氨冷库热气融霜和液锤的探讨
2014-05-25 00:36马一太顾昊翔
制冷技术 2014年3期
马一太,顾昊翔
(天津大学中低温热能高效利用教育部重点实验室,天津 300072)
氨冷库热气融霜和液锤的探讨
马一太*,顾昊翔
(天津大学中低温热能高效利用教育部重点实验室,天津 300072)
2013年发生两次严重的氨泄漏事故,在原因上都属于热氨融霜操作不当,因液锤破坏了管路的封头,造成生命财产的重大损失。本文先从原理上介绍热氨融霜的过程,并对液爆和液锤现象的产生进行分析,提出防止液锤的方法。
氨冷库;热氨融霜;液爆;液锤;氨泄漏
0 课题背景
2013年发生两起严重的氨泄漏事故,一是上海翁牌冷藏实业有限公司“8·31”重大氨泄漏事故,二是乳山合和食品有限公司“11·28”液氨泄漏事故。这两起事故都己经处理完毕,事故原因基本查清,责任人受到相应的处罚,并在全国展开制冷系统安全性的大检查,杜绝类似事故的再次发生。
通过分析发现,这两起事故有一定相似性,都是因热氨融霜操作不当,都是低压管道封头处有严重的焊接缺陷,都是管帽脱落引起大量氨泄漏造成人员伤亡。在《涉氨制冷企业液氨使用专项治理技术指导书(试行)》[1](以下简称《氨制冷指导书》)对这两起事故分析都有描述,重点摘录如下:
“情况分析:1.热氨融霜作业时,应严格按照技术操作规程要求,排除蒸发器内的液氨。当管道内留有一定量的液氨,热氨充入初期,留有的液氨发生急剧汽化和相变引起液锤现象(液锤现象:有压管道中,液体流速发生急剧变化所引起的压强大幅度波动的现象),应力集中于回气集管末端,管帽焊缝处的应力快速升高。2.管帽与回气集管焊接接头存在严重焊接缺陷,导致严重的应力集中,在压力波动过大或者压力瞬间升高极易产生低应力脆断。3.低碳钢在常温时具有较高韧性和较强抵抗断裂的能力,但在低温时则表现出极低的韧性,受冲击极易产生脆性开裂。事发管帽焊缝处的断裂呈现完全脆性断裂,说明开裂时管道处于低温状态。低温脆性再与焊接缺陷处的应力集中相叠加,更易产生脆性断裂。综上分析,由于热氨融霜违规操作和管帽连接焊缝存在严重焊接缺陷,导致焊接接头的低温低应力脆性断裂,致使回气集管管帽脱落,造成氨泄漏。”
这段内容给出了两起事故的原因。结合年初发生在吉林宝源丰发生的重大火灾夺命121人,血的教训告诉我们,在通常人们觉得相对安全的制冷行业,存在着严重隐患,随时可能危及操作人员的生命。生命无价,制冷系统的安全性比任何时期都明显地摆在制冷人的面前。
为了把热氨融霜的原理以及可能产生液锤现象进行分析,本文做了一些文献调研,并发现有一些值得探讨之处。本文所能找到一些文献,主要是近年在《制冷技术》、《冷藏技术》和《制冷》等技术性刊物中。文献[2]比较详细介绍热氨融霜自动控制系统及原理。发表于2003年的文献[3]详细分析介绍了常春市某冷库发生的一起因热氨融霜造成的事故。事故的要点是蒸发器内存有因融霜凝结的氨液,融霜结束后回气主阀打开,蒸发器中的凝结液在ΔP=0.6 MPa压差下被加速,造成回气集管的封头被打飞。