我国氨系统冷库安全现状及发展建议
2014-05-25 00:36司春强唐俊杰马进王昕
制冷技术 2014年3期
司春强,唐俊杰,马进,王昕
(1-国内贸易工程设计研究院,北京 100069;2-北京二商集团有限责任公司西郊食品冷冻厂,北京 100081)
我国氨系统冷库安全现状及发展建议
司春强*1,唐俊杰2,马进1,王昕2
(1-国内贸易工程设计研究院,北京 100069;2-北京二商集团有限责任公司西郊食品冷冻厂,北京 100081)
基于我国氨系统冷库的安全现状和发展趋势,从冷库设备陈旧、搬迁困难等方面分析了冷库现存的安全隐患。针对我国的冷库行业特点,提出了冷库设计应标准化和冷库系统应高度自动化;针对安全管理,建议优化监测点和监测预警技术;针对泄漏处置,建议物理和化学方法相结合的无害处理方式。为我国氨系统冷库的改造和新建提供有效的技术方案。
氨系统;冷库;安全;监测
0 引言
随着全球变暖问题日益突出,臭氧层破坏严重,各国积极推进 HCFCs制冷剂的淘汰和替代工作。由于经济发展推动冷冻冷藏行业发展,冷冻冷藏设备设施社会需求量增大,使得制冷剂替代工作的尤为迫切和重要[1]。CO2作为天然制冷剂具有良好的环境友好性,但是蒸发温度高于-25 ℃时,效率较低;跨临界循环压力过高,也存在重大安全隐患,因此限制了其在冷库行业的发展,目前即使在欧美地区也没有全面推广。氨作为绿色环保制冷剂,对臭氧耗损潜能值(ODP)为零,全球变暖潜能值(GWP)为零,不仅具有良好的热物性,而且是天然物质、价格低廉,因此在全世界范围80%的大型冷库中得到应用。氨制冷系统的关键问题是安全问题。氨具有毒性,在空间积聚的浓度达到一定值时还有潜在的燃烧、爆炸危险。冷库氨泄漏事故发生的时间、地点、环境具有很大的不确定性,一旦发生事故,极可能导致死人、伤人,给员工家庭和企业造成巨大损失和危害。因此在冷库工程的设计、建设中,必须做好氨制冷系统的安全与防护;在冷库的运行和管理中,完善监测预警系统,使氨系统冷库连续处于受控状态[2]。最终实现全面保证氨系统冷库运行安全,最大程度的保证人身财产安全,降低甚至避免氨泄漏所造成的损失。
1 我国冷库现状
1.1 发展现状
从 1955年我国建造第一座现代冷库开始,经历50多年的发展,我冷库总容量从最初的3万吨到现在近千万吨[3]。随着经济的迅速发展,各地区新建冷库数量呈迅猛发展,各种冷库星罗棋布[4]。近几年我国冷库新增容量急剧增加。冷库分布主要集中在东部沿海地区、环渤海经济区、南部两广地区等,同时也己经开始由经济发达地区向经济不发达地区散射,如图1所示。
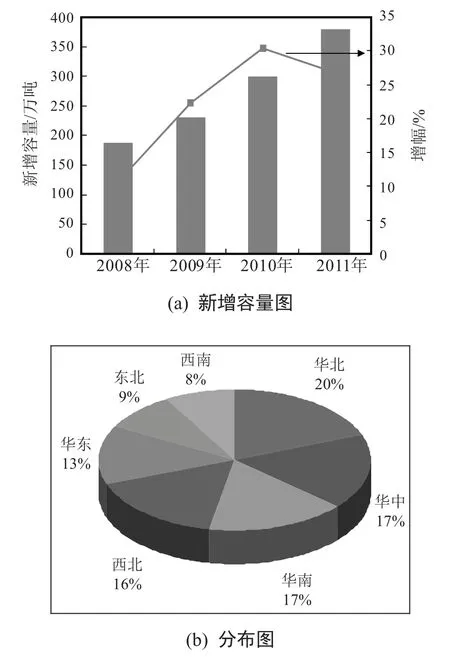
图1 我国冷库发展现状
2010年《农产品冷藏链物流规划》的颁布,更是给冷库的发展注入了新的动力。但是发展的同时也为冷库安全问题提出了更大的考验[5]。
1.2 氨冷库安全现状
1)设备陈旧,隐患众多
从我国最初建造氨系统冷库至今,氨系统冷库己经运行了几十年,这些冷库的设备陈旧、管路老化、阀门垫圈老化等潜在危险十分突出,同时现有冷库操作人员的不规范更加剧了氨系统冷库的危险程度。
2)事故频发,损失惨重
近些年我国氨冷库的泄漏事故时有发生。2004年8月29日,重庆巴南区某食品饮料厂内发生氨气泄漏事件,造成20余人中毒,200多人转移,方圆百米内的居民全部疏散;2010年6月,青岛一家冷库发生氨泄漏爆炸事故,造成一名工人中毒冻伤后死亡;2010年9月9日,宁夏一食品企业氨气管道破裂,导致方圆数公里内的数千人员疏散;2010年11月,金乡县冷库液氨泄漏,造成多人受伤;同月福建宁德一家制冰厂氨气泄漏,500人紧急疏散;2011年10月,大连发生氨冷库泄漏事件,造成3人受伤;2012年7月,漳州市发生一起冷冻厂氨泄漏事故,造成重大损失。
3)位置特殊,处置困难
当年我国众多氨系统冷库都是建设在市郊,远离城市中心,但是随着我国城市化进程发展,众多冷库所在位置己经成为了当今城市的中心,一旦发生泄漏造成危害,其程度难以想象。同时,人口的密集也给氨泄漏事故的处置增加难度。
