欧姆龙C200H型PLC编程设计精讲实例
2014-06-23 16:22:16高永斌
合成技术及应用 2014年3期
高永斌
(中国石化仪征化纤股份有限公司研究院,江苏仪征 211900)
设备改造
欧姆龙C200H型PLC编程设计精讲实例
高永斌
(中国石化仪征化纤股份有限公司研究院,江苏仪征 211900)
介绍了欧姆龙(OMRON)C200H_PLC的性能特点,通过几个典型电路的分析,列出I/O分配表、画出接线图,设计出符合控制要求的梯形图,总结出3种PLC程序的设计方法。
可编程控制器 编程设计 语句表 梯形图
工矿企业拥有大量的继电接触控制线路,它们安装在生产现场、公共照明场所或控制站,运行起来其电气触点冲击噪声高、维护工作量大、可靠性低。随着半导体技术、大规模集成电路、计算机技术的发展和应用,继电接触控制线路正逐渐被无触点系统所取代,更有被可编程控制器(简称PLC)所取代的可能。
欧姆龙C200H型PLC是一种机架模块化的微机控制系统,它具有丰富的指令集,既可实现复杂控制操作,又易于编程。笔者根据C200H的特点,结合工作实际,总结出几种编程方法,对一些常用的典型电路进行编程设计。
1 C200H_PLC的系统简介
1.1 基本配置
C200H_PLC的基本配置有CPU、存储器、I/O模块、电源、扩展模块(图1),它们共同安装在一个提供系统总线(SYSBUS)、模块插槽以及扩展机架接口的安装机架上。它有两种扩展方式:一种是CPU单元所在母板上用通讯电缆连接I/O扩展母板,最多连接两个扩展母板,且为串联方式;另一种扩展方式是建立远程I/O系统,即在CPU母板或扩展母板上配置远程I/O单元,而在另外的扩展母板上配置I/O从单元(图2)。
1.2 编程软件的功能
CX-Programmer 9.3编程软件是基于视窗的编程软件,以高效的多程序开发环境提供丰富的监控和调试功能,其操作系统可以是Windows XP或W indows 7,连接方式是CPU单元外部设备接口或内置RS232C端口,与PLC通信的协议是外部设备总线或Hist Link,离线操作可完成编程、I/O内存编辑、创建I/O表、设定PLC参数、打印、修改程序等工作,在线操作可完成传送、参考、监控等工作。
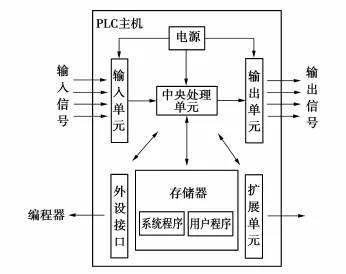
图1 系统配置图

图2 系统扩展图
2 基本编程步骤
要编写一个PLC的控制程序,可以按以下步骤进行:
2.1 工艺流程分析
对PLC控制对象的工作情况及控制要求要进行分析,要弄清楚以下问题:
a)工艺过程是怎样展开的?其目标是如何进一步实现的?
b)输入与输出是怎么对应的?在时序上又有何特点?
c)要记录与存储哪些数据?有多大数据存储量?
d)有没有模拟量、开关量要控制?要采用什么控制规律及输出方法?e)对系统的监控有何要求?要采取哪些措施?工艺分析就是要对上述问题给出明确的答案。
2.2 通道分配
PLC的输入点数与控制对象的输入信号总是相应的,输出点数与输出的控制回路也是相应的,故通道分配实际是把PLC的输入点号分配给实际的输入电路,给输出电路分配一定的PLC输出点号。编程时按点号建立逻辑或控制关系,接线时按点号“对号入座”进行接线,这样,PLC才可能准确地实现控制。
通道分配在硬件上应注意防止输出信号对输入信号的干扰,并做到便于布线。为此,输入和输出模块各应相对集中地安排为好。
在软件上,分配I/O号最好能按一定的规律,便于使用字指令或子程序编程,提高程序的效率。
每个通道占用一个字(Word),即16位(bit),I/O地址:通道号+位号(图3)。
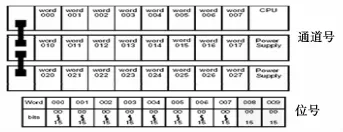
图3 机架通道地址
2.3 画梯形图
画梯形图,也即编写PLC程序。用户可以选择自己熟悉的编程方法去编程。PLC的程序要合理组织,特别是程序较复杂的,要力争模块化。OMRON PLC的程序分块要靠编程者通过程序进行,步进程序自己组织。
2.4 装载与调试程序
编好的程序要装入PLC后才能进行调试。装载可以通过手持编程器、图形编程器或个人计算器来完成。若使用手持编程器,还需要将梯形图转化成语句表形式。如果使用计算机或图形编程器编程,则直接用梯形图形式即可。
脱机程序不可能没有问题,而这些问题也只有在联机调试过程中才能得到解决。调试要借助编程器或计算机,或通过一些信号显示,使控制对象的状态便于观察,使PLC的工作尽可能“透明”;同时,还要能对PLC的一些状态进行强制,使某点为ON或OFF。这样,才能便于找出问题、分析问题及解决问题,进而使程序不断完善,以达到预期的目的。
3 编程设计与应用
常用的编程方法有三种:经验法、顺序法、图解法。
3.1 经验法
所谓“经验法”,就是利用自己或别人的经验进行程序设计。这种方法要求用户在熟悉常用基本电路的条件下,掌握梯形图设计的基本原则及编程技巧,以便把“经验程序”改编成符合自己要求的控制程序。
例1:单按钮启停电路
解在实际生产中,如果用一个普通按钮既能控制启动,又能控制停止,将节省大量输入点,使外部接线简单,同时也可简化操作,这就是单按钮启停电路。现确定I/O继电器区的00000为按钮输入端,00100为信号输出端。当00000第1次为ON时,在00100上输出ON并保持;第2次00000按钮按一下,即00000第二次为ON时,在00100上输出OFF并保持(见图4)。现列出两种解法。
解法1
用DIFU微分上升沿指令设计,梯形图和语句表见图(5)。
解法2
用CNT计数器指令,梯形图和语句表见图(6)。
例2:停止优先和点动优先电路(图7)。