这是典型的因“液锤”破坏了管道,造成了氨液泄漏,所幸没有造成人身事故,但造成严重的漏氨及商品污染事故。而这个融霜控制是看来是自动的,在使用热氨融霜时,发现管路有剧烈振动,没有排除故障,半个月后发生封头爆炸,引起漏氨。从这起事故可以找到2013年上海和乳山两起事故的影子。文献[4]说明冷风机热氨融霜不彻底的原因和解决办法,文献[5]介绍了冷风机因热氨融霜造成了管路变形、冷风机移位。文献[6]分析了在融霜时过滤器爆裂事故。这些文献都涉及了氨制冷或氟制冷的事故,文献[7~9]是丹佛斯的有关自动融霜产品样本或说明,其中也有避免液锤发生的内容。
通过上海翁牌事故的处理报告[10],可大致的了解到事故发生的时间间隔。约 10∶45,氨压缩机房的操作工潘泽旭在氨调节站进行热氨融霜作业。10∶48∶20起,单冻机生产线区域内的监控录像显示现场陆续发生约7次轻微震动,单次震动持续时间约(1~6) s不等。10∶50∶15正在进行融霜作业的单冻机回气集管北端管帽脱落,导致氨泄漏。管帽脱落后被冲出的水平距离约 3.5 m。管帽实测内径为143.2 mm,端部壁厚平均为7.5 mm。从开始融霜到管帽脱落时间仅 5 min。另外,单冻机组南北向摆放,回气集管外包保温材料,通过管道与其下方的蒸发器相连,南端管帽连接完好,北端管帽己脱落。图1显示事故现场脱落的管帽和管道。
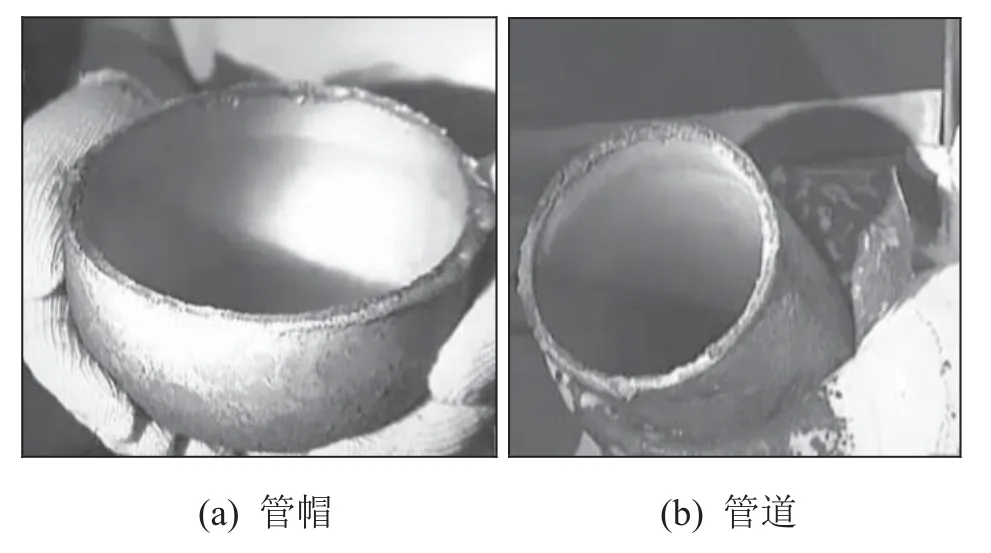
图1 上海翁牌冷藏实业有限公司事故现场的管帽和管道
文献[11]中提到,热气融霜是一种最高效的蒸发器融霜方式。在绝大多数的案例中,可以明显的看出热气融霜较其他融霜方式(如盐水融霜)的效果要好得多。
国际上在冷库中有用氨/二氧化碳复叠式循环代替氨双级制冷循环,以提高制冷系统的安全性。我国也在推广这种复叠循环,采用二氧化碳作为低温侧的冷媒,同时采用二氧化碳热气进行融霜。这时的工况相比氨而言要更加复杂,因为其压力等级及压差都要比氨系统高的多,在高压力和高压差的系统环境下,如果出现操作失误,二氧化碳系统较氨系统更易出现液锤风险。所以,有关融霜时产生液锤的研究显得特别重要。
氨是环境友好的自然工质,在工业制冷和大中型冷库承担着重要的角色,虽然发生了一些意外的事故,但通过加强管理和严格培训,今后氨的应用还应该有很大的发展。为防患于未然,作为设置制冷专业的高等学校,应该在教学中加强氨制冷安全性的有关内容。对于液爆、液锤等现象,要进行深入研究,提出防控液锤的措施,这就是本文的主要目的。
1 热气融霜(热氨融霜、热氨除霜、热气除霜)
在氨冷库的蒸发器上,即在冷风机或排墙管上,因储存货物或空气带有水分而产生结霜现象。冷风机或排墙管上凝结的霜会对其效率造成很大的影响,霜层很厚时甚至可以完全阻塞空气流动,会严重影响蒸发器的换热,需要除霜或也称为融霜。除霜方式有很多种,其中热氨融霜是一种高效、节约能源的除霜方式,在某些空气源热泵中也有采用,通常就称为热气融霜了,这在一般的制冷教材和书籍中都有介绍。
