
结合剂含量对纯钛支架铸造包埋料性能的影响研究
2014-06-15 18:33:22王建强张晋凌李颖文郭立童
陶瓷学报 2014年4期
王建强,林 程,张晋凌,李颖文,郭立童
(1. 山西西京医疗设备有限责任公司,山西 太原 030024;2. 中国矿业大学 材料学院,江苏 徐州 221116;3. 山西美原齿科器械有限责任公司,山西 太原 030045)
结合剂含量对纯钛支架铸造包埋料性能的影响研究
王建强1,林 程2,张晋凌3,李颖文3,郭立童2
(1. 山西西京医疗设备有限责任公司,山西 太原 030024;2. 中国矿业大学 材料学院,江苏 徐州 221116;3. 山西美原齿科器械有限责任公司,山西 太原 030045)
研究了纯钛支架包埋料中结合剂含量对纯钛铸造性能的影响,探讨了自制铸钛包埋料应用于临床的前景。测试不同结合剂含量包埋料的抗压强度和热膨胀性能,采用X射线衍射测试包埋料的相结构,将自制包埋料与德国某铸钛支架包埋料所铸造的纯钛试样同时进行SEM和EDS分析。X射线衍射结果表明,钛包埋料的主晶相为MgO。添加结合剂后包埋料的抗压强度和热膨胀率显著增加,结合剂含量为7.5wt.%时,包埋料的综合性能最优,其中抗压强度最高,达到8.61 MPa,热膨胀率为1.81%,可有效补偿钛在铸造过程中的固化收缩。自制包埋料所铸造的铸件表面较光洁,基本无粘砂,反应层厚度较薄,为10 μm,远低于德国磷酸盐系铸钛支架包埋料所铸造的纯钛试样(约110 μm)。
铸钛;包埋料; 抗压强度; 热膨胀;表面反应层
0 引 言
纯钛因具有优良的物理、机械性能及生物相容性等优点,成为迄今最为理想的牙科材料之一[1,2]。但是在铸造过程中,熔融状态的钛易与包埋材料中的氧、氮、氢等元素发生反应形成反应层[3],控制和减缓该反应层的形成是新的包埋材料开发中亟待解决的问题之一[4-6]。
对牙科铸钛包埋材料性能的要求主要包括如下几个方面:(1)化学稳定性良好,高温时不与熔融钛发生反应;(2)包埋料的热膨胀能够补偿钛铸件的冷却收缩,不会影响铸件的尺寸精度;(3)制备的钛铸件表面性能优良,材质均匀,表面整洁光亮;(4)操作简单,且脱模容易[7,8]。
目前,包埋料进行对熔模进行包埋时主要采用无圈和有圈两种包埋方法,其中无圈包埋铸造时铸型脱离铸圈的限制,均匀膨胀,可提高铸件的边缘适合性,但要求包埋材料在高温的条件下具有一定的机械强度[7-9]。氧化镁系包埋料易于操作,铸造的试件表面光滑,基本无粘砂,脱模良好。氧化镁系包埋料存在的主要问题是热膨胀小,铸模强度低,不适于无圈包埋[10]。目前,提高包埋料的强度的主要方式是通过添加粘接剂进行增强。表1 是几种商品化口腔铸钛包埋料的主要物理、机械性能指标。
