
NX8.0在壳体模具型腔设计与数控加工中的应用
2014-05-11 03:10阳彦雄
制造业自动化 2014年11期
郭 晟,阳彦雄,刘 勇,赖 啸
(宜宾职业技术学院,宜宾 644000)
NX8.0在壳体模具型腔设计与数控加工中的应用
郭 晟,阳彦雄,刘 勇,赖 啸
(宜宾职业技术学院,宜宾 644000)
0 引言
随信息技术与计算机技术的快速发展,CAD和CAM等技术日趋完善,现代企业生产中已大量应用先进的CAD/CAE/CAM集成软件,使得三维数字化设计与加工仿真技术得到了较成熟的应用,UG(Unigraphics简称)NX是当今世界上最先进、最畅销、面向制造行业的高端软件之一[1],该软件提供了一个基于过程的产品设计环境,使产品开发从设计到加工真正实现了数据的无缝集成,极好地优化了产品设计与制造,大大缩短了产品从开发设计到制造的周期,节省了材料、资源、时间和经费。
作为工业之母,模具行业的发展日新月异,新产品层出不穷,而各类壳体模具是生活、生产用品的重要工艺设备,在此类模具中,型腔的设计与加工对产品质量起着至关重要的作用,模具CAD/CAM技术的应用,为推动产品质量的提高及模具技术创新发挥着重要的作用。本文主要讨论运用UG软件的CAD/CAM功能模块,结合壳体模具零件的设计与加工工艺特点,进行型腔的三维数字化设计,并编制合理有效的壳体模具型腔的数控加工程序,以提高模具质量和缩短加工周期。
1 三维模型的建立
当消费性电子进入高度成熟期后,外形的设计便成了重要的竞争条件之一,各种超薄、超炫、超迷人的款式成为注塑产品设计的追逐目标,相应的注塑模具设计要求也越来越高,现代注塑模具设计越来越依靠3D设计软件的辅助,而UG软件则是其中的一款性能优秀的综合性软件[2]。
UGNX运用其强大的面向过程驱动技术实现虚拟产品的开发,在面向过程驱动技术的环境中,能有效实现产品以及精确的数据模型的全相关,从而有效地实现了并行工程。经过对真实壳体数据的采集与分析,完成壳体的三维模型的建立,如图1所示。

图1 壳体塑件
对于壳体模具的型腔,可以通过NX8.0来进行建模。先建立块体,然后导入塑件模型文件(考虑到材料收缩率的问题,在此放大一个相应的收缩率系数),选塑件所有外表面进行曲面偏置生成曲面,补好两端止口,运用【有界平面命令,将两端止口、圆形及方形缺口补片,并通过【插入】/【组合】/【缝合】将所有片体合为一体。利用“修剪体”工具生成一个型腔,并通过创建草图、回转求差、拔模求差等操作,生成其横浇道与浇口。因本镶件为一模两腔,通过【镜相特征工具完成另一腔体及其横浇道与浇口的成形(如图2所示)。

