某船舵系修理与检验
2014-05-23 04:16:38赵长斌
中国修船 2014年3期
赵长斌
(中国船级社天津分社,天津 300457)
某船在南美接受检查时发现舵叶下沉,由于当地不具备永久性修理条件,故采取水下临时性修理措施后满载自主航行回国内,在天津港进行永久性修理。
1 基本信息
该船舵杆的基本参数,材质,S45C(日本标准,相当于中国的45#锻钢);舵杆锥体锥度:1∶10;锥体大端直径:390mm;锥体长度:580mm。
2 水下检验情况与临时水下修理措施
该船舵系型式为半悬挂舵,经水下检查发现:舵杆下端螺母松脱,舵叶整体下沉约76mm,导致舵叶触碰挂舵臂,舵叶上检查孔板焊缝有裂纹,舵叶向后倾斜。
由于发现舵下沉时船舶处于满载状态,且当地不具备进坞条件,因此船东安排施工单位进行水下修理,施工过程如下。
首先在舵叶和船体上焊吊环,将舵叶尽可能提升至原高度;舵叶提升后,割除上检查孔板,以舵杆下端螺母与舵叶间距为高度加工2块半圆形垫块,并将其至于螺母与舵叶之间,并与螺母、舵叶焊在一起;为防止舵叶与螺母继续下移,新制保险杆和封板,将封板与螺母焊接,保险杆穿过封板与螺母焊接;为保证舵效,用4块肘板将封板、螺母、垫块、舵本体焊接在一起,肘板同时也是防止舵叶、螺母继续下沉的措施,修理完成图见图1。
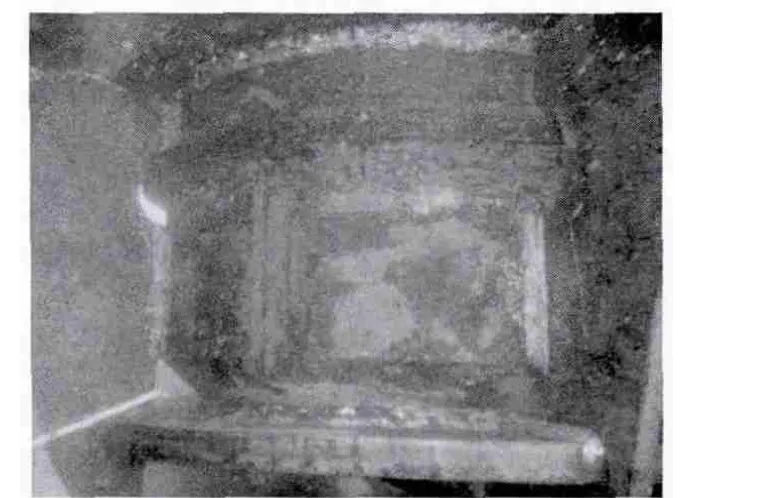
图1 临时修理完成图
这一水下临时修理用时约1周,用料简单且对零部件加工工艺、精度均没有太高要求,修理后该船满载从南美回到国内,船长反映操舵正常,船进坞后发现所有临时修理部件状况良好,证明了临时修理的有效性。除了对施工人员水下焊接技术要求较高外,该方案不失为一种快捷有效的针对舵下沉事故的应急修理方案,值得我们学习和技术储备。
3 进坞后损坏情况检查、原因分析及舵系的永久性修理
3.1 损坏情况
船舶进坞后,舵叶、舵杆解体及无损探伤后发现存在以下问题。
3.1.1 舵叶
1)舵叶目检未见明显变形,随边对称性良好,线型正常;舵叶本体未发现裂纹,舵杆螺母锁闭杆已脱落。
2)舵杆目检未见明显变形和裂纹,锥体部位表面未见过量腐蚀;键槽边缘有滚边现象,尤其下缘较严重;螺纹部位可见2处较严重的螺纹倒伏变形,变形区域均沿舵杆轴向分布,螺纹向船底方向倒伏。
3)挂舵臂舵钮塞隆套目视检查状况尚好。
4)舵叶锥孔内表面锈蚀较严重,键槽边缘有滚边。
3.1.2 舵杆
经现场磁粉和着色探伤发现:与下舵承配合处的舵杆表面有多处裂纹,最长裂纹约145mm.深度至少2mm,沿圆周方向分布;锥体键槽边缘也有多处裂纹。
鉴于上述情况,决定将原舵杆废弃,换新舵杆1根。
3.2 损坏原因分析
该船舵叶与舵杆采用有键连接,舵叶锥孔与舵杆锥体采用过盈配合,其过盈量由安装时的轴向位移 (压入量)S1保证,S1按以下公式计算:

式中:S1为轴向位移量,mm;d1为舵杆锥体大端轴颈尺寸,mm;k1为配合面的锥度。
具体到本船,其压入量应不小于1.17mm。