热氨融霜的原理并不复杂,它实际上是将系统中高压的氨蒸气送入蒸发器里,类似热泵原理,用蒸气的凝结放热融化管外的结霜。如果系统较简单,容量较小,蒸发器的承压能力足够,只需停机,将蒸发器中的低压液体导入低压储液器,关闭制冷时的管路,让高压蒸气进入蒸发器,进行化霜过程。待化霜完毕,需要缓冲一段时间,待液氨压力温度下降后再开机,避免化霜凝结的液体因压力高而进入压缩机。这对于中小型冷库或小型制冷热泵系统,一般不会有什么问题。
对于容量较大的氨冷库,可能有多个并联的蒸发器,可在别的蒸发器工作的条件下,对单个蒸发器轮流化霜。因蒸发器的承压能力所限,化霜的蒸气采用较低的压力。因此,为了化霜需要有单独的控制阀门,控制蒸发器的排液、进气等程序。化霜时可能需要配合外部热水融霜或电加热等程序,使得化霜过程比较复杂。热氨融霜有人工和自动两种,人工热氨融霜系统的设备比较简单,但需要有熟练的技术;自动热氨融霜在元器件和自动控制方面比较复杂,可以减轻对操作人员技术的要求,是今后发展的方向。
氨冷库循环原理和热气融霜过程如图2所示。1 -2-3-4-1是蒸气压缩制冷循环。
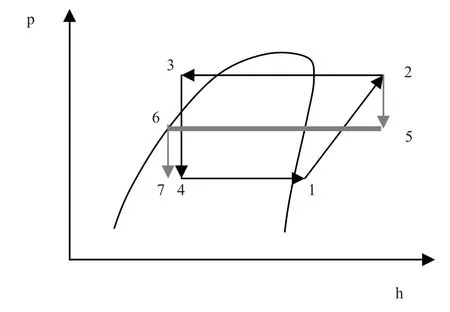
图2 氨冷库循环原理和热气融霜过程
热氨融霜过程是2-5-6-7,通常5-6需要的压力是0.65 MPa,这时对应的饱和温度是12 ℃,需要从压缩机出口或高压储液罐引出的高压氨蒸气,经过热气节流阀2-5降压,进入蒸发器。这时的蒸发器己经作为冷凝器用,氨蒸气凝结放热,用于融霜。融霜之后在6点凝结的氨液要再次降低压力,与原来的低压相平衡,为避免开阀时的压力波动,必须还要有一个6-7的节流过程。手动或自动融霜结束时,关闭融霜系统的控制阀门,先将排气阀打开10%,待阀门前后压差很小时,约0.15 MPa,阀门完全打开。给蒸发器适量氨液,开始正常制冷过程。
图3是简化的带有融霜控制阀门的蒸发器示意图,为控制正常制冷状态或融霜状态要有4组阀门,注意每一组阀门可能由两三个阀门串联组成,分别包括截止阀、电磁阀和调节阀等。参考丹佛斯的资料[7-8],无论手动还是自动,其基本的控制过程如下。
1)当蒸发器正常工作时,阀门组1、4关门,阀门组2、3打开,风扇工作。
2)当有融霜要求时,首先阀门组3关闭,阀门组2开并延迟关闭,风扇工作。延迟时间由蒸发器尺寸确定,目的是将蒸发器中的氨液尽量排空。
3)正式融霜时,阀门组2、3关闭,阀门组1打开,加调节阀4控制压力,风扇停止。时间也是由蒸发器尺寸确定。
4)融霜结束,阀门组1、4关闭,阀门组2中的阀2辅先打开,其流量仅是阀2主的10%,缓慢释放融霜时形成的凝结液体的压力,当蒸发器与低压吸气的压差降到0.15 MPa时,阀门2主打开,逐步达到正常的蒸发压力,此过程风扇不工作。
5)恢复到蒸发器正常工作,阀门组1、4关门,阀门组2、3打开,风扇工作。
