
叶轮流道五轴粗加工刀路的自适应层切法研究*
2014-05-28 15:31杨伟民楼天良朱堂葵甘文峰
组合机床与自动化加工技术 2014年4期
杨伟民,楼天良,朱堂葵,甘文峰
(1.义乌工商职业技术学院机电信息分院,浙江 义乌 322000;2.浙江大学机械工程学系,杭州 310027)
0 引言
整体叶轮是流体机械中一个不可或缺的重要部件,在压缩机、鼓风机和水泵中有广泛的应用[1]。其流道是根据透平式流体机械内部的真实流动状况而设计的,能大幅度的降低能耗。整体叶轮的成形并非叶片单独加工然后焊接在轮毂上而成,而是在单一毛坯体上经过流道开槽粗加工、半精加工、叶片表面精抛光等一系列工序成形。其中粗加工工序作为对毛坯的第一道操作,其目标是快速去除大量材料,初步形成工件形态,留下比较均匀的加工余量,为后续半精加工和精加工做准备。因此,刀具路径的规划对加工效率和加工质量有着重大影响。
为此,许多学者对针对整体叶轮的粗加工提出过多种刀具路径规划方法。叶轮的几何模型复杂,一般研究中都把叶片曲面近似成直纹面[2],李亢[3]提出了一段分段近似的方法。曹利新[4]针对大小叶片的配置,提出了一种三角形刀路,避免误切小叶片。吴广宽[5]提出先规划后剪裁的算法,保证刀路既不重复,也不过切。于源[6]则采用不同半径的刀具,分多级进行粗加工切削。张学超[7]研究了闭式叶轮的特殊形状,详细描述了边界参数点的确定、切削行参数划分、走刀步长确定和型值点网格化等四个步骤。但是上述的研究都没有考虑到分层曲面的曲率特性。
本文将从叶轮的几何形状出发,分析加工条件,确定工艺参数,提出自适应层切法策略,生成优质高效的加工刀路。
1 整体叶轮流道几何模型
如图1所示为待加工叶轮的三维几何形状,图2为叶轮待加工的流道区域,它是由吸力面Ssuction、推力面Spressure和轮毂Shub围成的一块材料Vchannel。吸力面和推力面分别是由双准线扫掠而成的直纹面。其中吸力面的两条准线参数方程为P(u)和Q(u),面上的点S(u,v)可以表示为式(1):


图1 整体叶轮

图2 流道毛坯
相应地,推力面的两条准线方程为P*(u)和Q*(u)。两面的相应准线之间只相差一个绕叶轮轴线的旋转运动,如式(2)所示。

2 自适应层切法刀路生成
层切法刀路生成是通过从毛坯最外表面一层层向轮毂曲面偏置,在每层曲面上安排刀具路径。首先将加工区域分为若干层,如图3所示为第i层曲面。然后每一层加工曲面又分解成若干条刀具路径,如图4所示为第 i层中第 j条曲线 Ci,j和第 j+1条曲线

图3 其中一层待加工曲面

图4 待加工曲面层内的刀路
在已有的文献和传统的UG、HYPER Mill等商用软件中[8-9],层切刀路按均匀参数取值,各层刀路条数是相同的。然而从整体叶轮的几何模型可以知道,待加工的流道材料呈现外宽内窄的不均匀分布特性。在靠近轮毂部分,由于流道变窄,如果使用同样数量的刀路的话,路径会变得拥挤冗余。冗余无效的走刀不仅无益于粗加工,而且增加了工时,降低了效率。因此,本文提出一种自适应的层切路径,刀具路径的条数根据该层的宽度和残留高度来确定。
首先将其中的参数v∈[0,1]平均分成n等份取定值,即令(式中 i=0,1,2,…,n),结合式(1)即可得到吸力面上的等参数曲线:

则对于流道Vchannel,每一层的待加工曲面都可以由曲线族 {Ci,θ(u}) 表达,其中每一条曲线 Ci,θ(u)皆为在吸力面上的等参数曲线Si(u)旋转不同的角度θ所得。即:

自适应层切法的关键在于,其中每一条曲线Ci,θ(u)在本层曲面内并非均匀分布。由于每层的宽度并不相同,不能使用相同的曲线间隔。为了使得每次走刀的切削量均匀,减少刀具磨损,提高刀具寿命,保证加工质量,根据本层曲面的曲率情况,并结合残留高度的定义[10]来计算相邻曲线的间隔L,如图5所示。图5a、5b、5c分别表示凹曲面、平面和凸曲面三种情况下,曲面曲率半径R、球头刀半径r、残高ε和球头刀在两个不同位置时与曲面的切点的间隔L(即两条曲线的间隔)之间的几何关系。