图2 壳体模具型腔
2 壳体模具型腔的CAM
数控加工适用于单件、小批量、高精度、复杂表面的加工,是模具零件加工的主要方法[3],本模具型腔的数控加工选用UG/CAM系统,UG/CAM系统通过参数化设计将特征造型与传统的实体和曲面造型功能结合在一起,可以从简单的2轴加工到以5轴联动方式来加工极为复杂的工件表面,并可以控制和优化数控加工过程[4]。
2.1 壳体模具型腔的加工方案
零件如图2所示,形腔由一些形状复杂的曲面构成,表面精度要求比较高,且有直角,材料为进口P20。已加工出长方体作为毛坯,其四个侧面及上、下表面都已加工,在此不再考虑;要加工的有两型腔及流道孔腔。由于型腔零件为精密件,加工要求较高,通过数控铣销加工,在此以底座进行一次装夹,安排了型腔铣,设了粗加工、半精加工与精加工,并根零件结构特点,还设有区域轮廓铣与清根(角)加工。对于直角,安排电火花,限于篇幅,在此没有进行说明。工艺安排如表1所示。
2.2 程序设计
UG系统为曲面轮廓铣提供了对刀轴控制、走刀方式选择和刀具路径生成功能,可以加工UGCAD模块中生成的任何几何体[5]。在UGNX8.0中进入加工模块,进行加工环境初始化,按工艺安排创建刀具组,并根据UG/CAM的操作流程进行几何体的创建,指定好坐标系(根据工件装夹要求,设置好安全平面)和部件及毛坏。因为型腔表面要求高,按工艺要求,分别设置“粗铣”加工方法(部件余量为“0.6”)、 “半精铣”加工方法(部件余量为“0.2”)、 “精铣”加工方法(部件余量为“0”)及“清根(角)”加工方法。
2.2.1 创建粗铣型腔内腔工序
型腔铣主要用于加工型腔或型芯,属多层切削,可以加工侧壁与底面不垂直的工件[6]。粗铣及半精铣型腔内腔工序的创建过程基本相似,通过【插入】/【工序】(或单击工具条上图标)在出现的“创建工序”对话框中选“mill_contour”类型,“子类型”为”,并按工艺安排选择相应的刀具和加工方法,在指定切削区域后点击“确定”,在返回的【型腔铣】对话框中完成“进给率和速度”等参数设置(按加工方案中的工艺安排表中的参数分别进行),“切削模式”设为“跟随部件”,进刀时每刀的切削深度设为“恒定”,最大值设为1。在程序设计中,驱动方式的选择有较大的影响,在UG软件中对数控加工提供了多种类型的驱动方法,驱动方法的选择与被加工零件表面的形状及其复杂程度有关[7],在本型腔的型腔铣粗加工与半精加工中选用“边界”驱动方式。设置好各参数后通过点击“生成刀具轨迹”图标,生成刀轨进行3D动态模拟与验证(3D仿真如图3所示)。由仿真的结果来看,通过粗加工后的模具型腔的基本轮廓已经生成,但是刀痕明显,表面质量还难以达到设计与使用要求,尺寸也还有加工余量没有去除,需进一步进行半精加工与精加工。
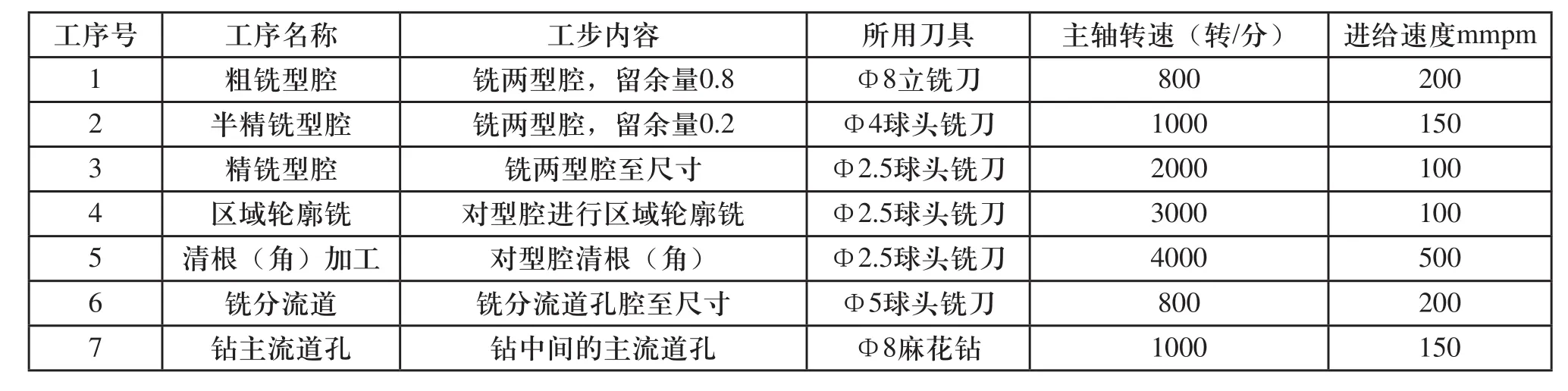
表1 工序安排表

