
天然气中酸性组分含量升高的脱硫系统优化研究
2014-06-05 14:35峥刘向迎黄风林李稳宏乔玉龙闫
石油与天然气化工 2014年5期
范 峥刘向迎黄风林李稳宏乔玉龙闫 昭
(1.西安石油大学化学化工学院)
(2.西北大学化工学院 3.长庆油田第一采气厂)
天然气中酸性组分含量升高的脱硫系统优化研究
范 峥1刘向迎1黄风林1李稳宏2乔玉龙3闫 昭3
(1.西安石油大学化学化工学院)
(2.西北大学化工学院 3.长庆油田第一采气厂)
针对近年来天然气中酸性组分含量升高导致的产品气气质下降、设备故障频繁等问题,利用Aspen HYSYS软件对MDEA溶液循环量提高后的脱硫系统进行了流程模拟。结果表明,当原料气中酸性组分CO2和H2S的体积分数分别由5.280%和0.028%增至6.280%和0.052%时,为了保证产品气符合国家标准,需将系统中的MDEA溶液循环量由63.25 m3/h逐渐提高至102.85 m3/h。使用Tray Rating、HTRI Xchanger Suite软件对不同MDEA溶液循环量下的塔器和换热器等重要设备进行了一系列优化。经计算,胺液吸收塔和再生塔的流体力学性能均符合要求;胺液贫富液换热器在MDEA溶液循环量提高时可串联1台同型号换热器,同时更换换热管规格,以满足系统需要并缓解堵塞;优化后的二级闪蒸装置能够较大程度地缓解装置频繁波动的情况,而在其入口处加装高效波纹板除沫器则可有效避免系统发泡。
天然气 脱硫 H2S CO2甲基二乙醇胺 流程模拟
天然气作为一种清洁、高效、安全、便捷、可靠的优质能源和化工原料,不仅能够有效改善我国能源结构,切实缓解燃料短缺的严峻现状,还可以在较大程度上减少由于使用煤炭、石油等传统化石燃料而导致的碳氢化合物和硫氮化合物排放,减少环境污染[1]。由于天然气中存在CO2、H2S等酸性组分,不仅会大大降低其热值,同时,还加速了对下游金属设备管线的腐蚀。因此,在输送至用户或进行深加工前必须对天然气进行相应的净化处理[2-4]。随着靖边气田开发规模的不断扩大,天然气中CO2、H2S等酸性组分含量较勘探初期发生了较大变化,如表1所列。

表1 靖边气田天然气组成与体积分数变化Table 1 Composition and volume fraction change of natural gas in Jingbian Gasfield (φ/%)
天然气中酸性组分含量的升高不仅会造成产品气质量下降,而且还会加速胺液在酸气脱除过程中的降解,使得溶液品质急剧恶化[5-7]。由于胺液降解产物黏度较大,且聚集后容易起泡,从而引起胺液吸收塔和再生塔的发泡与拦液、闪蒸罐闪蒸气量与液位大幅度波动、富液过滤器滤芯清洗与更换频繁、贫富液换热器大面积堵塞且传热效果变差、重沸器再生能力不足以及热煤炉负荷增大等一系列非正常现象,严重影响了脱硫系统的正常运行。
针对上述问题,为了保证产品气气质符合GB 17820-2012二类气的要求[8],即CO2体积分数不大于3%、H2S质量浓度不大于20 mg/m3,提高脱硫系统MDEA溶液循环量是简单、经济、切实可行的解决办法。为了找出提高MDEA溶液循环量后系统中可能存在的瓶颈,利用大型化工流程模拟软件Aspen HYSYS分别对不同酸性组分含量下的脱硫系统进行了全流程模拟,并在此基础上通过FRITray Rating、HTRI Xchanger Suite等专业计算软件对脱硫系统中的一些关键设备进行校核与设计,最后结合企业生产实际提出相应的设备优化方案。
1 实验部分
1.1 流程模拟
