
基于模糊逻辑规则的双重控制器在发泡机控制系统中的应用研究
2014-05-13 07:22李晓峰
湖南文理学院学报(自然科学版) 2014年1期
彭 琛,李晓峰
基于模糊逻辑规则的双重控制器在发泡机控制系统中的应用研究
彭 琛*,李晓峰
(湖南文理学院 电气与信息工程学院, 湖南 常德, 415000)
分析了现有发泡机的工作原理、控制方法及优缺点. 针对以继电—接触器控制系统和单纯PLC控制系统组成的发泡机控制系统存在可靠性低、工人劳动强度大、系统升级困难等缺陷, 提出了采用基于模糊控制规则的PLC控制系统的改造方案. 对系统规则及结构进行了分析和设计. 仿真实验表明, 基于模糊控制的PLC多重控制系统可以克服原系统的缺陷, 满足生产工艺质量要求.
发泡机; 模糊控制; PLC
发泡机是利用塑料颗粒作发泡包装原料, 可对精密仪器、电子产品、工艺品、插花等多种怕震、怕压的物品进行现场发泡包装. 发泡机作为一种机电一体化产品, 在现代工业生产的自动化控制中占有重要的地位. 现阶段国内外所用的聚氨酯发泡机基本上根据不同的功能分为几种类型: 便携式发泡机和大型发泡机; 高压发泡机和低压发泡机等, 基本上能满足产品包装的需要. 其中发泡机控制系统直接影响该产品的发泡倍数的稳定, 从而影响了产品的市场竞争能力, 而发泡机控制系统的发泡倍数受原料添加重量和发泡好后粒子的总量决定, 蒸汽压力和气压不直接影响发泡倍数. 因此, 为这类发泡机开发出一种可以保持稳定的发泡倍数的控制系统是一个有着较大实际意义的课题.
对现在大量使用的发泡机控制系统进行自动化设计改造是必要的. 现有的发泡机控制系统很大部分是采用老式的继电器触点控制, 系统故障率高、工人劳动强度大、系统设备升级困难. 自从在系统中加入了PLC控制以后, 出现了便携式、高压和低压不同要求的发泡机大量涌现, 为了进一步提高系统的自动化水平、改善劳动条件、克服人为的不稳定因素, 在PLC控制的基础上利用了先进的模糊控制技术, 实现对发泡机控制系统的设计, 以达到系统智能控制和系统升级的目的.
1 基于模糊控制的PLC系统
1.1 发泡机系统结构
本文利用模糊控制对发泡机内温度的控制以及PLC对发泡机控制系统其他参数的控制, 实现了系统所要求的各种功能, 使发泡机控制系统得到最优控制.
发泡机的参数检测有: 在添加原料阶段检测了物位传感器的信号, 并利用真空泵来进行填料阶段的控制; 在原料称量阶段, 由于影响发泡倍数稳定的原因之一就是原料添加的重量, 所以运用高精确仪器称量铲和称量传感器来进行原料添加重量的精确检测; 在原料发泡阶段检测音叉水平传感器、温度传感器、压力传感器的信号, 利用高温加热管、搅拌机、振荡电机、高压风机对发泡阶段进行控制, 其中音叉水平传感器是关键所在, 用它来精确测量发泡粒子的体积大小达到控制发泡阶段是否完成. 发泡机检测控制系统的结构示意图由图1所示.

图1 系统结构示意图
发泡机控制系统的简要工作原理如下: 发泡机控制系统利用真空管把微小的塑料颗粒吸进存放原料颗粒的吸料缸内, 真空管作为首个传送系统, 把等待发泡的塑料颗粒吸入一定量后停止工作. 然后进行下一步检测, 判断称料缸内是否为“空”, 如果是空的, 就把吸料缸内的原料颗粒吹进称料缸内; 如果不是空的, 则继续等待. 当称料缸内检测为空时, 打开进料阀门, 让吸料缸内的原料颗粒落入称料缸的称量铲, 当称量铲显示为已达到所需重量时, 关闭进料阀门, 停止进料. 在经过称料缸中精确称量后, 再把原料颗粒放进预发缸, 等待发泡缸准备好. 当原料颗粒进入发泡缸后, 发动搅拌机, 通过电阻丝开始升温并使发泡缸内的温度达到所需的高温, 便进行发泡动作, 过程中用温度传感器监测温度变化, 并用模糊控制器对温度变化进行控制使缸内温度维持发泡所需温度不变, 直到音叉式水平传感器检测出发泡粒子已达到所需大小便停止搅拌和加热, 然后把发好的粒子推出发泡缸, 整个发泡过程结束. 在每次发泡过程完成后都自动对发泡缸进行除残动作, 以避免出现不必要的误差. 在整个生产过程中, 都有光电开关检测是否发生了故障. 一旦发现有故障, 可通过硬、软件两种方式来强制系统的暂停或停机, 进行故障检测并报警. 在整个系统中, 添加原料阶段、原料称量阶段和发泡阶段3个部分相对独立但工作又必须协调一致.