注意以上控制过程仅为理解热气融霜时必要的程序而做的原理说明。当设计真正热氨融霜的控制系统时,应参照有关产品样本。
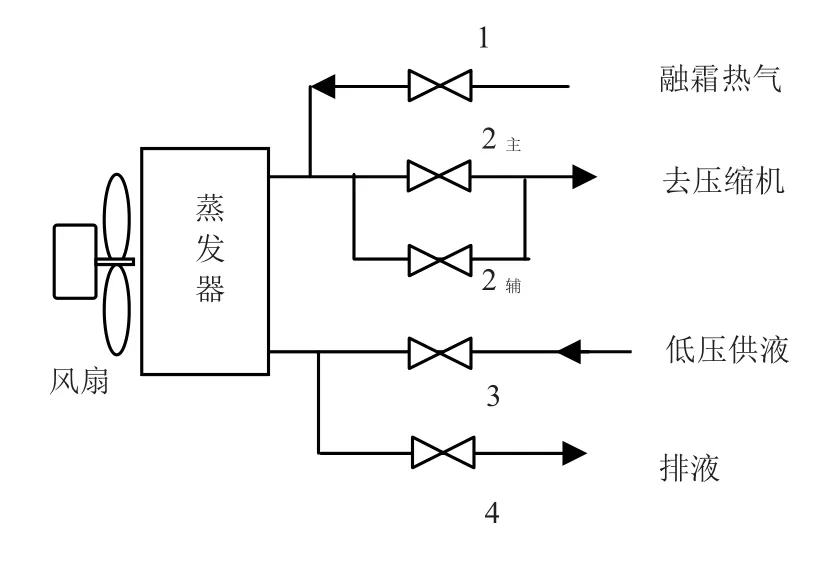
图3 带有融霜控制阀门的蒸发器示意图
2 关于液锤
纵观国内一般制冷书籍、教材、标准或操作说明,鲜有有关液锤现象的说明和介绍。液锤的产生有其自有规律,可以从水力学中有关水锤现象分析,再用热力学相似的原理,分析氨液的液锤规律。注意在《氨制冷指导书》(第47页)提到液爆,与液锤不是一回事,但液爆与液锤有一定的因果关系。
资料[11]介绍在水力学上的水锤效应(hydraulic hammer effect)是指在水泵、管道和阀门等的供水系统中水管内部,管内壁光滑,水流动阻力很小。当有水泵或阀门突然打开或关闭,有水流在压差的作用下流动,可迅速达到最大流速,当遇到阻碍时就产生冲击性的破坏作用,这就是水力学中的水锤效应。
在工业蒸汽系统或过去常用的蒸汽采暖系统中,一般要用疏水器把凝结水排空。如果有凝结水的管道中,有过热蒸汽或饱和蒸汽与水混合,凝结水会在汽化过程中体积迅速膨胀,因管道中的空间是一定的,蒸汽则会沿着管道迅速流动。来不及排除的水会在非常高的流速下流向低压端。当遇到阻挡时,如阀门、管帽,高速流动的水就会像锤子一样冲击甚至破坏阀门或管帽。这就是在蒸汽管道中产生的水锤效应。
无论什么原因产生的水锤,水锤的破坏力与水当时的动量有关,符合冲量定理Ft=mv,即作用在阀门或管道封头上的力×作用时间=水的质量×水的流速。水的质量越大,流速越高,产生的破坏力越大。
水锤现象有实验和理论分析。图4表明,在管道中有100 ℃蒸汽和冷凝水混合时,冷凝水的温度在70 ℃~80 ℃时就会产生剧烈的水锤[9]。
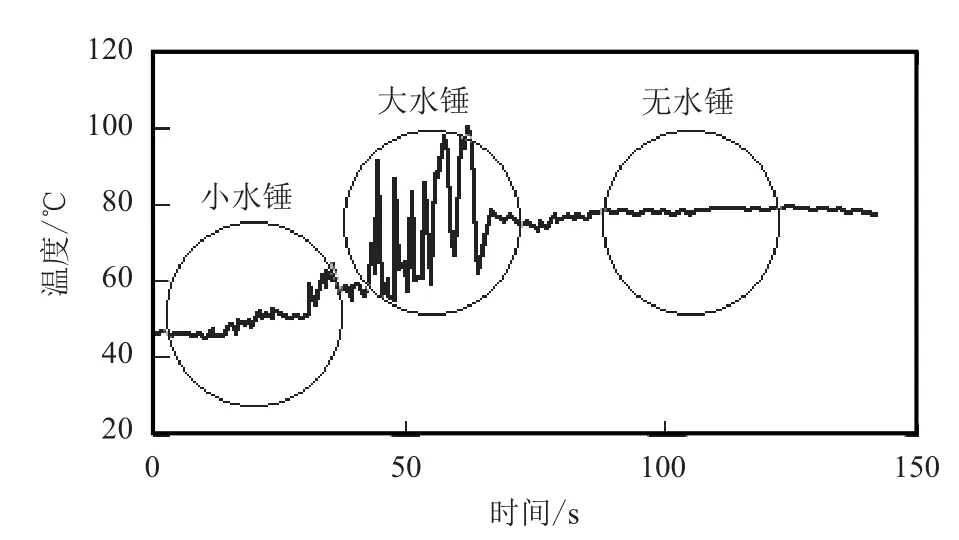
图4 水力学上液锤发生的特点[9]
当用热氨融霜时,如果在蒸发器中有氨的液体,并流入一个较长的管道,发生的现象与蒸汽管道中的水锤是相似的,也会产生剧烈的液锤。
3 热氨融霜时的液爆和液锤
液锤的发生就像炮膛中的炮弹,炮弹动能的产生有三个必要条件:炮弹、炮膛和火药。炮弹的质量越大、炮膛长度越长、火药的能量越大,炮弹的破坏力就越大。在热气融霜时没按规章操作,就可能造成液体的“炮弹”,即液锤,其产生的条件是:在一部分凝结液体因意外原因存留在低压排气管道中,排气管道比较长(这在大型冷库中是常见的),液体前后有较大的压差。
液锤的能量,还是来自高压的融霜热气,主要是图2中6点的能量释放。当融霜结束时,如果急速打开蒸发器的排气阀(图3中的阀组2),蒸发器内的液体就会因突然降压而发生液爆,液爆有时也称爆沸(explosive boiling),这是一种突然的爆炸式的闪蒸过程,来不及蒸发的液体在蒸气的夹带下冲进低压管道,这部分液体在蒸气压力的推动下迅速向管道的低压端移动,这就形成了液锤。其原理可用图5说明。
