基于选择性激光烧结技术的艺术瓷成形方法研究
2014-06-15 18:33刘文广史玉升冯景华
陶瓷学报 2014年4期
刘文广,史玉升,刘 凯,冯景华,徐 珈
(1. 景德镇陶瓷学院,江西 景德镇 333403;2. 华中科技大学材料成形及模具技术国家重点实验室,湖北 武汉 430074)
基于选择性激光烧结技术的艺术瓷成形方法研究
刘文广1,2,史玉升2,刘 凯2,冯景华1,徐 珈1
(1. 景德镇陶瓷学院,江西 景德镇 333403;2. 华中科技大学材料成形及模具技术国家重点实验室,湖北 武汉 430074)
现代艺术瓷设计中大量运用到了计算机辅助手段,但艺术瓷的成形却主要还是使用传统方法,这已经显然已不能适应生产的需求。为了能够准确地制造出所设计的艺术瓷器型,提出了应用选择性激光烧结(Selective Laser Sintering,SLS)来成形的工艺方法。研究了采用混合法制备高白土和环氧树脂E-06的混合粉末,然后对混合粉末进行SLS,再经过后处理(冷等静压、施釉、高温烧结等),最终获得通过计算机辅助手段设计完成的艺术瓷制品的工艺过程。研究表明,采用SLS成形艺术瓷的方法是可行的,不仅为使用现代方法设计的艺术瓷在成形方面提供了一种新的工艺,也拓展了SLS技术的应用范围。
选择性激光烧结;快速成形;艺术瓷
0 引 言
现代艺术瓷设计多采用计算机辅助软件来完成,设计师也从中感受到极大的便利。但是,这些设计好的艺术瓷最终依然是采用传统手段来制造,极少应用现代加工技术。产品设计和制造方法的脱节造成了设计师的设计往往很难被准确的制造出来,甚至有的设计无法制造,这也成了制约设计师设计的一个重要方面。而快速成形(Rapid Prototyping, 以下简称RP)技术可能是改变这一现状的有效手段。RP技术是基于离散/堆积成形原理的先进制造技术,可依照计算机辅助设计软件构建的三维模型, 快速的自动制造出实体原型。RP技术发展至今,已经形成了几十种工艺,选择性激光烧结(Selective Laser Sintering,SLS)就是其中一种。SLS的加工过程是采用铺粉辊将一层粉末材料平铺在已成型零件的上表面,并加热至低于该粉末烧结点的某一温度,控制系统控制激光束按照该层的截面轮廓在粉末上扫描,使粉末的温度升至熔化点,进行烧结,并与下面已成型的部分实现粘结。当一层截面烧结完成后,工作台下降一个层的厚度,铺料辊又在上面铺上一层均匀密实的粉末,进行新一层截面的烧结,直至完成整个模型[1]。SLS的成形原理示意图如图1所示[2]。
目前已有学者[3-6]做了一些陶瓷材料的SLS成形过程的研究和探讨,但是这些研究都集中在 Al2O3等功能陶瓷上,与传统艺术瓷的材料及性能还是有着较大的差别。为了解决应用SLS成形传统陶瓷材料的艺术瓷方法问题,本研究就常用陶瓷材料高白土展开了实验。制备了高白土和环氧树脂的混合粉末材料,采用三维软件设计艺术瓷,再使用SLS设备成形,之后,结合冷等静压(cold isostatic pressing, CIP)、施釉、高温烧制等后处理工艺,最终制造出艺术瓷。
1 实 验
1.1 实验工艺流程