1.2 模糊控制及算法
模糊逻辑控制(Fuzzy Logic Control)简称模糊控制(Fuzzy Control), 是以模糊集合论、模糊语言变量以及模糊逻辑推理为基础的一种计算机控制方法, 是智能控制领域的重要分支[1—2]. 模糊控制不但有系统化的理论, 而且有大量的实际应用. 由于简单易用、控制效果好等特点, 模糊控制广泛应用于各种控制系统, 特别是模型不确定、非线性、大时滞控制系统[3]. 模糊控制可以通过改变控制规则、隶属度函数、推理方法及决策方法来修正系统特性. 模糊控制基于控制规则, 对某一规则的变化不敏感, 系统抗干扰能力强, 既可以用于简单的控制对象, 也可以用于复杂的过程. 对于一般的控制问题, 模糊控制器的控制效果在快速性和鲁棒性方面都优于常规控制器[4—5].
模糊控制从属于智能控制的范畴. 模糊控制基本思想实质上是一种利用计算机来实现的具有相当模糊性的控制规则, 也是一种基于规则的控制, 它直接采用语言型控制规则, 在设计中不需要建立被控对象的精确数学模型, 因而使得控制机理和策略设计简单、便于应用. 对于恒压供水系统而言, 其本身就是一个非线性、动态特性不易被掌握、实时复杂的一个控制过程. 控制系统性能将更加稳定可靠. 从理论上讲, 模糊控制器的维数越高, 控制越精细. 但是维数越高, 模糊控制规则变的越复杂, 控制算法实现起来越困难[6—8]. 本文的模糊控制系统基本结构如图2所示.
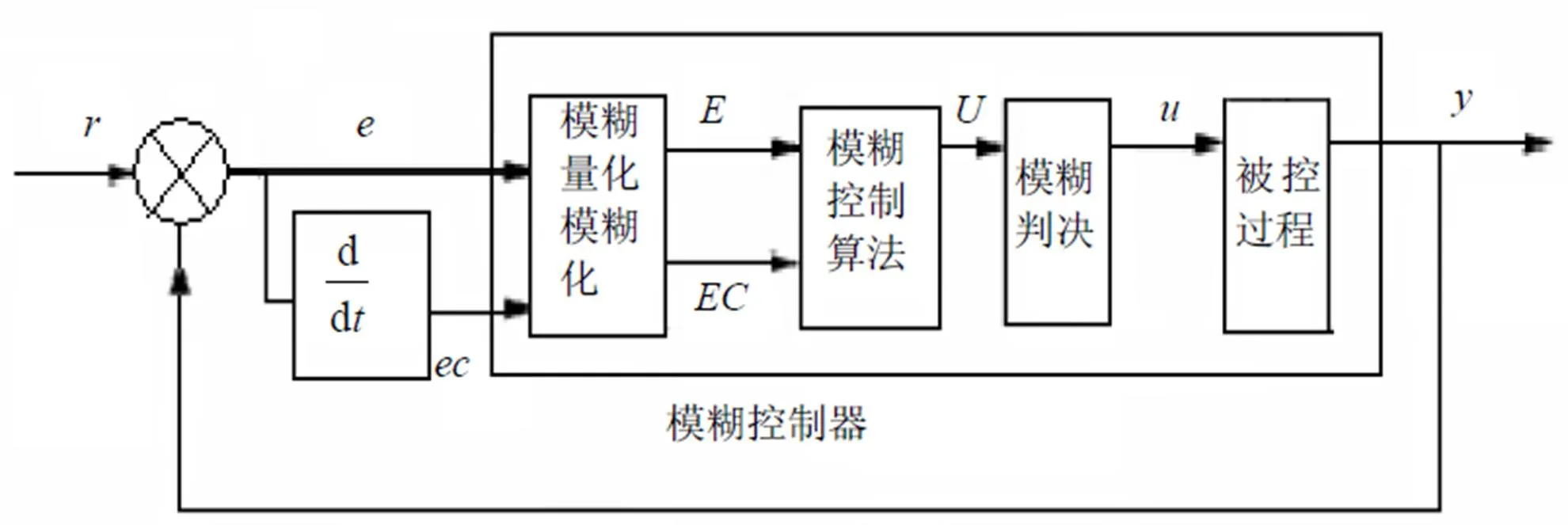
图2 模糊控制系统框图
图2中输入量是系统给定温度的设定值, 输出量为系统输出的实际温度, 过程量和是模糊控制器的输入信号, 过程量为模糊控制器输出的控制信号, 过程量、、为相对应温度的模糊量.