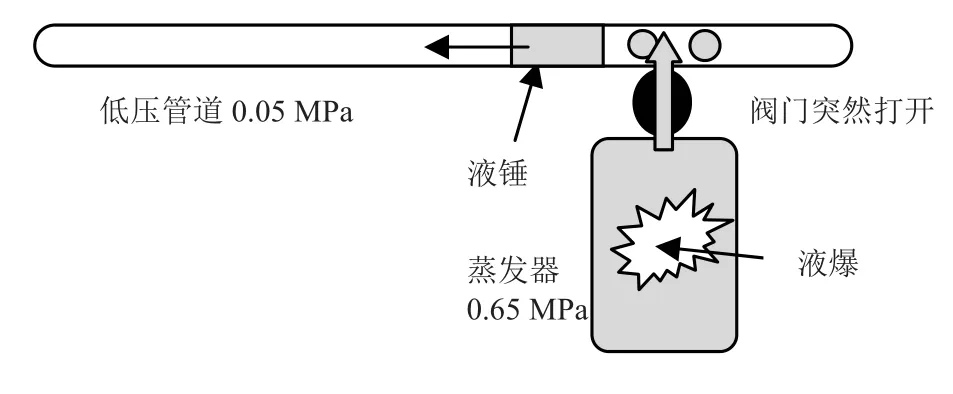
图5 液爆和液锤的形成
液爆或爆沸现象在工业领域偶有发生。当有盛有一定压力的液体的压力容器因意外突然破裂,或阀门突然打开连通大气,容器内的气体首先迅速膨胀,使容器内的压力瞬时降至大气压力。此时容器的饱和液处于过热状态,也就是说它的温度高于它在大气压力下的沸点。于是气液两相失去平衡,液体迅速大量蒸发气化,体积急剧膨胀。如果容器的阀门是向系统的低压端打开,例如氨制冷的低压端可能低于大气压力,容器内同样产生液爆。
注意液锤的发生是极其迅速、非稳态的,用一般仪表检测不出来,安全阀因有较大的惰性也不会起作用。其本质是高压热氨蒸气是有作功能力的,排入低压系统时,其高的烙值如何合理释放。高压的过热蒸气可通过凝结放热进行融霜,但其携带的膨胀功不会瞬时耗散。方法是通过缓慢节流、降压将其烙值以热量形式传递,而不要转换为膨胀功。按操作规程,融霜前要将蒸发器的液体排空,也包括润滑油。排除液体是为了融霜时容纳足够的冷凝液体,融霜后会再次有液体出现。注意这部分液体具有较高的压力,是形成液锤的主力。
如果采用手动热氨融霜,各阀门组在阀门的开闭、开阀速度、融霜时间与蒸发器的形式和体积以及环境条件都有关系,可能有很大的不确定性。这在一些人工融霜操作说明中,对控制阀门常有非定量的操作描述,如“稍微开启”、“间歇开关”、“不能常开也不能开启过大”,都是难于准确掌控的。在教学或培训上岗工人时,或者是在冷库控制系统的调试阶段,如何能做到准确无误?也许在实际操作时,稍有失手,就会出现液锤,造成氨泄漏事故。
4 液锤产生的动量分析
因文献[3]是作者能找到的最详细的数据,因此通过分析尽量回溯这篇文章中的数据。设蒸发温度为-45 ℃,对应蒸发压力为0.0545 MPa,并设冷凝温度为40 ℃,对应冷凝压力为1.55 MPa,热氨融霜通常需要的压力是0.65 MPa,这时对应的饱和温度是12 ℃,需要从压缩机出口引出的高压氨蒸气,经过节流阀 2-5降压,进入蒸发器。这时的蒸发器己经作为冷凝器用,氨蒸气凝结放热,用于融霜。融霜结束如果没有节流措施,直接打开排向压缩机的阀门,这部分液体在0.65 MPa压力的作用下,急剧汽化形成液爆,并带动液体在集管内高速流动,形成液锤并打在集管终端的封头。
虽然液体没有准确形状,在高速流动中只能是以汽液两相流的形式。但为了说明问题,我们做一些假设和化简,把在管道中流动的氨液体视为一段圆柱体。其长度为S,直径为D,两侧的压力差为0.6 MPa,管道的壁厚为0.06D,长度为L。液体开始的速度为零,并假设管道非常光滑,液体在流动过程中没有摩擦阻力,在管道中逐渐加速以最大速度撞击到端盖。如图6所示。
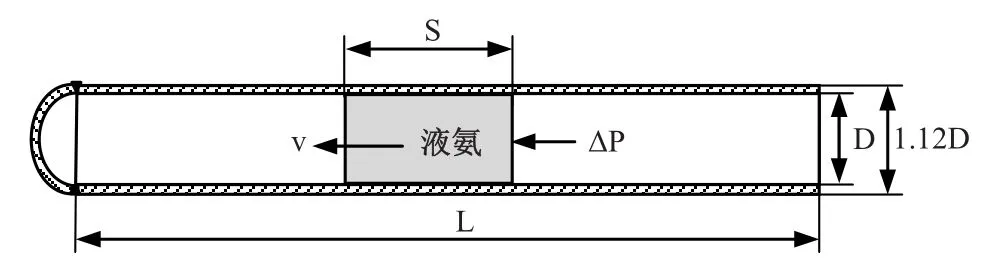
图6 液锤及管道图
液体质量:

推动力:

加速度:
因ΔP和ρ都可认为是定值,液体的加速度只和液柱的长度成反比。从实际分析,液柱不能太短,也不能太长,可设D<S<3D。