图2是应用SLS技术来成形艺术瓷的工艺流程。本实验中所制造的艺术瓷就是按照这种工艺来完成的。
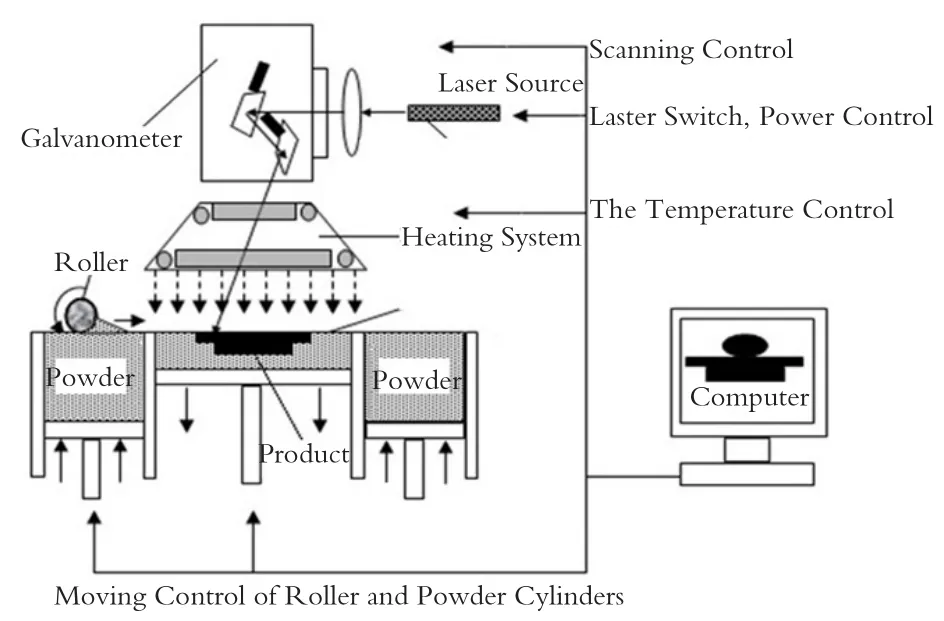
图1 SLS成形原理示意图Fig.1 Schematic of the SLS process
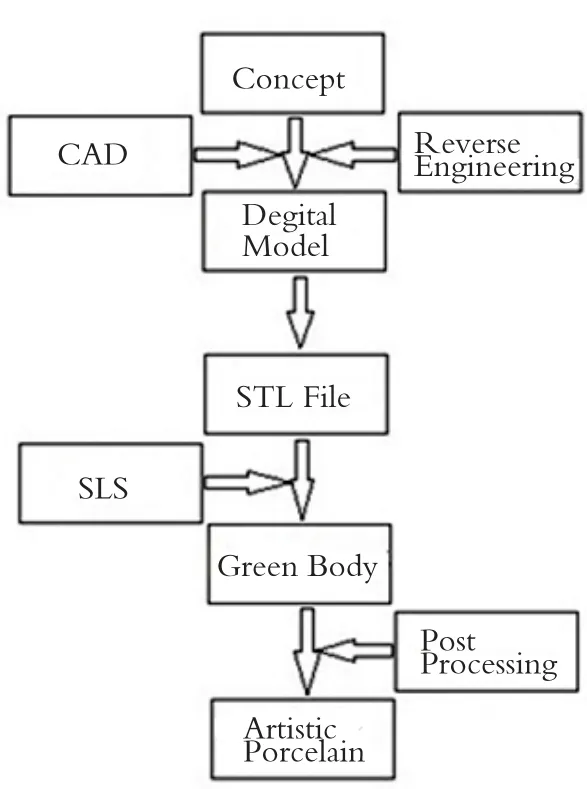
图2 SLS成 形艺术瓷工艺流程图Fig.2 Manufacture of artistic porcelain using SLS
1.2 材料及SLS成形设备
为了获得与传统陶瓷一致的性能,主体材料选择传统陶瓷的材料。实验使用的是高白土,质量含量占整体材料总量的90%。高白土中铝和硅的含量高,泥色度白,粘性好,其主要成分为 Al2O318%、 SiO262%,图3是本研究所用高白土粉末的扫描电镜(SEM)图片。材料中另外加入10%的环氧树脂E-06粉末,采用球磨机混粉2 h,待其混合均匀后即可获得所需的混合粉末材料。
实验所用成形设备为华中科技大学快速制造中心研制的HRPS-ⅢA型SLS机,它的成形工作腔为500 mm×500 mm×400 mm, 激光波长为10.6 μm,光斑为0.2 mm。
1.3 数字建模
按照现代艺术瓷的设计模式,采用三维软件Pro/ENGINEER通过曲面造型建立一个鸭子的模型,并按照SLS的要求,将模型按缺省格式和偏差数值保存为STL文件格式。
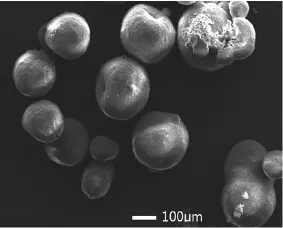
图3 高白土粉末扫描电镜图Fig.3 SEM micrograph of high white clay powder

图4 HRPS-ⅢA型SLS机Fig.4 HRPS-ⅢA machine
1.4 SLS
将建立好的模型文件输入SLS机中,然后选取合适的工艺参数进行烧结。选取的工艺参数为:激光功率为11 W,扫描速度1600 mm/s,扫描间距0.1 mm,单层厚度为0.20 mm。艺术瓷在SLS设备中的成形过程加工程序界面如图5。
1.5 后处理
SLS之后的制件先进行CIP:将制件浸入配置好的橡胶胶乳体系,在零件表面形成一层弹性薄膜,接着放入真空烘干箱,促使橡胶完全固化,反复多次,直到其随形包套厚度达到要求。随形包套完成后,再进行压力保压。CIP完成后施釉,采用吹釉的方式将制件整体施高温黄釉,注意吹釉过程要均匀,并在嘴部和眼部分别涂红釉和黑釉(底部不上釉),阴干。最后,将施釉完成之后的制件用硼板托着放入气窑,温度设定1290 ℃,烧制12 h,然后随炉冷却。
2 结果及分析
2.1 数字建模
建立三维数字模型有两种方式,最直接的就是在三维设计软件中进行设计,得到所需模型。另一种是先用三维扫描设备获取初步的模型数据,然后输入到三维设计软件中进行进一步的模型处理,最终获得所需模型,这种方式的好处在于设计不是从零开始,可以减少大量的模型设计工作量。