1.3 基于模糊逻辑控制的多重控制器方案研究
通常, PLC通过提取离散并简化的PID运算公式中的必要参数, 设置运算回路表来实现PID控制. 虽然常规PID算法在一般控制任务中具有较好的效果, 但是却难以满足复杂控制任务的要求. 因此, 引入智能控制特别是模糊控制来提高PLC控制性能, 是PLC的发展趋势之一. 虽然有PLC厂家推出了模糊控制模块来增强PLC系统的控制能力, 但是这些系统存在着技术封闭、缺乏灵活性、通用性差、价格昂贵等不足. 而软件方法实现模糊控制具有通用性好、灵活开放、成本低等优点. 因此, 研究PLC上软件实现的通用模糊控制器具有实际意义. 软件实现模糊控制对PLC软硬件性能要求较高, 随着PLC性能提升、功能增强, 已能满足要求, 研究开发软件实现PLC通用模糊控制器成为可能.
在本文中模糊控制是以软件的方式实现. 采用了基于IF-THEN(条件-结果)的产生式规则. 这种规则结构简单、易于修改、易于掌握, 是目前模糊规则主要表示方法.
2 系统仿真
在本文中用三菱电机生产的小型PLC产品FX2N系列对发泡机系统进行仿真, FX2N系列是能够在线对控制系统进行仿真测试的一项产品.对FX2N系列PLC参数设置中的软元件进行设计见图3, 基于模糊逻辑控制规则的PLC控制系统的梯形图程序和对各个运行步骤进行仿真的结果见图4至图9.