该船舵系损坏时距上次特检不到2年,特检时对舵系进行了拆检,情况正常。从本次舵系损坏情况分析,其损坏过程应是舵叶上检查孔板 (舵杆小端位置)焊缝先漏水,在海水腐蚀下舵杆螺母下方的锁闭杆焊缝、舵杆螺纹出现锈蚀,导致锁闭杆脱落、螺母在舵叶和自身重力作用下松脱下移;螺母松脱后舵杆小端密封压盘失去作用,海水不断冲蚀舵杆锥体,锥体锥孔接触面锈蚀,舵杆与舵叶之间出现间隙,舵杆向舵叶传递扭矩所依靠的接触面静摩擦力减小,仅靠起保险作用的键来转舵,导致键槽滚边;由于失去螺母的垂向定位作用,在重力作用下舵叶逐渐松动下移,从上所述公式推算,该船舵杆锥体锥度只有1∶10,舵叶压入量取值较小,一旦舵叶下移,即使下移量只有几毫米也容易导致舵叶舵杆之间的过盈配合失效,进而导致掉舵。幸运的是,该船发现损坏时舵杆螺母并未完全脱落,舵叶下移不大,但正由于尚有舵效,船员对舵叶的损坏毫不知情,若非外部检查偶然发现,很可能引起舵叶丢失、船舶失去操纵能力的严重后果。此外,舵杆下端原键槽由于不是平行于锥体母线设置,导致键与键槽之间的接触面积不满足要求,先是由此导致键与键槽都受到过度力的挤压作用而发生变形乃至出现键槽根部裂纹,使键失效,由此继而引起舵叶与舵杆之间出现相对转动摆动,导致本应由键承担的转矩都作用在防止舵杆下端螺母与舵叶舵杆之间发生相对转动而松脱的螺母定位销或定位肘板上,并进而导致定位销或定位肘板的焊缝开裂,失去定位作用,螺母出现松脱,也可能是最终导致舵叶下沉的原因之一。
3.3 舵系的永久性修理
根据损坏情况,处于恢复船舶适航性和加强舵系可靠性考虑,本次舵系永久性修理采用如下修理工艺进行。
1)参考船东提供的图纸和原舵杆实物,绘制舵杆零件加工图。
2)根据新绘制舵杆图加工新舵杆和舵杆小端螺母;新舵杆毛坯件做热处理后,应做UT探伤,成品后应做磁粉探伤,不得有缺陷存在。
3)由于舵叶锥孔键槽变形较严重,且内表面腐蚀较严重,所以将锥孔处扩孔加工,将锥孔大端直径由390mm加工至550mm,然后在扩孔处嵌入1个“预制铸钢套”(以下简称铸钢套)。
4)铸钢套材质为SC-42(原舵叶铸钢件材料,日本标准,相当于中国铸钢ZG310-570),原图纸要求材料含碳量质量分数小于0.18%,本次修理继续按此标准选材。
5)对铸钢套要求如下:铸钢件的外径公称尺寸为550mm,与舵叶扩孔后直径相同,为保证工作质量,二者采用过盈配合安装,过盈量为0.15~0.20mm;在预制铸钢件上下两端开焊接坡口,坡口角度为55°,深度为20mm;预制铸钢套中间锥孔和键槽均按图纸加工。
6)新制键块,材料选用55#锻钢。
7)按预制铸钢件锥孔制作阳梢板1块,再根据阳梢板制作阴梢板1块,二者合为1套。
8)根据梢板的尺寸加工舵杆锥体 (锥度为1∶10)。
9)将预制铸钢件与舵杆锥体进行锥孔研磨,研磨时要将新制键与舵杆连接紧固。研配要求:着色点为每25mm×25mm有2~3个点为合格,总接触面积75%以上。
10)待研磨工作完毕后,再将预制铸钢套安装在舵叶本体上。安装采用液氮冷却安装。安装时要注意以下2点:为保证方位安装准确,要在预制铸钢件上划出十字线,舵叶本体上也要划出十字线;为防止安装过位,在舵叶本体座孔下端需焊上限位挡板。