假设在理想情况下,忽略流动摩擦力,液体的运动为匀加速直线运动,最终速度为vmax,撞击时间为t,这个撞击时间是将液柱认为并不是一个刚性的整体,它可能有蒸气夹带,整段以最终速度撞击端部的封头,撞击力为Fmax:
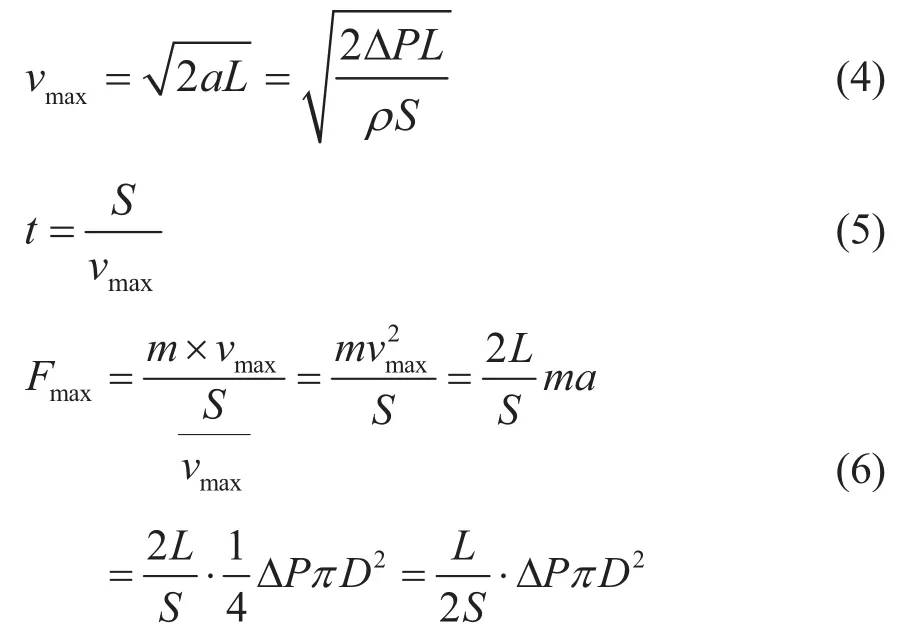
因为S与D有比例关系,设S=3D,上式可变为:

可以认为最后撞击力与集管的直径和长度都成正比。
端盖焊接处受到的破坏应力σ:
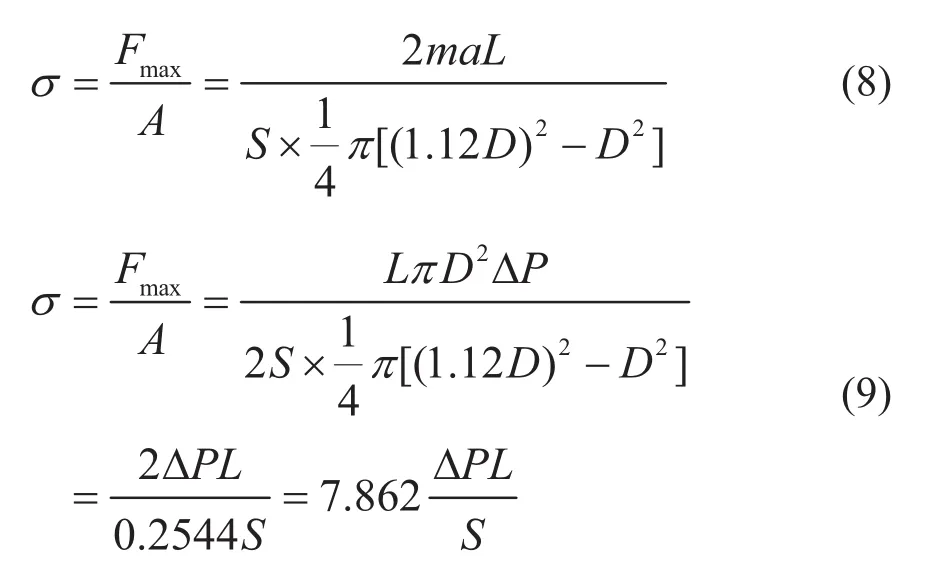
破坏力与集管长度成正比,与液体的长度成反比,这是由于我们假设,撞击时间与液体的长度成正比。
考虑焊接可能存在缺陷,设端盖焊接强度相当于同壁厚钢管的抗拉强度的一半,根据国标GB/T 699-1999查阅钢材的抗拉强度[σ]=335 Mpa,若要使得端盖被打开,则有 σ > 0.5[σ],即满足L/S > 35.51。若此比值达到临界值,当设管道内径为140 mm,S为3D时,代入氨的状态参数,则液体最终速度的大约值为261.7 m/s。
在一个有限的空间内,液爆时液体汽化,体积会发生数百倍的变化,因此液爆和液锤发生极其迅速,瞬间完成,这样的速度完全有可能。
上面的分析,虽然只是用简化的方法,也可得出液锤发生的一些规律。
1)液锤发生在细长的低压管道的端部。
2)如果管道有直角弯,液锤会打在弯头部位。
3)低压管道两端可能存在压力差,靠近压缩机吸气口一端压力会更低些,如果发生液锤,一定打在靠近压缩机的这一端。
4)由于液体的惯性,液锤不会进入T型管接头的垂直管段,而是“一往直前”。
5)液锤是液体高速流动并瞬间撞击前进方向的阻挡物的结果,因撞击在前进方向上产生瞬间(毫秒级)压力突增,在管道中安装的压力表和传感器测量不出来。
6)液锤即使没有破坏管帽,也会将其冲量转化为管路的振动或变形,甚至会造成整体管路的位移。
5 如何避免液锤的发生
为了解决在融霜过程中因阀门开启过快造成的液锤现象,关键是控制好图2中的6-7节流过程。丹佛斯公司研发了一种依靠阀门前后压差、分两步控制阀门开启度的回汽电磁阀。如图7和图8。第一步,当电磁阀线圈通电后,阀的开度为10%,使蒸发器内压力缓慢下降。第二步,当阀门前后压差小于0.15 MPa时,阀门完全打开,这时压差己无力形成液锤。
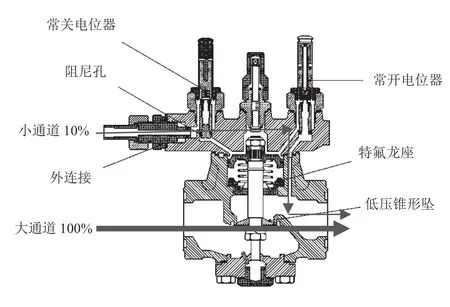
图7 回汽电磁阀结构示意图
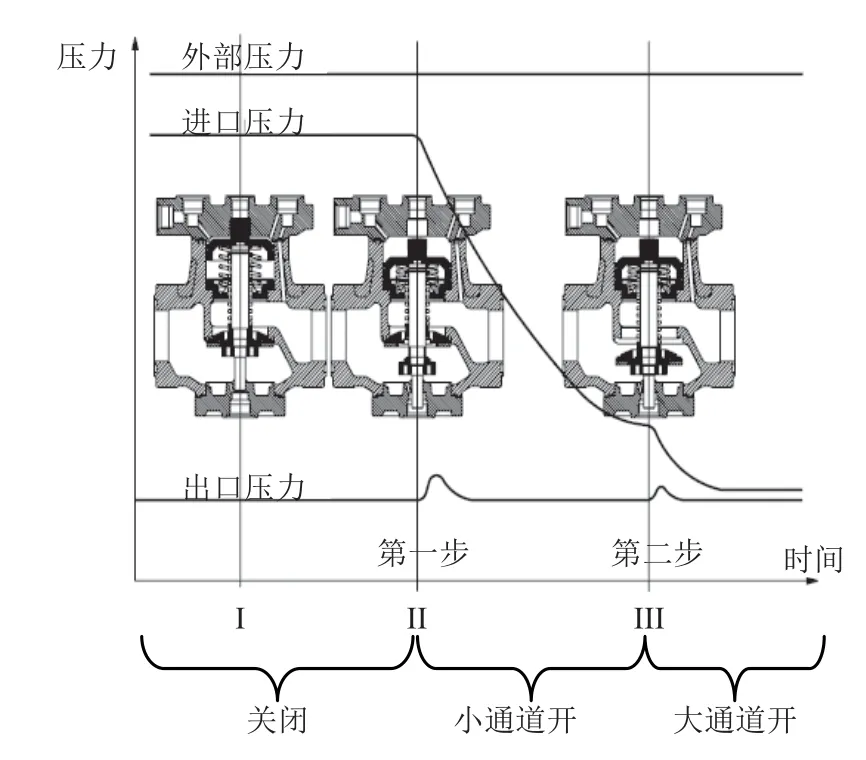
图8 回气电磁阀工作条件下压差示意图
图9 是热气除霜过程中冷风机内的压力变化图,如果按照这个图控制蒸发器内的压力,不会发生液锤现象。
如果不采用图7的组合阀,完全可以用两个不同流量的截止阀或电磁阀并联实现小流量和大流量的组合。