图3 FX参数设置中的软元件设计
通过启动按钮X0, 使初始状态M1动作, 接着通过判断手动/自动按钮是否关闭, YV1、YV6、急停按钮是否关闭, 物位计量到位是否关闭, 决定是否启动真空泵. 真空泵运行状态见图4.
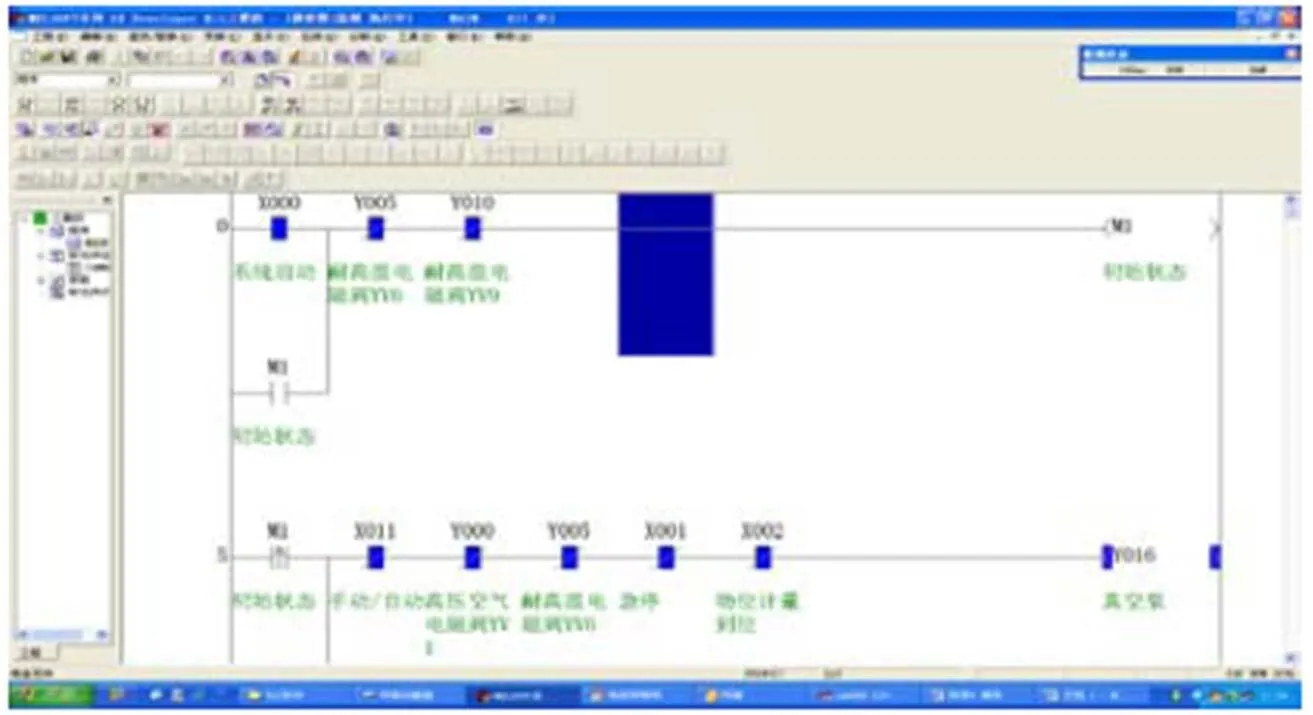
图4 真空泵运行状态
从吸料阶段到称量阶段的放料过程仿真见图5和图6. 原料颗粒通过真空管从原料缸内被吸入到吸料缸后, 便准备好落入称量缸, 此时要检测称量缸内各阀门是否处于关闭状态, 且称量缸是否准备好, 若准备好, 也用定时器延时了3 s再打开阀门, 确保动作准确, 不会出现误动作.

图5 吸料阶段

图6 定时等待
首先通过PLC程序中发泡温度选择(见图7), 选择本次发泡所需的温度档位, 然后通过检测温度是否计量到位, 开始启动模糊控制器, 实现模糊控制温度变化, 并同时启动变频器和搅拌机, 可以通过图8看出搅拌机已动作,搅拌机开始高速运行, 进行颗粒发泡而发泡阶段则由图9可示.

图7 发泡温度选择

图8 搅拌机动作
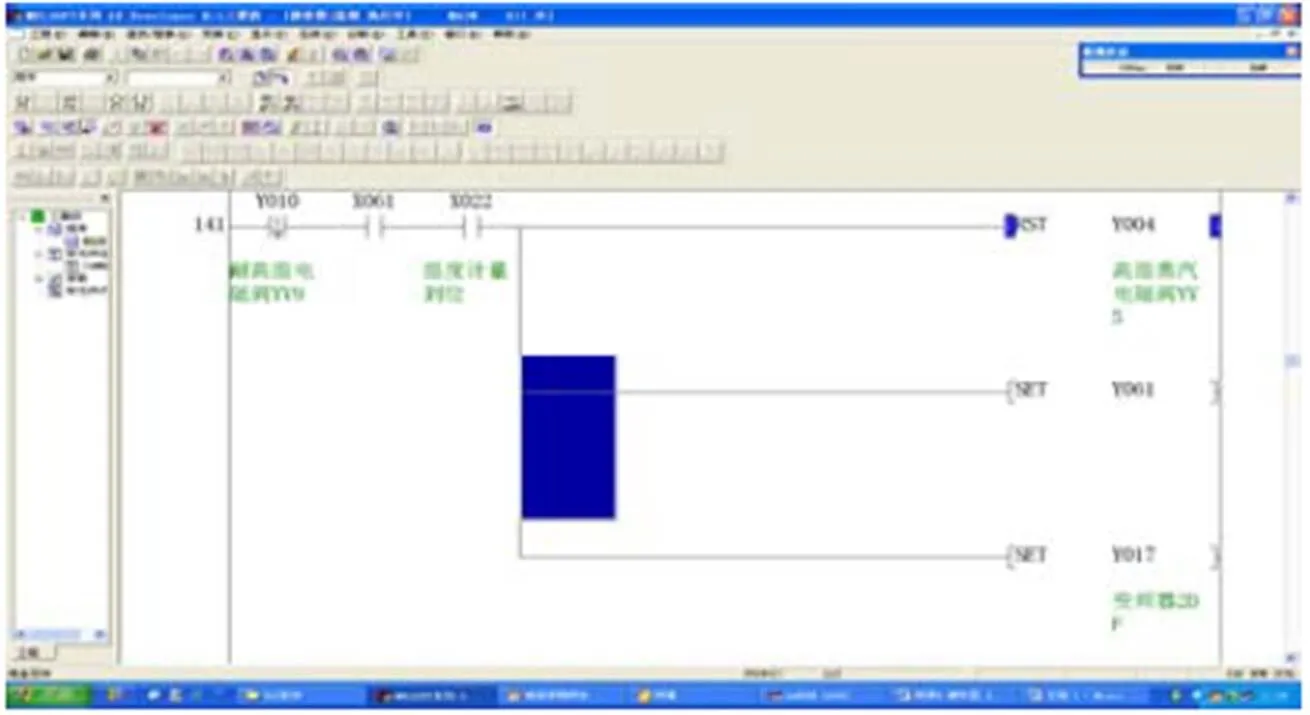
图9 发泡阶段
检测音叉是否计量到位, 若满足情况, 则通过变频器使搅拌机低速运转, 打开YV10使发泡好的颗粒被搅拌机送去料仓, 同时打开真空泵开始下一轮发泡准备.