图5 曲面层内曲率情况与曲线间隔计算
由图可以得到,本层内第j条曲线与第j+1条曲线的间隔可由下式(5)计算:
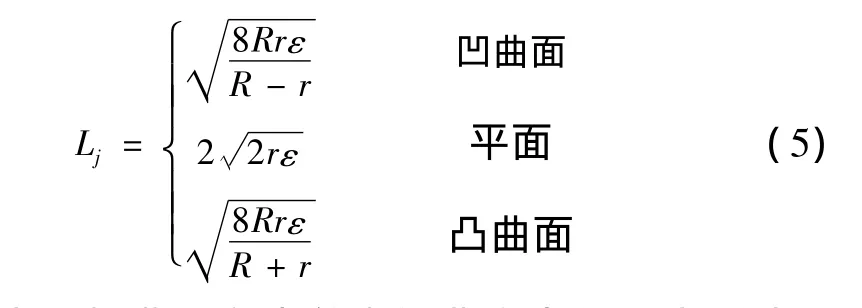
式中R为层切曲面在当前点的曲率半径,r为球头刀半径,而ε是预先设定的残留高度,在粗加工可以设为r/2。而曲线之间的旋转角度间隔为θj,可按式(6)计算获得。

式中RP为外准线在当前点到叶轮中轴线的半径。将θj代入式(4)即可得到本层中的各条刀具路径{Ci,θj|j=1,2,3,…,i=const},最后将每一层刀具路径首尾相接,即为整个刀路{Ci,j}。
因此,自适应层切法的关键在于曲线间隔(也即刀具路径的间隔)并不是一个常数,而是一个随曲面曲率半径变化而自适应变化的量,同时还能根据选用球头刀的大小以及残高调整间隔大小。
3 叶轮流道粗加工实例
利用上述自适应层切算法,生成叶轮的其中一条流道粗加工刀路,并在五轴机床上进行试切。毛坯材料为铝合金,机床为Mikron UCP 800,相应的数控系统是Heidenhain iTNC 530,使用R3的球头刀。原始毛坯是直径为φ 100的棒料,经过车削端面、外圆和圆弧。直接装夹在五轴数控机床上开始粗加工,加工结果如图6所示。刀具对流道材料分层铣削,每层内的刀路疏密根据残高条件安排,经过粗加工工序后得到的叶轮表面余量分布均匀,可以免去半精加工工序,直接进行精加工。从而,可以提高加工效率,降低制造成本。
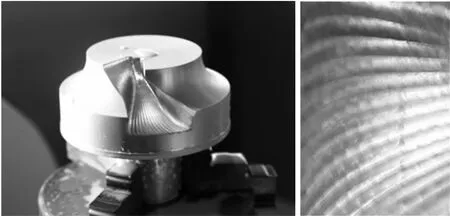
图6 整体叶轮的流道粗加工结果
4 小结
整体叶轮被称为工业上的皇冠,其加工技术水平标志了一个国家工业发展程度。其中流道的加工质量直接影响了整个叶轮的成品质量。本文以整体叶轮为研究对象,深入研究其流道粗加工。针对现有层切法的不足,提出了一种基于分层曲面曲率状况的自适应刀路规划方法。经过试切验证,该法不仅能高效切出流道,更保证了余量均匀,为下一步的精加工打下良好基础。
[1]陈文涛,夏芳臣,涂海宁.基于UG&VERICUT整体式叶轮五轴数控加工与仿真[J].组合机床与自动化加工技术,2012(2):102-104.
[2]单晨伟,任军学,张定华.开式整体叶盘四坐标侧铣开槽粗加工轨迹规划[J].中国机械工程,2007(16):1917-1920.
[3]李亢,郭连水.透平机叶轮叶片五轴数控粗加工优化方法的研究[J].航空学报,2006,(03):505-508.
[4]曹利新,马晓嘉.五坐标加工整体叶轮粗加工刀位规划[J].大连理工大学学报,2008(1):68-73.
[5]吴广宽,席光.自由曲面三元叶轮5轴数控粗加工刀位生成算法[J].西安交通大学学报,2005(7):731-734.
[6]于源,貟敏,王小椿.整体叶轮五轴粗加工多级刀位规划的计算方法[J].西安交通大学学报,2002(1):39-42.
[7]张学超,史耀耀,任军学,等.闭式叶盘叶身加工切触点规划算法研究与实现[J].组合机床与自动化加工技术,2006(2):9 -11,15.
[8]郝一舒,王德斌,岳滨楠.UG环境下的叶轮高速铣削加工技术研究[J].现代制造工程,2009(3):46-49.
[9]张云玲.基于HYPERMILL叶轮模具母轮加工方法的研究[J].组合机床与自动化加工技术,2013(5):34 -35,38.
[10]SURESH K,YANG D C H.Constant Scallop-height Machining of Free-from surfaces[J].Journal of Engineering for Industry-Transactions of the Asme,1994,116(2):253-259.
猜你喜欢
数学物理学报(2022年4期)2022-08-22
数学物理学报(2022年2期)2022-04-26
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
汽车工程(2021年12期)2021-03-08
湖北农机化(2020年15期)2020-10-13
模具制造(2019年9期)2019-10-26
科技创新导报(2019年34期)2019-04-10
制造业自动化(2019年1期)2019-01-19
科学与财富(2018年13期)2018-06-13
农机使用与维修(2018年2期)2018-02-26