图4 单按纽启动PLC控制电路
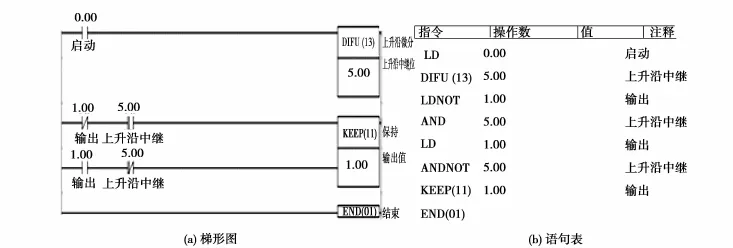
图5 单按纽启停电路1
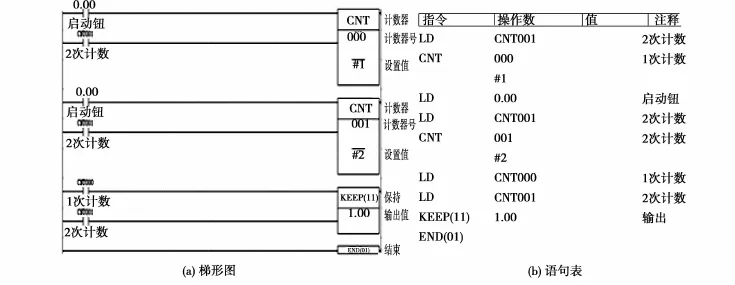
图6 单按纽启停电路2
解这是常用的典型电路。现确定I/O继电器区的00000为启动按钮输入,00001为停止按钮输入,00100为信号1输出,00200为信号2输出。当00000为ON时,00001停止按钮未动作的前提下,在00100上输出ON并保持,即停止优先;另外00000启动按钮按下不动,00001停止按钮不论何种状态,在00200上输出总是ON,即启动优先。梯形图和语句表见图(7)。
例3:ON/OFF延时电路
解如图8所示,可实现通电、断电都能延时的PLC定时器控制电路,00000为启动按钮,00001为停止按钮,00100为输出线圈。00000启动后,TIM000 5 s后00100为ON,00001按下,3 s后00100为OFF。梯形图和语句表见图(9)。
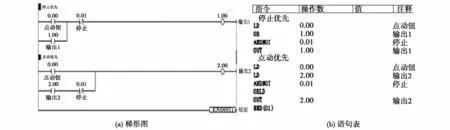
图7 停止优先和启动优先电路

图8 ON/OFF延时电路控制

图9 ON/OFF延时电路PLC控制
例4:两盏灯交替发光控制
控制要求:用定时器实现灯1发光1 s同时灯2熄灭1 s,灯1熄灭2 s同时灯2发光2 s的交替控制。
解(1):通道分配
00000是启动按钮,00001是停止按钮,00100是指示灯HL1,00101是指示灯HL2。见图10(a)。
(2):画接线图
首先确定插卡电源和接线方式。见图10(b)。
(3):画梯形图
根据逻辑关系,设计出梯形图。见图11。
3.2 顺序控制法
顺序控制就是按照生产工艺预先规定的顺序,在各个输入信号的作用下,根据内部状态和时间的顺序,在生产过程中各个执行机构自动有序地进行工作。顺序控制系统设计方法的共同特点是:
a)由输入继电器控制辅助继电器(包括由置位/复位指令和移位指令定义的辅助继电器),按此构成步进阶梯;