现代设计采用的三维设计软件非常多,常用的工业设计软件如Rhinoceros、3ds max、Maya、Cinema 4D、Pro/ENGINEER、Catia、UG等,只是各自的侧重有所不同而已。由于加工原理所致,SLS设备只能加工STL格式的模型数据,所以,无论采用这些软件中的哪种软件来建模,完成之后,一定要模型保存为STL格式的文件,才能被SLS设备加工。
图6是采用最终建立好的数字模型。
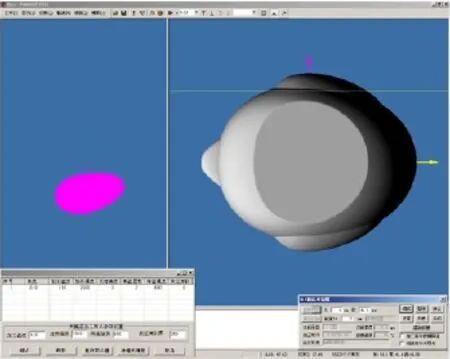
图5 SLS加工程序界面Fig.5 Interface of SLS processing software
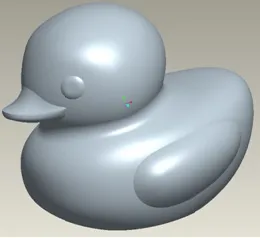
图6 制件三维数字模型Fig.6 3D model of workpiece
2.2 SLS
SLS过程中铺粉辊对粉末有压力非常小,成形后的坯体密度较低。为了保证成形之后的其它过程能正常进行,需要选择合适的成形工艺参数来烧结[7]。考虑到主体材料高白土的粒径,扫描层厚不能太小,过小会使成形时层间移动明显。在前期的工作基础上选取了0.2 mm的层厚。
激光能量密度直接影响着SLS试样的成形效果,激光功率、扫描速度和扫描间距是影响激光能量密度的重要因素[8]。根据前期研究,选取激光功率11 W,扫描速度1600 mm/s,扫描间距100 μm作为SLS激光加工参数,在这些参数下进行SLS,成形件相对密度和强度最佳。

图7 SLS后的制件Fig.7 Workpiece after SLS
图7是采用这些参数进行SLS后得到的制件。

图8 制件最终成品Fig.8 The fnal produc
2.3 后处理
经过SLS后的制件虽然已经成形,但成形是依靠黏结剂环氧树脂的作用,其内部的主体材料高岭土基本上没有发生化学方面的变化,整体仍然处于一种非常松散的状态,更没有达到成瓷的效果,所以还需要通过后处理过程来最终实现设计意图。后处理的过程包括起结构致密化作用的冷等静压、美观艺术瓷表面的施釉、实现成瓷的高温烧成等几个步骤。
CIP过程能提高成形件的致密度,可以防止高温成瓷过程中由于黏结剂的高温氧化而导致的松散塌陷情况。
施釉和高温烧制与传统的陶瓷生产对应过程一致。一方面是通过高温烧制来使SLS成形的制件成瓷,另一方面也是为了完善艺术瓷的表面。吹釉法在制件器身施黄釉,通过高温在气窑中一次烧造成瓷。在高温成瓷过程中,釉经过焙烧,紧紧地附着在瓷胎表面,既提高了制件的致密度和强度,又使得制件变得美观,光泽柔和,更符合使用要求。最终完成的制件如图8所示。
3 结 论
通过实验及分析,本研究可以得到以下结论:采用SLS来成形艺术瓷这种工艺从技术上来说是完全可行的。它从设计到成形都较好的将数字化和自动化过程引入了传统行业;所得成品能较准确地反应制件的数字化设计原貌,并且成形速度快,不需要石膏模等模具的工艺支撑;工艺的成形过程不仅应用到了SLS,还应用到了CIP,成形过程相对麻烦,从而使工艺的应用上有所局限。同时,不能直接成形出成品,必须采用与传统工艺一样的后处理阶段才能最终完成制造过程,这些都需要在将来的研究中去加以解决。
[1] 史玉升, 刘顺洪, 曾大文, 等. 激光加工技术[M]. 北京: 机械工业出版社, 2012: 134-138.
