工程师,从事汽轮机叶片加工制造等;王贵春(1977—),男,高级工程师。
2014-02-01
猜你喜欢
中学生数理化·高一版(2021年3期)2021-06-09
数学物理学报(2021年1期)2021-03-29
机械制造(2020年8期)2020-09-30
重型机械(2020年3期)2020-08-24
模具制造(2019年10期)2020-01-06
数学年刊A辑(中文版)(2019年3期)2019-10-08
制造技术与机床(2019年9期)2019-09-10
电线电缆(2018年3期)2018-06-29
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2015年10期)2015-04-09