系统物性的确定是流程模拟的关键,而物性计算的准确性则直接依赖于物性模型的选择[9-11]。根据经验,利用Aspen HYSYS丰富强大的物性数据库,基于严格的非平衡物性模型,采用Kent-Eisenberg方程对该非理想系统中液体混合物的逸度系数和液体焓进行了准确描述。
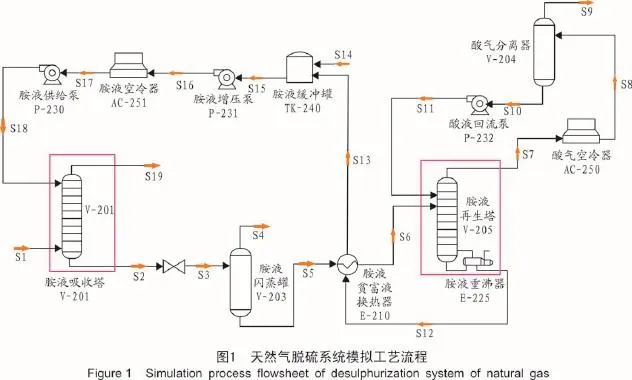
原料天然气经原料气分离器和原料气过滤器脱除其中的游离水和固体杂质后进入胺液吸收塔(V-201),使得大部分CO2和H2S被胺液吸收。脱硫后的产品气由吸收塔顶部送出系统,塔底出来的富胺液减压后进入胺液闪蒸罐(V-203)进行闪蒸,分离出部分烃类气体。富胺液经富液过滤器过滤后在胺液贫富液换热器(E-210)内与胺液重沸器(E-225)底部出来的贫胺液进行换热,加热后的富胺液由胺液再生塔(V-205)顶部进入,与塔内自下而上流动的蒸汽逆流接触再生。再生塔顶部解吸出的酸性组分经酸气空冷器(AC-250)冷却后进入酸气分离器(V-204),分离出的酸性冷凝液经酸液回流泵(P-232)送至再生塔顶部回流,而酸气则送至硫磺回收装置处理。再生塔底部出来的贫胺液换热后进入胺液缓冲罐(TK-240),与补充水混合均匀后,经胺液增压泵(P-231)送至胺液空冷器(AC-251)冷却后用胺液供给泵(P-230)打入胺液吸收塔顶部,完成溶液的循环[12-14]。
模拟的脱硫系统工艺流程如图1所示。
1.2 设备优化
随着MDEA溶液循环量的不断提高,脱硫系统中各物流关键点的物性参数,如气、液相流量、温度、压力、组成等均随之发生显著变化,势必会给相应设备带来一定的影响,因此,为了保证脱硫系统在MDEA溶液循环量提高后仍能稳定运行,在流程模拟的基础上利用FRI-Tray Rating、HTRI Xchanger Suite软件对系统中的塔器、换热器等关键设备进行了必要的优化。
2 结果与讨论
2.1 酸性组分含量与MDEA溶液循环量的关系

表2 不同酸性组分含量下的MDEA溶液循环量Table 2 MDEA solution circulation flow rate of different acidic components content
在日处理天然气300×104m3(20℃,101.325 k Pa,下同)的满负荷生产条件下,随着酸性组分含量的不断增加,为了保证产品气气质符合国家标准的相关要求,需不断提高脱硫系统中的MDEA溶液循环量,具体模拟结果见表2。
2.2 胺液吸收塔
胺液吸收塔V-201现为膜喷无返混高效板式塔,共20层塔板,其主要结构参数见表3。该塔板通过富液导出、液膜喷射和V型分离等技术,使得塔板的传质效率、压降、通量与抗堵塞性能等均有明显的提高[15]。

表3 胺液吸收塔的主要结构参数Table 3 Main structural parameters of amine absorber
当系统中的MDEA溶液循环量提高后,在进塔气量为300×104m3/d、压力为5.4 MPa的正常操作条件下,采用FRI-Tray Rating软件对V-201的塔板流体力学性能进行核算[16],计算结果列于表4。
由表4可知,现有胺液吸收塔(V-201)即使在MDEA溶液循环量达到102.85 m3/h时仍能正常运行,其塔板压降、淹塔、雾沫夹带和液体在降液管中的停留时间等塔板流体力学性能均符合相应的工艺设计要求。
2.3 胺液贫富液换热器
目前,在役的胺液贫富液换热由两台BEU型浮头式换热器(E-210/A、B)串联而成,其换热管规格为19 mm×2 mm×6 000 mm并按45°排列,折流板为单弓形,折流板间距为450 mm,其总换热面积约为650.42 m2。利用HTRI Xchanger Suite软件分别对不同MDEA溶液循环量下的胺液贫富液换热器进行校核[17-18],其计算结果列于表5。