针对目前氧化镁系包埋料存在的热膨胀小、强度低、不适于无圈包埋的问题,采用氧化铝溶胶和金属钛粉作为添加剂,同时提高氧化镁包埋料的抗压强度和热膨胀系数[11-13],研究了结合剂含量对包埋料抗压强度和热膨胀等性能的影响,并对铸造钛试样表面氧化层进行了分析表征,研制强度高、铸钛表面污染小、适于无圈包埋的铸钛包埋料。
2 材料和方法
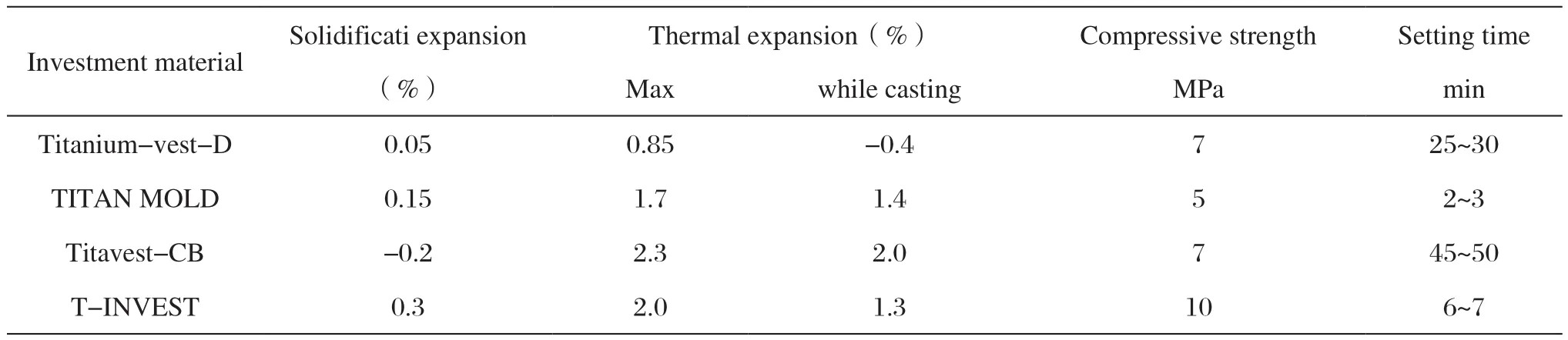
表1 几种商品化口腔铸钛包埋料的物理、机械性能指标[8]Tab.1 Physical and mechanical properties of commercial investment material for casting titanium

表2 纯钛支架包埋料的主要成分Tab.2 Composition of investment material for casting titanium bracket
2.1 实验材料
包埋料采用山西西京医疗设备有限公司的纯钛支架包埋料,其主要成分如表2所示。
结合剂为自制氧化铝溶胶,具体制备过程如下:称取一定量的Al(NO3)3·9H2O,溶于适量的去离子水中制成Al(NO3)3溶液;然后在搅拌的同时缓慢的滴加氨水,调节溶液的pH值至9.2;将获得的沉淀抽滤并用去离子水清洗3遍;然后加入一定量的去离子水和HNO3,搅拌一段时间后,置于85 ℃水浴锅中陈化24 h,得到透明、均一的Al2O3溶胶。将Al2O3溶胶按一定比例与水混合,然后按照配比添加到包埋料中,对铸钛包埋料进行增强。钛金属选用西北有色金属加工厂加工的纯钛TA2。
2.1 实验方法
2.1.1 不同结合剂含量对包埋料的抗压强度的影响
采用专用模具,制备直径12 mm、高度20 mm的圆柱状试件,每组6个,在室温下放置24 h后,自然风干,取出进行抗压强度测定。采用日本岛津万能试验机进行抗压强度的测定,将试件竖直放于万能拉伸机的测试台上,以1.0 mm/min的加载速率均匀施压于试件,测试试件发生破坏时的力值,按照公式P=F/S计算试样的抗压强度,F为试件发生破坏时候的力值,S为试样面积。
2.1.2 不同结合剂含量对包埋料热膨胀率的影响
分别添加1.5wt.%,2.5wt.%,3.5wt.%,5 wt.%,7.5 wt.%和10 wt.%的Al2O3溶胶制备包埋料试样,试样尺寸为Φ6×25 mm。采用德国NETZSCH-DIL402C热膨胀分析仪测试不同结合剂含量包埋料的热膨胀率,测试过程如下:将试样放置在氧化铝托管架上,试样一端与氧化铝传递杆接触良好,并使试样与氧化铝杆位于同一直线上,选择升温速率5 ℃/min,测试范围为30-850 ℃。根据试样膨胀伸长量及试样的原始长度,可计算平均线热膨胀率。试样平均线热膨胀率δ的计算公式为:

其中,△L为试样的伸长值,以mm记录;L为试样的原始长度,mm。
2.1.3 铸造钛试样
钛试样采用已添加结合剂的山西西京医疗设备有限公司生产的纯钛支架包埋料进行铸造,铸造过程如下:按包埋料规定的粉液比包埋蜡型进行灌注,在室温下放置1.5 h后,放入马弗炉中从室温以6 ℃/min升至850 ℃(保持1 h),关闭电源降至200℃后开始铸造,铸造氩气压力0.2 MPa;铸造完毕后将铸圈放入10 ℃的自来水中淬冷;最后用气凿开圈。
2.1.4 测试与表征
采用XRD测试铸钛包埋料的相结构;对铸造纯钛试样的横截面进行研磨、抛光,采用FEI QuantaTM 250环境扫描电子显微镜(美国,FEI)和QUANTAX400 -10电制冷能谱仪(德国,Bruker)对铸钛截面进行形貌和元素成分分析。
3 结果与讨论
3.1 不同结合剂含量对包埋料抗压强度的影响
图1为不同结合剂含量对包埋料抗压强度的影响,从图1中可以看出:未添加结合剂的支架包埋料的铸模抗压强度较低,为3.43 MPa;添加结合剂后强度显著增加,并且随着结合剂含量增加,包埋料的抗压强度先增大后减小,在结合剂含量为7.5wt.%时包埋料的抗压强度最高,达到8.61 MPa,与目前商用铸钛包埋料抗压强度接近[8]。
3.2 不同结合剂含量对包埋料热膨胀性能的影响
图2、图3为不同结合剂含量的包埋料热膨胀曲线,由图可以看出:添加不同含量的结合剂的包埋料的膨胀曲线比较类似,从20 ℃加热到420 ℃的过程中,包埋料热膨胀率较小,但在420 ℃到840 ℃的过程中纯钛支架包埋料热膨胀率较大,此过程的热膨胀由纯钛支架包埋料中的金属钛粉氧化产生的。另外,从图中同样可以看出:未添加结合剂的包埋料热膨胀率仅为1.05%,添加结合剂后,包埋料的热膨胀显著提高,并且随着结合剂添加量的增加,包埋料的热膨胀率随之增加;当结合剂添加量为12.5 wt.%时,包埋料的热膨胀率最大,达到2.02%。
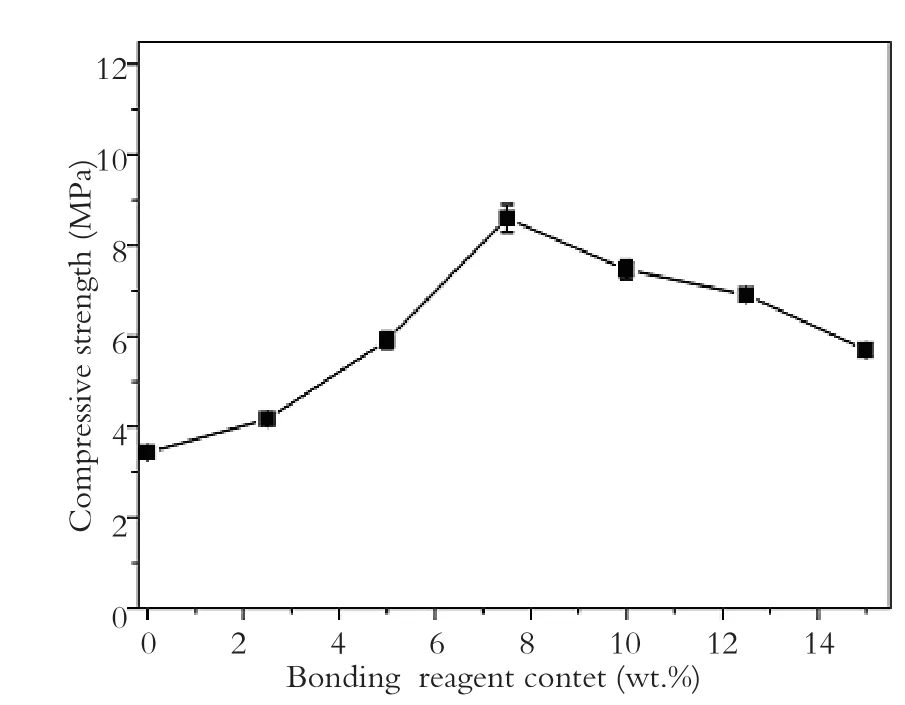
图1 不同结合剂含量对支架包埋料抗压强度的影响Fig.1 Effect of bonding reagent content on the compressive strength of investment material for casting titanium bracket
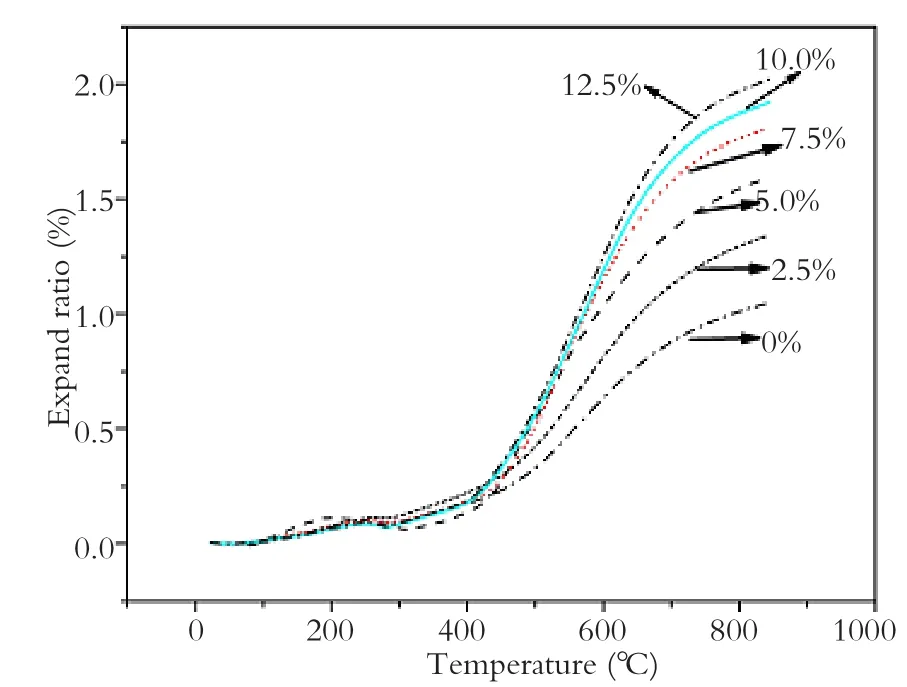
图2 不同结合剂含量的支架包埋料热膨胀曲线Fig.2 Expansion curve of investment material for casting titanium bracket with different bonding reagent content