4)作用突出,难以拆除
诸多氨系统冷库处在城市贸易核心区域,对冷冻冷藏行业、商业有着重要的作用,同时也是满足人们对高品质冷藏食品需求的重要保障,不可以拆除弃之,必须采取有效措施,解决氨系统泄漏的潜在危害。
众多事故案例和潜在危险表明,解决我国氨制冷系统的安全问题势在必行,这同时也是推进我国冷冻冷藏行业发展、推动我国经济进步的重要措施。
2 解决方案
针对氨泄漏问题特征,国外结合自己的环境和需求,采取不同措施。欧洲对冷库使用氨系统的安全控制是通过相关规范来实现的[6]。规范中明确指出,冷库建设中需要划分区域,对机房等泄漏核心区进行重点防护,明确规定上述危险区域的浓度监测探头数量。美国的氨冷库多数建设在人口稀疏的郊区,其安全措施主要是根据浓度监测探头启动通风和喷淋装置,将氨溶于水以液体或者通过吹风以气态直接排向环境。我国氨冷库多数建设在人口密集的地区,直接排空将会对周围人身安全带来隐患,即便是水溶解后,氨溶液的排放也受到限制;同时我国现有氨系统冷库历史较长,自动化程度很低,很难直接使用欧洲标准。因此必须研究适合我国氨系统冷库现状的解决方案。
2.1 标准化设计
通过国家标准规范,对氨系统管道按照压力管道规范进行设计、安装和维护;按照压力容器规范进行设计、制造、安装和维护;系统设计中采用超压防护措施,如安装安全阀和压力报警开关等。
2.2 优化设计监测点
《冷库设计规范》(GB 50072-2010)[7]第7.2.1条规定,氨压缩机房应安装氨气浓度自动测量装置,当氨气浓度接近爆炸下限的10%时,应能发出报警信号。通过计算机仿真技术,对氨系统进行仿真分析,研究机房、管路和冷库内最大泄漏可能点,根据仿真结果,优化监测点的布置。实现监测点覆盖全部潜在泄漏区域,避免出现盲区,同时多测点交叉监测减小误报的可能性。
2.3 提高自动化程度
日本氟利昂系统对策委员会对168件氨系统泄漏事件统计发现,管道、密封垫腐蚀占 29%(48件);日常操作错误32%(52件);维修作为错误13%(22件);液位计破裂8%(13件);其他18% (31件)。上述统计结果表明,人为操作事故高达45%。因此对现有氨系统冷库进行自动化改造,弱化人为操作是降低氨系统潜在危险的有效手段。同时系统自动化程度的提高,也是现实智能化监测应急处置的前提。
2.4 发展监测预警技术
结合石油化工等行业的泄漏监测技术,根据氨系统冷库的泄漏特点,进行技术改进,研究开发适合氨系统泄漏的监测预警设备和方法。结合监测点的优化布置,实现对泄漏及时监测预警和准确判断事故发生部位。针对泄漏事故的可能形态,制定不同的泄漏处置方案,避免二次伤害和泄漏程度扩大的发生。
2.5 应急处置技术
应急处置技术应包括三个层次。第一,一旦发生泄漏,监测系统探测到泄漏事件后马上启动通风、喷淋装置,对己泄漏至空气中的氨进行稀释排空;第二,启动隔断控制阀门,将泄漏段隔断出来,并同时启动回收装置(安装在系统中的附加压缩机,将隔断段未泄漏出来的氨回收)和吸收消纳装置(对正在泄漏的氨通过化学方法进行无害化分解);第三,通过对处置后的含氨工质的空气、水等进行合理的收集或者其他处置方案,避免二次伤害。
通过前期的安全设计和施工,辅之智能监测控制系统,配套应急处置技术可以极大降低事故发生概率,对既发事故可以快速做出反应,最大程度降低损失,这将是解决我国氨系统冷库泄漏问题的有效手段,是促进我国冷库行业发展的重要动力。
3 结论
我国氨系统冷库己经有 60多年的历史,随着经济的快速发展,其地位越来越重要。面对旧冷库设备老化、系统自动化程度低和新冷库发展需求等诸多难题,有效的解决氨制冷系统的安全问题是最有效的方案。合理的安全设计和施工、智能的监测预警系统以及全面的应急处置技术是我国氨系统冷库发展重要手段,是促进我国冷冻冷藏行业的发展、推动我国经济的进步重要动力,对提高我国经济实力和人民生活水平具有重要的现实意义。
[1] 徐庆磊. 当前氨制冷剂在冷库中应用的公共安全问题值得密切关注[J]. 冷藏技术, 2006(3): 1-4.