表5 胺液贫富液换热器校核结果一览表Table 5 Rating result of lean/rich amine heat exchanger
由表5可知,当MDEA溶液循环量分别为63.25 m3/h、83.24 m3/h和95.12 m3/h时,在役胺液贫富液换热器的富余度均为正值并依次减小,表明该换热器完全能达到以上3种工况下系统指定的换热要求,但其生产负荷逐渐趋于饱和。若MDEA溶液循环量继续增大至102.85 m3/h,则贫富液换热器的富余度变为-18.22%,已不能满足生产需要,亟需进行优化。
针对上述问题,在充分利用现有设备、有效降低优化成本的指导原则下,研究认为通过在现有两台胺液贫富液换热器(E-210/A、E-210/B)的基础上串联增加1台同型号换热器E-210/C,并将这3台换热器的管束规格均更换为25 mm×2.5 mm×6 000 mm可实现优化。计算结果列于表6。
由表6可知,该设备经优化后,其冷、热流体给热系数和实际传热系数均显著增大,富余度也提高至24.31%。优化后的贫富液换热器不仅完全能够满足MDEA溶液循环量为102.85 m3/h时的换热要求,同时,换热管径的增大还彻底解决了此前由于贫、富胺液黏度过大而导致的换热器管束大面积堵塞问题。

表6 胺液贫富液换热器优化结果一览表Table 6 Optimization result of lean/rich amine heat exchanger
2.4 胺液闪蒸罐
由于胺液大量发泡是造成胺液闪蒸罐(V-203)闪蒸气量和液位波动大的主要原因,因此,如何有效减少进入闪蒸罐的胺液泡沫是解决该问题的核心与关键。
研究认为,除了在其进口位置加装必要的高效波纹板除沫器外[19-20],还可借助高度差在V-203后串联增加1个胺液闪蒸罐,即采用二级闪蒸进行缓冲,使闪蒸气量和液位更为平稳。这样不仅能保证设备的正常运行,同时,还可以最大程度地减少溶解在胺液中的烃类气体,从而有效降低脱硫系统的发泡现象。
2.5 其他设备
随着MDEA溶液循环量的增大,脱硫系统中其他关键设备的优化方案如下:
胺液再生塔(V-205)的流体力学性能指标均符合相关工艺要求,酸气空冷器(AC-250)和胺液空冷器(AC-251)经核算后可以满足系统需要。
对于胺液重沸器(E-225)来说,通过增加换热管管束、翅化换热管表面、提高热媒流率与进口温度等优化手段均可使E-225满足不同MDEA溶液循环量下的胺液再生要求。
胺液供给泵(P-230)、胺液增压泵(P-231)和酸液回流泵(P-232)等动设备及其进出口管线也能适应不同MDEA溶液循环量下的工况。
2.6 优化后的实际运行效果
为了验证装置优化后的实际运行效果,净化厂按照上述方案于2013年5月进行了系统升级与现场标定。方案实施后,胺液吸收塔和胺液再生塔的发泡与拦液现象明显缓解,胺液贫富液换热器的堵塞现象基本消失,胺液闪蒸罐的闪蒸气量和液位波动大等问题得到有效解决,各控制点参数与流程模拟结果基本吻合,产品气中的CO2体积分数为2.96%,H2S质量浓度为18 mg/m3,均满足国家标准GB 17820-2012《天然气》的要求,达到了预期的改造效果。
3 结论
(1)针对靖边气田天然气中酸性组分含量升高的实际问题,在天然气处理量为300×104m3/d的满负荷生产条件下,提高脱硫系统的MDEA溶液循环量是目前较为简单、经济、切实可行的优化方案之一。