失蜡铸造时,铸造修复体的良好适合性可以避免菌斑在修复体边缘线的形成,提供良好的固位形和抗力形,延长修复体的使用寿命。在失蜡铸造过程中,钛的固化收缩是导致铸造修复体适合性差的主要原因,钛在铸造冷却过程中的固化收缩为1.8%~ 2.0%,必须以包埋料的膨胀来补偿钛的铸造收缩[7,8];而当结合剂添加量为7.5wt.%时,在铸钛前的包埋料加热过程中,包埋料的热膨胀率可达到1.81%,可补偿钛在铸造过程中的固化收缩[8]。在包埋料中添加结合剂后,同时提高了包埋料的抗压强度和热膨胀率,其中结合剂添加量为7.5wt.%时包埋料的综合性能最优,因此本论文选择7.5wt.%作为结合剂的最佳添加量。
图4为包埋料加热后的XRD分析结果,由图4可以看出:铸钛包埋料的主晶相为MgO,其中MgO晶相含量较高,衍射峰较为尖锐,另外还包含少量的MgTi2O4,其中MgTi2O4主要为膨胀剂金属钛粉在高温下氧化并与MgO发生反应生成。
本论文将自制包埋料与德国某铸钛支架包埋料所铸造的纯钛试样同时进行SEM和EDS分析,其中图5为铸钛支架试样截面的SEM+EDS能谱分析结果,由图5元素线扫描结果可以看出,采用自制包埋料铸钛表面反应层厚度约为10 μm;表3为不同位置钛表面反应层元素组成,其中位置1处为反应层,其包含的主要元素为:Ti、Mg、Al、O和微量的C、Si元素。包埋料中各元素在此部位固溶量最多,此层结构疏松,易从表面去除。位置2处为反应层与纯钛界面处,其包含的主要元素为:Ti、Al、O、和微量的Mg、C、Si元素,在此层中,钛含量显著增多,结构致密,脆性大[6]。位置3处为纯钛,除含微量的C、Si、O元素外,几乎无其他包埋料中元素的侵入,Ti含量高达97.35 wt.%,其中微量的C、Si元素主要来自于冶炼过程以及SiC砂纸打磨、抛光过程中引入的杂质。
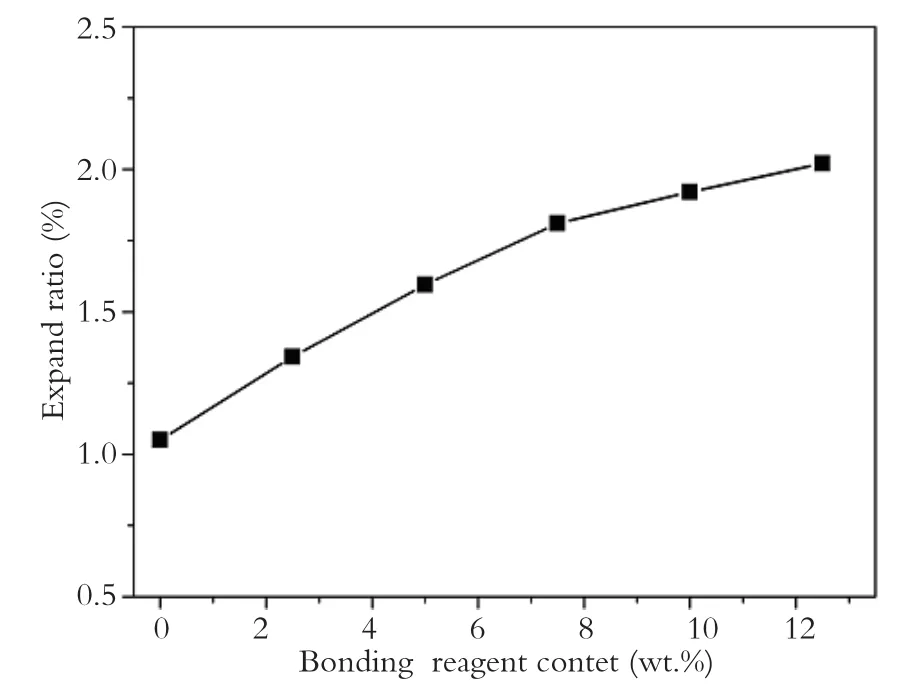
图3 结合剂含量与支架包埋料热膨胀率的关系曲线Fig.3 Effect of bonding reagent content on the expansion ratioof investment material for casting titanium bracket
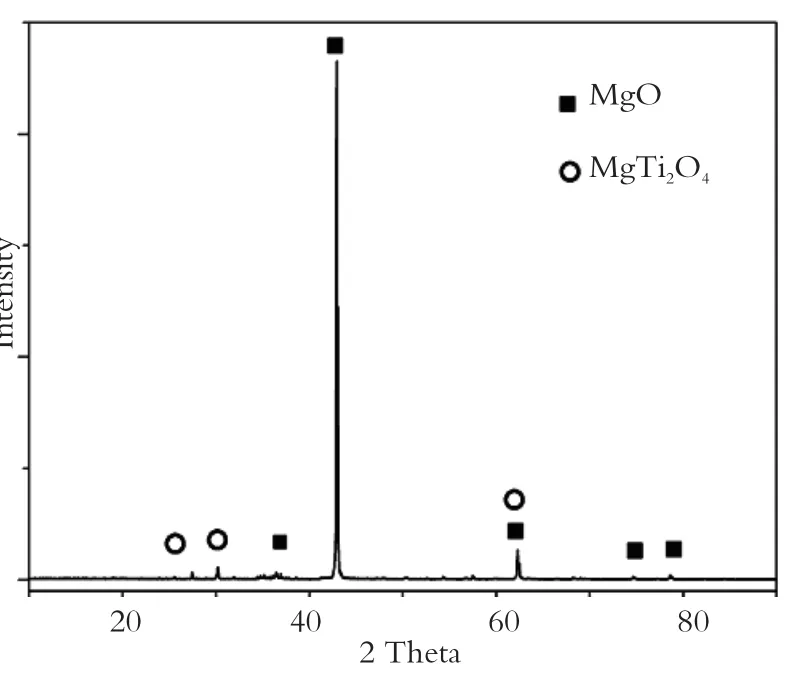
图4 自制纯钛支架包埋料的XRD图Fig.4 XRD pattern of self-made investment material for casting titanium bracket