图10 两盏灯交替发光控制
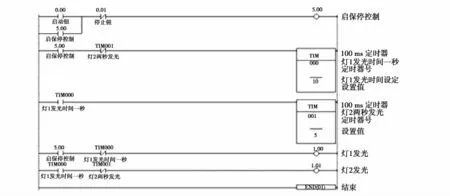
图11 两盏灯交替控制梯形图
b)由辅助继电器控制输出继电器,以此构成输出阶梯;
c)无论步进阶梯还是输出阶梯,都是很有规律的回路结构。不管要设计的顺序控制系统有多少步,也不管其输入输出点数有多少,只要弄清各种设计方法所设计的步进阶梯和输出阶梯的回路结构的规律性,根据设计依据,套用其中任一种设计方法的回路结构,就能快速地一次成功设计出较复杂的PLC顺序控制系统。
例5:小车A/B/C三地直线运动控制
控制要求:某车间有一台车,直线运动A\B\C 3点,每一处有一行程开关,A到B点,停5 s,再返回A点,停5 s后,直接到C,停5 s后到A点。
解(1):通道分配
确定2只按钮、3只行程开关在I/O插卡中的位置和地址。见图12(a)。
(2):画接线图
首先确定插卡电源和接线方式。见图12(b)。
(3):画梯形图
根据逻辑关系,设计出梯形图。见图13。
3.3 波形图编程法
波形图是信号随时间变化的图形,波形图编程法适用于定时或计数的程序,此方法的设计步骤为:
a)画出输入、输出信号的波形图,建立起准确的时间对应关系;
b)确定定时关系,设计定时逻辑程序。找出临界点,即输出信号应出现变化点,并以此点为界限,把时段划分为若干时间区间。进而,依各时间区间形成条件,建立对应的逻辑程序;
C)确定时间区间与动作的对应程序。

图12 小车三点运动控制

图13 小车三点运动梯形图
例6:两台电机循序控制
控制要求:按下确定按钮后,M1运转10 s,停止5 s,M2与M1相反,即M1停止时M2运行,M1运行时M2停止,如此循环往复,直至按下停车按钮。
解(1):通道分配
两台电机循环控制波形图和I/O分配表如图14(b)。
(2):画波形图
为了使逻辑关系清晰,用中继00500作为运行控制继电器,TIM000为控制M1运行时间,TIM001为控制M2运行时间。见图14(a)。
(3):画梯形图
由图15(a)可以看出,TIM000和TIM001组成振荡电路,最后设计出梯形图并分析是否符合要求。
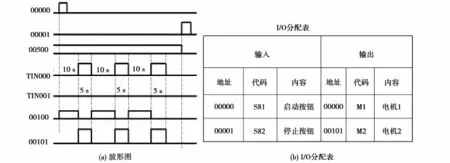
图14 电机控制波形图和I/O分配表

图15 电机交替启动PLC梯形图
4 结 论
通过对以上6种典型电路的分析,总结出PLC程序编程的3种设计方法。如果现有的控制室和操作站的继电控制线路用PLC代替,功率驱动用无触点开关代替,可以想象,此时的控制将是无噪音的,且故障少,维护容易。当工艺改变时,只要修改PLC用户程序,无须改变外部接线,就可以很容易地改变控制方式和参数,取得很好的效益。所以说,PLC的发展是实现机电一体化的重要方向。
Om ron c200h-plcprogram design and app lication
Gao Yongbin
(Sinopec Research Institute of Yizheng Chemical Fibre Co.,Ltd.,Jiangsu Yizheng 211900,China)
The article introduces the feature of the Om ron C200H-PLC,analyses some typical circuits,gives the I/O allocation table,draws the wiring diagram,designs the ladder diagrams thatmeet the control requirement,summarizes three kinds of PLC programmed design methods.
Programmable Logic Controller;Programmed design;statement table;Ladder diagram
TM571.61
B
1006-334X(2014)03-0046-07
2014-03-24;
2014-09-04
高永斌(1969—),男,江苏仪征人,技师,主要从事电气设备的维修改造工作。
猜你喜欢
中学生数理化·八年级物理人教版(2021年9期)2021-11-20 06:00:28
攀枝花学院学报(2021年5期)2021-10-19 02:52:58
大学物理(2021年2期)2021-01-25 03:26:18
大陆桥视野·下(2017年9期)2017-09-17 15:11:21
成都工业学院学报(2017年2期)2017-06-28 14:23:15
电子制作(2016年15期)2017-01-15 13:39:28
西部广播电视(2016年22期)2016-03-01 17:20:45
西部广播电视(2015年7期)2016-01-16 03:45:21
新技术新工艺(2015年5期)2015-07-12 17:18:47
制造技术与机床(2015年10期)2015-04-09 07:06:16