可以说,避免液锤发生的最核心的关键处,一是融霜前尽量排空蒸发器内的低压液体,二是阀组2的设计和操作。如果能对目前存在隐患的氨冷库融霜操作系统进行改造,就能达到安全运行。当然,对于任何阀件的选取、管道的选材和焊接质量都不能有丝毫差错,才能保证万无一失。
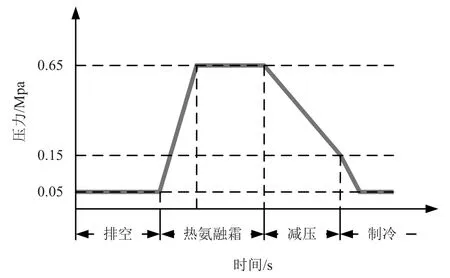
图9 热气除霜过程中冷风机内的压力变化图
另外,在低压集管的端部,设置缓冲系统也可有效防止液锤造成破坏。例如在管道内部加入阻尼系统,吸收液锤的动量。如果从最坏的可能考虑,作为低压集气管的端头管帽处,可安装一个安全帽,将管帽部位套在其中,而不是暴露在冷库或车间。这样,万一发生管帽脱落,液氨会阻隔在安全帽之中,可解除氨泄漏的危险。
6 结论
本文通过文献调研,分析发生在2013年的两起因热气融霜操作失误引起的严重氨泄漏事故,给出了液爆、液锤的发生原因和液锤的动量分析,以及避免发生液锤的方法。
由于国内制冷教材、产品样本或操作说明中鲜有关于液锤的内容,而液锤的发生密切关系到氨冷库的安全和操作者的性命。作者希望将相关内容展开讨论,对现在的氨冷库进行合理改造,以保证氨制冷系统的安全运行。
以上仅对参考文献所涉及的故障现象作了分析,实际中的故障或事故可能有多方面的原因,本文难免挂一漏万。如有不当之处 ,望各位同行多提宝贵意见。
[1] 国家安全监管总局监管四司. 涉氨制冷企业液氨使用专项治理技术指导书(试行)[M]. 2013.
[2] 战文, 张华. 热氨除霜系统及其管路控制阀件的运行调节方法[J]. 制冷技术, 2005, 25(1): 44-48; 2005, 25(2) 34-37.
[3] 黄劲松. 关于热氨融霜液锤现象的探讨[J]. 冷藏技术, 2003(4): 11-13.
[4] 李宪光. 冷风机热氨融霜存在的问题及解决方案[J].制冷, 2000, 19(2): 80-81.
[5] 汪传银. 关于热氨融霜造成管道变形冷风机移位的分析[J]. 制冷技术, 1995, 15(2): 27-28.
[6] 姜典举, 丁建国, 韩强. 某热气融霜管路供液过滤器爆裂事故分析的试验研究[J]. 冷藏技术, 2012(2): 6-9.
[7] 丹佛斯有限公司. 热氨融霜控制系统[EB/OL]. http:// www.doc88.com/p-339776677313.html.
[8] 丹佛斯有限公司. 热氨融霜控制系统[EB/OL]. http:// www.doc88.com/p-3929989784976.html.
[9] MIKHAILOV A, KORTSTEE J. 采用天然制冷剂的低温蒸发器热气除霜[EB/OL]. http://www.rbsq.cn/news view.asp?ID=4194.
[10] 上海市安全监管局. 上海翁牌冷藏实业有限公司“8·31”重大氨泄漏事故调查报告[EB/OL]. http:// www.shanghai.gov.cn/shanghai/node2314/node2319/nod e12344/u26ai36933.html.