图5 自制包埋料铸造钛截面SEM+EDS图 (a) SEM (b) EDS元素线扫描Fig.5 SEM microphotograph and EDS element scanning graph of cross section of titanium casted by self-made investment material∶(a) SEM, (b) EDS element scanning

表3 自制包埋料铸钛试样不同位置钛表面反应层元素组成Tab.3 Composition of the titanium reaction layer in different position casted by self-made investment material
图6为德国某磷酸盐铸钛支架包埋料铸造钛试样截面的SEM+EDS能谱分析结果,由图6中元素线扫描结果中可以看出,其表面反应层分层明显,厚度约为110 μm,与文献报道的结果基本相符;表4为不同位置钛表面反应层元素组成,表面的烧结层(位置1)很疏松且粒径较大,极为明显,其包含的主要元素为:Ti、Al、O、C、Si、Mg和微量的N元素。位置2处为氧化层,其包含的主要元素为:Ti、O、Mg、Al、C和微量的Si、N元素。位置3处为纯钛基底,其包含的主要元素为:Ti和O和微量的C 、Si元素,其中C、Si主要来自于冶炼过程以及SiC砂纸打磨、抛光过程中引入的杂质。
与德国铸钛支架包埋料所铸造的纯钛试样相比,本论文所采用的氧化镁系包埋料铸出的钛铸件表面反应层较薄,铸件表面较为光洁,基本无粘砂,脱模良好[4-6]。通过调整结合剂的含量,同时提高了氧化镁系包埋料的热膨胀率和抗压强度,具有一定的临床应用前景。

图6 德国某磷酸盐铸钛支架包埋料铸造钛截面SEM+EDS (a) SEM (b) EDS元素线扫描Fig.6 SEM microphotograph and EDS element scanning graph of cross section of titanium casted by a German phosphate investment material∶(a) SEM, (b) EDS element scanning

表4 德国某磷酸盐铸钛支架包埋料铸造钛截面不同位置钛表面反应层元素组成Tab.4 Composition of the titanium reaction layer in different position casted by a German phosphate investment material
4 结 论
(1)添加结合剂后包埋料的抗压强度显著增加,在结合剂含量为7.5wt.%时包埋料的抗压强度最高,达到8.61 MPa。