(2)利用Aspen HYSYS对不同MDEA溶液循环量下的脱硫系统进行了全流程模拟。模拟结果表明,在CO2体积分数分别为5.280%、5.68%、6.080%和6.280%,H2S质量浓度分别为403.2 mg/m3、590.4 mg/m3、676.8 mg/m3以及748.8 mg/m3的条件下,为了保证产品气气质符合国家相关标准,需要将MDEA溶液循环量分别提高至63.25 m3/h、83.24 m3/h、95.12 m3/h和102.85 m3/h。
(3)利用FRI-Tray Rating对胺液吸收塔和胺液再生塔进行核算后可知,在不同MDEA溶液循环量下,其塔板压降、淹塔、雾沫夹带和液体在降液管中的停留时间等塔板流体力学性能均符合相应的工艺设计要求。
(4)经HTRI Xchanger Suite核算后可知,当MDEA溶液循环量分别为63.25 m3/h、83.24 m3/h和95.12 m3/h时,在役胺液贫富液换热器尚能满足系统要求;当MDEA溶液循环量增至102.85 m3/h时,则需在现有设备的基础上串联增加1台同型号换热器并将换热管束全部更换为25 mm×2.5 mm×6 000 mm的规格,该换热器经优化后不仅能达到相应的换热要求,同时还可以解决频繁出现的管束堵塞问题。
(5)通过采取在现有胺液闪蒸罐后新增1台胺液闪蒸罐并在其进口位置加装高效波纹板除沫器等手段,不仅能够有效缓解闪蒸气量和液位波动大的问题,还可以最大程度地减少溶解在胺液中的烃类气体,避免系统发泡。
(6)系统优化后,净化装置运行平稳,各控制点参数与流程模拟结果基本吻合,产品气气质符合国家标准相关要求,达到了预期的改造效果。
[1]李峰,孙刚,张强,等.天然气净化装置腐蚀行为与防护[J].天然气工业,2009,29(3):104-106.
[2]王开岳.天然气脱硫脱碳工艺发展进程的回顾―甲基二乙醇胺现居一枝独秀地位[J].油气加工,2011,29(1):15-21.
[3]王登海,王遇冬,党晓峰,等.长庆气田天然气采用MDEA配方溶液脱硫脱碳[J].天然气工业,2005,25(4):154-156.
[4]陈胜永,岑兆海,何金龙,等.新形势下天然气净化技术面临的挑战及下步的研究方向[J].石油与天然气化工,2012,41(3): 264-267.
[5]党晓峰,张书成,李宏伟,等.天然气净化厂胺液发泡原因分析及解决措施研究[J].石油化工应用,2008,27(2):50-54.
[6]邱斌,颜萍,李婷婷,等.綦江分厂天然气净化装置运行总结与问题探讨[J].石油与天然气化工,2014,43(1):24-28.
[7]聂崇斌.醇胺脱硫溶液的降解和复活[J].石油与天然气化工, 2012,41(2):164-168,247.
[8]中华人民共和国国家质量监督检验检疫总局.GB 17820-2012天然气[S].北京:中国标准出版社,2012. [9]王澎,毛翔.天然气净化装置用主要设备[J].天然气与石油, 2006,24(2):55-58.
[10]王正权,王瑶,高超,等.天然气脱硫装置适应性模拟计算[J].石油与天然气化工,2010,39(3):204-209.
[11]陈健,密建国,唐宏青,等.N-甲基二乙醇胺(MDEA)脱碳流程模拟研究[J].化学工程,2001,29(1):14-17.
[12]Benamor A,Aroua M K.Modeling of CO2solubility and carbamate concentration in DEA,MDEA and their mixture using the Deshmukh-Mather model[J].Fluid Phase Equilibria, 2005,231(2):150-162.