[2] 沈克文. 氨制冷系统安装项目质量控制要点[J]. 石油和化工设备, 2012, 15(11): 37-40.
[3] 涂中强, 魏龙. 氨制冷系统在国内冷库中的应用分析[J]. 洁净与空调技术, 2010(4): 59-61.
[4] 叶尉南. 我国冷库建设的现状及入世后冷库建设的发展趋势[J]. 冷藏技术, 2002(2): 5-9.
[5] 杨一凡. 氨制冷技术的应用现状及发展趋势[J]. 制冷学报, 2007, 27(4): 12-19.
[6] 张建一, 徐颖. 国内外大中型冷库制冷剂的现状和发展动向[J]. 制冷学报, 2009, 29(3): 1-4.
[7] GB 50072-2010. 冷库设计规范[S].
Security Situation and Development Recommendations of Cold Storage with Ammonia System in China
SI Chun-qiang*1, TANG Jun-jie2, MA Jin1, WANG Xin2
(1- Internal Trade Engineering & Research Institute, Beijing 100069, China; 2- Xijiao Food Cold Storage Plant, Beijing ER Shang Group Co., Ltd., Beijing 100081, China)
According to security situation and development trend of cold storage in China, the security risks existed in cold storage is analyzed from obsolete equipments and difficult to relocation. For our cold storage industry characteristics, several recommendations are proposed. Standard design and highly automated cold storage are recommended. For security management, the monitor point and technology should be optimized urgently. Combination of physical and chemical methods is probable way to process the leakage of ammonia. The effective technical solution is suggested for ammonia cold storages in our country.
Ammonia system; Cold storage; Security; Monitor
10.3969/j.issn.2095-4468.2014.03.103
*司春强(1982-),男,高级工程师,博士。研究方向:冷库安全技术、制冷新技术。联系地址:北京市右安门外大街99号华商科技大厦606室,邮编:100069。联系电话:010-63565489。E-mail:sichunqiang@126.com。
北京市重点项目(D13110600430000)
猜你喜欢
今日农业(2022年15期)2022-09-20
煤气与热力(2021年10期)2021-12-02
煤气与热力(2021年5期)2021-07-22
家禽科学(2020年8期)2020-10-09
制冷(2019年2期)2019-12-09
老年教育(老年大学)(2019年9期)2019-01-13
专用汽车(2016年5期)2016-03-01
专用汽车(2016年5期)2016-03-01
汽车维护与修理(2016年3期)2016-02-28
汽车实用技术(2015年8期)2015-12-26