(2)添加结合剂后,包埋料的热膨胀率显著提高,并且随着结合剂添加量的增加,包埋料的热膨胀率随之增加;当结合剂添加量为7.5wt.%时,包埋料的热膨胀率达到1.81%,可补偿钛在铸造过程中的固化收缩。
(3)铸件表面较为光洁,基本无粘砂,铸件表面反应层厚度为10 μm。
[1] 郭天文. 口腔科用钛理论和技术[M]. 北京: 人民军医出版社, 2005: 8, 28-29.
[2] KIKUCHI H, ONOUCHI M, HSU H C, et al. Titanium casting: the surface reaction layer of castings obtained using ultra-low temperature molds[J]. J. Oral Sci., 2004, 43(1): 27-33.
[3] WOLF B H, REITEMEIER B K, SCHMIDT A E, et al. In vitro testing of the bond between soft materials used for maxillofacial progtheses and cast titanium[J]. J. Prosthet. Dent., 2001, 85(4): 401-408.
[4] 梁钦业, 吴夏怡. 不同包埋材料对铸造纯钛铸件表面硬化层的影响[J]. 中华口腔医学研究杂志, 2011, 05(6): 577-583.
LIANG Qinye, et al. Chinese Journal of Stomatological Research, 2011, 05(6): 577-583.
[5] 余桂林, 李楠, 王贻宁, 等. 对3种包埋料铸出的钛铸件表面反应层的研究[J]. 口腔医学研究, 2006, 22(3): 252-254.
YU Guilin, et al. Journal of oral science research, 2006, 22(3): 252-254.
[6] 刘杰, 谷晓明, 陈湘涛, 等. 不同包埋材料与铸钛过程中表面反应层的变化[J]. 中国组织工程研究. 2012, 25(16): 4649-4650.
LIU Jie, et al. Journal of Clinical Rehabilitative Tissue Engineering, 2012, 25(16): 4649-4650.
[7] 陈金水, 刘永宾, 蔡惠民, 等. 新型牙科铸钛专用包埋料研制[J]. 天津大学学报(自然科学与工程技术版), 2002, 35(1): 53-57.