[13]Markus Bolhàr-Nordenkampf,Anton Friedl,Ulrich Koss,et al.Modelling selective H2S absorption and desorption in an aqueous MDEA-solution using a rate-based non-equilibrium approach[J].Chemical Engineering and Processing,2004,43 (6):701-715.
[14]Navaza JoséM,Gómez-Díaz Diego,M Dolores La Rubia.Removal process of CO2using MDEA aqueous solutions in a bubble column reactor[J].Chemical Engineering Journal,2009, 146(2):184-188.
[15]马弘,张兵,林长青,等.高效塔盘在天然气脱硫工艺中的应用[J].石油与天然气化工,2012,41(4):373-377.
[16]王雷.用FRI技术诊断催化裂化主分馏塔的极限操作[J].炼油技术与工程,2003,33(11):7-11.
[17]刘明言,林瑞泰,李修伦,等.管壳式换热器工业设计的新挑战[J].化学工程,2005,33(1):16-19.
[18]李汉.优化设计管壳式换热器[J].化工设计,2003,13(4): 15-18.
[19]蔡国仁.钛网孔波纹板除沫器的制造与使用[J].石油化工设备技术,2003,24(5):15-17.
[20]查星祺,贡宝仁.高效除沫器在乙烯装置上的应用[J].乙烯
工业,2010,22(2): 12-16.
Optimization of desulphurization system for increased acidic components content in natural gas
Fan zheng1,Liu Xiangying1,Huang Fenglin1,Li Wenhong2,Qiao Yulong3,Yan Zhao3
(1.College of Chemistry&Chemical Engineering,Xi’an Shiyou University,Xi’an 710065, Shaanxi,China;2.College of Chemical Engineering,Northwest University,Xi’an 710069, Shaanxi,China;3.The First Gas Plant,Changqing Oilfield,Yulin 718500,Shaanxi,China)
Aiming at the inferior product gas quality and frequent equipment troubles due to the increase of acidic components content in natural gas in recent years,the process of desulphurization system after the increase of MDEA solution circulation flow rate was simulated by Aspen HYSYS software.The simulation result demonstrated that it was necessary to increase MDEA solution volume flow rate gradually from 63.25 m3/h to 102.85 m3/h to satisfy national standards when the volume fraction of CO2and H2S was increased from 5.280%and 0.028%to 6. 280%and 0.052%respectively.Key facilities were implemented a series of optimization by theprofessional softwares of FRI-Tray Rating,and HTRI Xchanger Suite,etc.The fluid mechanics performance of amine absorber and regenerator were qualified for different volume flow rates of MDEA solution after calculation.When the volume flow rates increased,it was feasible schemes to add the same model of lean/rich amine heat exchanger in series and simultaneously change the specification of heat exchange tube to meet the demand and resolve block.Optimized two-level flash device could greatly relieve frequent fluctuation and fixing the high-efficiency corrugated plate demister at inlet could avoid system foaming.
natural gas,desulphurization,H2S,CO2,MDEA,flowsheet simulation
TE644
A
10.3969/j.issn.1007-3426.2014.05.001
2014-03-11;编辑:温冬云
西安市科技计划项目“智能数字管理技术开发”(CXY1345(6));西安石油大学青年科技创新基金项目“靖边气田天然气净化装置模拟与优化研究”(2012BS003)。
范峥(1982-),男,陕西西安人,2012年7月毕业于西北大学化学工艺专业,博士,讲师,现任职于西安石油大学化学化工学院,主要从事天然气净化系统优化、改造等方面的科研工作。地址:(710065)陕西省西安市电子二路东段18号。E-mail:fanzheng@xsyu.edu.cn
猜你喜欢
氮肥与合成气(2023年2期)2023-02-14
世界有色金属(2021年12期)2021-11-02
石油炼制与化工(2021年8期)2021-08-17
石油化工设备技术(2019年5期)2019-09-05
山东化工(2019年8期)2019-05-13
世界有色金属(2018年8期)2018-06-28
石油化工建设(2017年5期)2018-01-26
石油化工建设(2017年4期)2017-12-23
化工学报(2016年10期)2016-10-13
天然气化工—C1化学与化工(2015年5期)2015-03-28