11)待铸钢套安装完毕,且温度恢复到常温后将铸钢套与舵叶铸钢件焊接在一起,焊接采用CO2气体保护焊,焊丝牌号:ER80S-G。
12)铸钢套焊接完毕后,将舵杆锥体与舵叶锥孔再进行着色研配检查,研配结果需满足钢规的要求。
13)舵叶修理后应进行0.02MPa气密试验,舵叶上下检查孔板焊后进行真空试验及无损探伤。
14)舵叶、舵杆安装后需进行零度角校检,人工转舵试验 (左35°,右35°),测量并记录止跳块与舵柱间隙 (2~5mm),机械转动应顺畅。
15)舵叶、舵杆大小端密封压盘时,需进行间隙量的测量,以保证密封胶条的压紧量。密封上压盘的间隙为14mm、下压盘的间隙为15mm;胶条尺寸为D16mm。
原键块布置型式为与舵杆轴线平行,此布置型式导致键槽的两侧面深浅不同,浅的地方易出现滚边现象,且损坏事实也是如此;在本次修理中,根据键槽出现的问题,对原船的键槽结构型式进行了改进,将锥孔键槽改为平行于锥体母线型式,键块的大小与原件相同。
此外,对舵叶锥孔进行扩孔后嵌入铸钢套是本次修理工艺的重点所在,采用这一方法的前提是在舵叶铸件扩孔后剩余壁厚结构强度足够,其优点如下:无需改变新舵杆的尺寸,避免了因舵杆尺寸和重量增大带来舵机负荷增加可能导致的问题;修理所需的时间和经济成本均较低;铸钢套与舵叶铸钢件采用过盈配合且焊接在一起,理论上等同于与舵叶连为一体,舵杆与舵叶 (铸钢套)的配合与原船一致,日后拆装都较容易。
除了上文提到的,对舵杆键槽型式的改进外,为了加固舵杆螺母,验船师建议船厂在螺母安装后在锁闭杆两端加焊肘板将锁闭杆与舵本体焊在一起,但最终船厂采用了在螺母上加焊肘板的方式(如图2),船厂方案施工较简单且对于加固螺母无疑是有效的,但存在日后拆卸时损坏螺母的问题,对新船不建议使用。
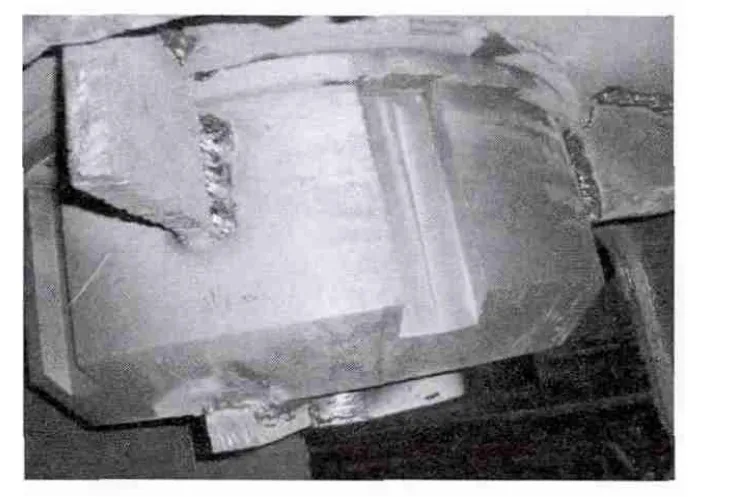
图2 永久性修理完工图
4 船舶营运和修理中舵系检查的注意事项
掉舵事故是船舶常见的损坏形式。这种损坏一般发自舵系内部,且初期多数无明显迹象,在船舶营运期间较难发现。为防止类似事故,船员和检验人员应注意以下几点。
对船员来说,轮机部船员应在航行期间对舵机舱的任何异常响声和振动保持警觉并及时上报;甲板部船员特别是大副则应熟悉本船的舵叶止跳块位置和间隙数值,每次靠港看吃水时需注意观察止跳块间隙有无异常;船员还应定期进行小舵角操舵试验,观察舵叶与舵杆随动时有无空舵现象。
对检验人员来说,每次坞检时也应加强对舵系的检查,具体关注点如下。
1)经验表明,造成舵下沉/掉舵事故的直接原因通常是舵杆螺母下移、脱落;间接原因包括舵杆压入量不足、舵检查孔板漏水等。直接原因单独作用即可造成事故,间接原因则通过诱发直接原因起作用。