CHEN Jinshui, et al. Journal of Tianjin University (Science & Technology), 2002, 35(1): 53-57.
[8] 杨瑟飞. 铸造纯钛冠桥专用包埋料的研制[D]. 第四军医大学博士学位论文, 2004, 05: 37-38.
[9]张娟, 张连云, 李长义, 等. 口腔铸钛包埋料的研制[J]. 口腔颌面修复杂志, 2008, 9(3): 213-216.
ZHANG Juan, et al. Chinese Journal of Prosthodontics, 2008, 9(3): 213-216.
[10] 余桂林, 李楠, 李友胜, 等. α-Al2O3细粉含量对MgO系铸钛包埋材料性能的影响[J]. 材料导报, 2009, 23(18): 36-38.
YU Guilin, et al. Materials Review, 2009, 23(18): 36-38.
[11] 王瑞凤, 孙志平, 邹丽艳, 等. 陶瓷材料增韧机理的研究进展[J]. 陶瓷学报, 2011, 32(4): 596-601.
WANG Ruifeng, et al. Journal of Ceramics, 2011, 32(4): 596-601.
[12] 刘革命, 彭牛生. 掺杂氧化铝对YSZ陶瓷微观结构的影响[J].陶瓷学报, 2014, 34(1): 66-70.
LIU Geming, et al. Journal of Ceramics, 2014, 34(1): 66-70.
[13] 陈畅, 田东平, 杨建锋, 等. 纳米氧化铝增强多孔Fe-Cr-Ni基复合材料的高温性能[J]. 硅酸盐学报, 2012, 40(7): 1040-1045.
CHEN Chang, et al. Journal of the Chinese Ceramic Society, 2012, 40(7): 1040-1045.
Effects of the Adhesive Agent Content on the Properties of the Investment for Casting Titanium Bracket
WANG Jianqiang1, LIN Cheng2, ZHANG Jinling3, LI Yingwen3, GUO Litong2
(1. Shanxi Xijing Medical Appliance Co., Ltd., Taiyuan 030024, Shanxi, China; 2. School of Materials Science & Engineering, China University of Mining and Technology, Xuzhou 221116, Jiangsu, China; 3. Shanxi Meiyuan Dentistry Appliance Co., Ltd., Taiyuan 030045, Shanxi, China)
The effects of the adhesive agent content on the properties of the investment for casting titanium were studied. The compressive strength and thermal expansion ratio of the investment with different adhesive agent content were investigated. The morphology and composition of the reaction layer on the titanium casting’s surface were observed by SEM and EDS. The phase composition of the investment was studied by X-ray diffraction. The compressive strength and thermal expansion ratio of the investment were signifcantly improved by adding the adhesive agent. The highest compressive strength of the investment was 8.61 MPa when the adhesive agent content was 7.5wt.%. The corresponding thermal expansion ratio was 1.81%, which could compensate the shrinkage of titanium in the casting process. The thickness of the surface reaction layer of the titanium cast by the investment was 10 μm, which is much thinner than that of the titanium cast by a German commercial investment. Considering the compressive strength, thermal expansion ratio and surface reaction layer, the optimal adhesive agent content of the investment is 7.5wt.%.
titanium casting; Ti investments; compressive strength; thermal expansion; surface reaction layer
date: 2014-04-07. Revised date: 2014-04-28.
TQ174.75
A
1000-2278(2014)04-0361-06
10.13957/j.cnki.tcxb.2014.04.003
2014-04-07。
2014-04-28。
国家自然科学基金项目(编号:81100789)
郭立童(1981-),男,博士,副教授。
Correspondent author:GUO Litong(1981-), male, Ph. D., Associate Professor.
E-mail:guolitong810104@163.com
猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15 17:52:18
机械工业标准化与质量(2022年3期)2022-08-12 02:29:46
山东冶金(2022年3期)2022-07-19 03:25:22
广东建材(2022年5期)2022-06-10 08:48:20
Annals of Applied Mathematics(2020年3期)2020-09-14 10:51:02
中州大学学报(2019年3期)2019-07-17 06:45:12
常州工学院学报(2019年5期)2019-03-24 05:43:56
中国铸造装备与技术(2017年6期)2018-01-22 01:50:05
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
武汉工程职业技术学院学报(2017年1期)2017-04-24 08:34:24