[2] 史玉升, 刘锦辉, 闫春泽, 等. 粉末材料选择性激光快速成形技术及应用[M]. 北京: 科学出版社, 2012: 1-4.
[3] SHAHZAD K, DECKERS J, ZHANG Zhongying, et al.Additive manufacturing of zirconia parts by indirect selective laser sintering. Journal of the European Ceramic Society, 2014, 34: 81-89.
[4] SHAHZAD K, DECKERS J, KRUTH J P, et al. Additive manufacturing of alumina parts by indirect selective laser sintering and post processing. Journal of Materials Processing Technology, 2013, 213: 1484-1494.
[5] 王 蔚, 刘永贤, 史向东, 等. 基于选择性激光烧结生物陶瓷复合粉体的工艺研究[J]. 制造技术与机床, 2012, 10: 21-24.
WANG Wei, et al. Manufacturing Technology & Machine Tool, 2012, 10: 21-24.
[6] 陈思翰, 刘福兴. 用选择性激光烧结技术制作陶瓷原件研究[J]. 西安交通大学学报, 2011, 45(11): 116-120.
CHEN Sihan, et al. Journal of Xi’an Jiaotong University, 2011, 45(11): 116-120.
[7] 史玉升, 刘凯, 贺文婷, 等. 选择性激光烧结/冷等静压复合制造高密度Al2O3异形陶瓷件的研究[J]. 应用激光, 2013, 33(1): 1-6.SHI Yusheng, et al. Applied Laser, 2013, 33(1): 1-6.
[8] 徐大鹏, 周建忠, 郭华荣, 等. 覆膜陶瓷粉末的选择性激光烧结工艺研究及参数优化[J]. 航空精密制造技术, 2006, 42(6): 33-35.
XU Dapeng, et al. Aviation Precision Manufacturing, 2006, 42(6): 33-35.
Selective Laser Sintering for Artistic Porcelain
LIU Wenguang1,2, SHI Yusheng2, LIU Kai2, FENG Jinghua1, XU Jia1
(1. Jingdezhen Ceramic Institute, Jingdezhen 333403, Jiangxi, China; 2. State Key Laboratory of Materials Processing and Die and Mould Technology, Huazhong University of Science and Technology, Wuhan 430074, Hubei, China)
Computer-aided technology is widely used in the design of modern artistic porcelain, but artistic porcelain is still manufactured by traditional means, which cannot meet modern requirements. This paper puts forward the technique of selective laser sintering (SLS) for precisely manufacturing the designed artistic porcelain forms. First, the powdered mixture of high white clay and E-06 epoxy is prepared, then fused by SLS into a solid form, which is fnally post-processed (cold isostatic pressing, glazing, high temperature sintering, etc.) into an artistic porcelain piece designed by computer-aided means. The study shows that it is feasible to use SLS to shape artistic porcelain, which provides a new manufacturing process to produce traditional porcelain designed by modern methods, thus the application range of SLS technology is expanded.
selective laser sintering; rapid manufacture; artistic porcelain
date: 2014-02-28. Revised date: 2014-03-15.
TQ174.74
A
1000-2278(2014)04-0425-04
10.13957/j.cnki.tcxb.2014.04.016
2014-02-28。
2014-03-15。
江西省教育厅科学技术研究项目(GJJ13644)。
史玉升(1962-),男,博士,教授。
Correspondent author:SHI Yusheng(1962-), male, Ph. D., Professor.
E-mail:shiyusheng@263.net
猜你喜欢
辽宁化工(2022年3期)2022-04-06
山东陶瓷(2021年5期)2022-01-17
陶瓷学报(2021年1期)2021-04-13
山东化工(2020年18期)2020-01-08
模具制造(2019年7期)2019-09-25
制造技术与机床(2018年12期)2018-12-23
长江丛刊(2018年16期)2018-11-14
中成药(2018年1期)2018-02-02
制造技术与机床(2017年12期)2017-02-02
中国资源综合利用(2016年6期)2016-01-22