仿真及实验结果表明, 基于模糊逻辑控制的发泡机PLC控制系统基本能够满足控制要求, 但在传感器检测方面仍需要进一步提高, 可用仪表界面来进行控制, 但在系统各报警功能上尚缺乏更好的控制.
3 结论
将模糊控制与PLC控制相结合的双重控制系统, 可利用PLC软件实现模糊控制, 既保留了PLC的可靠、灵活、适应能力强等特点, 又提高了控制系统的智能化程度. 应用模糊逻辑控制规则的PLC控制器结构简单, 只要规则设置合理, 可以给系统提供更好的性能, 并缩短了产品的开发周期. 利用可编程序控制器和模糊控制器, 克服了人为的不稳定因素.
[1] 蔡自兴. 智能控制原理与应用[M]. 北京: 清华大学出版社, 2007: 103—134.
[2] 韦巍. 智能控制技术的研究现状和展望[J]. 机电工程, 2000, 17(6): 1—4.
[3] 许向阳, 张茂元, 卢正鼎. 智能控制综述[J]. 舰船电子工程, 2004,24(05): 28—32.
[4] 胡氢, 司纪凯. 智能控制技术现状分析及发展[J]. 煤矿机械, 2006,27(06): 921—923.
[5] 刘曙光, 王志宏, 费佩燕, 等. 模糊控制的发展与展望[J]. 机电工程, 2000, 17(1): 9—12.
[6] 王志凯, 郭宗仁, 李琰. 用PLC实现模糊控制的两种设计方法[J]. 中国仪器仪表, 2002, (1): 4—6.
[7] Li YM, Shi Z K, Li Z H. Approximation theory of fuzzy systems based Upongenuine emany–valuedimplications[J]. Fuzzy Setsand Systems, 2002, 130(2130): 147—158.
[8] Kong SG,Kosko B. Adaptive fuzzy systems for backing up atrack-and-trailer[J].IEEE Transon Neural Networks, 1992, 3(2): 211—231.
Fuzzy logic rules of dual controller in the control system based on the foaming machine
PENG Chen, LI XiaoFeng
(College of Electrical and Information Engineering, Hunan University of Arts and Science, Changde 415000, China)
The existing foaming machine working principle, control method and the advantages and disadvantages were analyzed. According to the relay contactor control system and PLC control system consists of control system in the presence of low reliability, high labor intensity, upgrading the system deficiencies, the fuzzy control rules of the PLC control system.Rules of the system and structure werere analyzed and designed, the simulation shows that PLC computerized control system based on Fuzzy control can overcome the defects of the original system, meet the production process quality requirements.
spongy machine; fuzzy control; PLC
TP 391
1672-6146(2014)01-0053-04
10.3969/j.issn.1672-6146.2014.01.012
通讯作者email: 108350759@qq.com.
2013-12-12
湖南文理学院校级重点科研课题“智能控制在发泡机系统中的研究与应用”(JJZD1202)
(责任编校:刘刚毅)
猜你喜欢
民间故事选刊(2021年9期)2021-11-12
读者(2020年15期)2020-07-31
北京汽车(2018年6期)2019-01-03
伴侣(2018年2期)2018-02-28
凿岩机械气动工具(2017年3期)2017-11-22
柴油机设计与制造(2016年4期)2017-01-15
西南交通大学学报(2016年3期)2016-06-15
电子制作(2016年21期)2016-05-17
通信电源技术(2016年5期)2016-03-22
电源技术(2015年11期)2015-08-22