[11] 百度百科. 水锤[EB/OL]. http://baike.baidu.com/link? url=XKM_ZLhve-7s0lcLD1L8SRFMzNodQ7_F8qRYge _LKQA_S2VHH_bcI9EhfztkakiE.
lnvestigation on Hot Gas Defrost and Liquid Hammer in Ammonia Cold Storage
MA Yi-tai*, GU Hao-xiang
(Key Laboratory of Efficient Utilization of Low and Medium Grade Energy, MOE, Tianjin University, Tianjin 300072, China)
Two accidents of leak of ammonia that took place in 2013 were attributed to wrong operation of hot gas defrost. It is the liquid hammer that destroyed the elliptical head of the pipe, resulting in the great loss of life and property. The process of hot gas defrost is introduced according to the principle. The appearance of liquid explosion, liquid hammer and how to prevent it are also analyzed.
Ammonia cold storage; Hot gas defrost; Liquid explosion; Liquid hammer; Leak of ammonia
10.3969/j.issn.2095-4468.2014.03.102
*马一太(1945-),男,教授,博士。研究方向:制冷与热泵节能技术。联系地址:天津市南开区卫津路92号,邮编:300072。联系电话:022-87401539。E-mail:ytma@tju.edu.cn。
猜你喜欢
今日农业(2022年15期)2022-09-20
流程工业(2022年3期)2022-06-23
汽车工程师(2021年12期)2022-01-17
煤气与热力(2021年3期)2021-06-09
装备制造技术(2020年4期)2020-12-25
家禽科学(2020年8期)2020-10-09
化工设计(2020年3期)2020-06-27
老年教育(老年大学)(2019年9期)2019-01-13
种子科技(2017年7期)2017-08-11
中学科技(2014年11期)2014-12-25