2)舵杆螺母的下移乃至脱落是一个渐进的过程,但其根本原因却通常都是安装不到位。一般来说造成螺母安装不到位的原因有如下几点:①上紧力不足,导致长期使用后松动、这要求检验人员根据图纸确定预紧力数值,安装时加强对上紧力的监控。②螺母结构原因,目前舵杆螺母都配有锁闭杆,一部分螺母高度较高,上紧后下端面与舵杆小端齐平,锁闭杆槽同时开在螺母本体和舵杆小端上,另一部分螺母上紧后舵杆小端伸出螺母下端,锁闭杆槽只开在舵杆小端。对前一种 (螺母高度较高),由于安装时要求螺母上紧的起始位置定位准确,否则会出现上紧后螺母与舵杆上的锁闭杆槽无法对齐,锁闭杆安装不了的问题,因而经常出现船厂工人为顺利安装锁闭杆故意不上紧螺母的情况,这要求检验人员全程跟踪螺母安装过程,确保安装开始时定位准确,完成时上紧到位。后一种螺母则没有定位问题,仅需关注预紧力是否满足图纸要求即可。
除了螺母的上紧质量,还应注意到任何一次螺母松脱都是从锁闭杆脱落开始的,因而许多检验人员之前经常忽视的锁闭杆焊接质量也应引起足够重视。无论对哪种形式的螺母,安装时上紧到位,锁闭杆焊透都应是检验重点,需要特别关注。
3)将舵杆压入量不足归纳为舵下沉/掉舵事故的间接原因,是因为即使舵压入量不足,在螺母松脱之前舵叶也不会出现严重下沉。但正如前文所述,舵杆椎体与舵叶锥孔之间的过盈配合是靠压入量保证的,压入量不足也就意味着配合不足,长期运转下来舵叶逐渐松动几乎是必然的,而一旦舵杆舵叶接触面无法提供支撑舵叶重量和传递舵杆转矩的摩擦力,几乎肯定会造成舵叶的下沉和键/键槽的损坏,在这种情况下舵杆螺母无法独力承担舵叶的重量,很可能在短时间内松脱,这时舵下沉/掉舵事故几乎无法避免。因而确保不小于图纸要求的压入量数值,应是现场检验的重点之一。
4)从损坏迹象判断,此次该船的舵下沉事故应该是舵叶上检查孔板漏水引起的,海水腐蚀了舵杆螺母锁闭杆、舵杆螺纹、进而腐蚀了锥体接触面,最终导致舵叶下沉。由此可以看出,对舵叶上下检查孔板焊缝质量的检验以及焊接后的密性试验应该引起检验人员的足够重视,否则一处小缺陷都可能最后引起严重事故。
5)在修理检验中,当遇到需要用毛坯料新制某些锻钢件时 (特别是小件,如:键块),应特别注意落实好毛坯的交货状态,有时生产厂家在交货时不做调质 (尤其在船东紧急订货时),此时的锻件机械性能较标准值差异甚大,应在加工前先按《材料与焊接规范》第一篇第5章第2节5.2.3规定的工艺进行调质,若不能确定交货状态,建议采取取样做力学性能试验的方式与标准值对比。
6)应注意舵杆椎体上下两端密封的安装,密封材料、压缩量都应满足原船图纸要求,压板安装时应检查螺栓数量并确认所有螺栓均已上紧。
猜你喜欢
中国船检(2021年3期)2021-04-06 12:04:28
船舶标准化工程师(2019年4期)2019-07-24 07:21:22
设备管理与维修(2019年19期)2019-05-03 02:10:04
大型铸锻件(2015年4期)2016-01-12 06:35:34
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33
中国铸造装备与技术(2015年5期)2015-12-10 10:23:32
金属加工(冷加工)(2014年9期)2014-04-09 13:52:58
广东造船(2013年6期)2013-04-29 16:34:55
制造技术与机床(2012年11期)2012-09-29 02:32:48