图3 粗加工后的仿真效果
2.2.2 创建半精铣型腔内腔工序
此零件型腔周边轮廓岛屿较多,为提高加工质量,在半精铣型腔内腔时选择环绕切削,并选用从里向外的进刀方式,可以使轮廓及岛屿边缘加工到位。
因内腔底面为弧形,在半精加工时选用球刀,并选用较快的主轴转速。生成刀轨并进行3D仿证,得到较优的刀轨(如图4所示),而仿真结果也说明程序是正确的,但型腔的表面精度还难以达到设计与使用要求,刀痕还较明显,需进一步进行精加工。
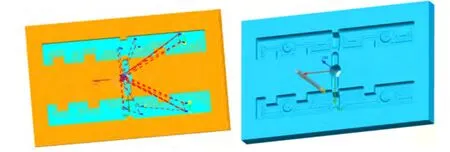
图4 型腔铣半精加工后的仿真效果
2.2.3 创建内腔轮廓曲面区域铣精加工工序
轮廓铣是三坐标联动加工,常用于精加工,主要用来加工模具的自由曲面等特征。UG/CAM模块提供的固定轴曲面轮廓铣削模块用于产生三轴运动的刀具路径,它提供了非常强大的选择加工对象的方法及多种驱动方式与走刀方式,可根据零件表面轮廓选择切削路径及切削方法,从而满足复杂曲面的半精加工与精加工要求[8]。
模具型腔的内腔表面的精加工采用固定轴曲面轮廓铣,类型为MILL-CONTOUR,子类型为“固定轴轮廓铣”,刀具为B2.5球头铣刀。在【型腔铣】对话框完成“进给率和速度”(“主轴转速”输3000)与“机床控制”栏下相应设置;驱动方法为“区域铣削”, 采用同心往复的切削模式,选择向外的图样方向,选取逆铣的切削方向,步距为残余高度,残余高度设为0.001mm。投影矢量为刀轴,且刀轴为+ZM轴。将部件余量与检查余量及边界余量均设置为0。由于是精加工,将部件的内公差及外公差均设为0。生成刀轨并进行3D动态仿真验证,从仿真的结果来看,刀轨良好,型腔的表面加工质量好,达到设计与使用要求,可以进行刀轨确认。

图5 轮廓曲面区域铣精加工后的仿真效果
2.2.4 清根(角)加工工序的创建
因为此零件模型复杂,存在铣销后的残留预料区域,为保证型腔表面质量,须安排清根(角)加工对局部区域进行后续处理,来对母模穴的角落和凹谷区域进行清理。选择型腔的所有底面为【指定切削区域,分别完成“进给率和速度”(“主轴转速”输4000)与“机床控制”栏下的相应设置,驱动方法选择清根,生成刀轨。通过运行”工具进行3D及2D动态仿真,进而验证与确认刀轨。

图6 清根(角)加工
2.3 后处理
后置处理是UG NXCAM模块中的一个重要组成部分,其主要任务是将NX CAM软件生成的加工刀位轨迹源文件转成数控机床可接受的代码(NC)文件[9]。本模具型腔的加工经过3D模拟验证后无干涉、无过切、无碰撞、无欠切等不良情况,经过后处理生成可用于实际加工的程序,并进行了产品的加工制作,从实际加工的结果来看,模具型面质量好,顺利地完成了生产任务。
尖锐的直角边处通过电加工进行处理,后续加工为周边去锋棱、毛刺,表面研磨与抛光。
3 结束语
UGNX软件CAD/CAM功能具有较完美的结合,在模具的设计与加工中可以随时对模型进行修改,并依据3D仿真结果能提前发现加工中的问题并及时解决,保证了加工质量,其自动编程弥补了人工编程的不足,提高了效率。现代模具型腔精度要求越来越高,只有综合运用数控加工工艺手段,才能满足此类零件的加工制作要求。本文所介绍的应用案例对其他曲面加工也有很好的借鉴作用。
[1]张禹,白晓兰,刘永贤.UG/NX应用技巧与经验[J].机床与液压,2009,37(2),2.
[2]郭晟,刘存平,阳彦雄.基于UG的学习机风扇盒盖注塑模具设计[J].制造业自动化,2011,18.
[3]李海萍.模具数控加工技术的研究与发展[J].机械设计与制造,2008(6).
[4]施鑫煜.UG/CAM数控车编程加工的关键技术及应用[J].装备制造技术,2012,5.
[5]薛世超,高国琴,庄景灿.模具数控加工技术的研究与发展[J].机械设计与制造,2008(6).
[6]李军.模具CAD/CAM(基于UGNX的应用)[M].北京:国防工业出版社,2008.
[7]李超.五轴数控加工程序设计研究[J].机械设计与制造,2009,1:61.
[8]王小荣,杨晋,田亚平,刘潇潇. UG固定轴曲面轮廓铣在三次B样条曲面加工中的应用[J].机床与液压,2011,39(3).
[9]黄志荣,丁仕燕.UGNX在医用手柄数控加工中的应用[J].常州工学院学报,2011,24(2).
The study on design and CNC machining of the core with contoured surface based on NX8.0
GUO Sheng,YANG Yan-xiong,LIU Yong,LAI Xiao
CAD/CAM技术是现代产品设计与制造的重要手段,是先进设计与制造技术的主力。模具CAD/CAM技术在现代模具企业研发与生产中占据关键地位,通过运用NX8.0这款先进的综合软件,进行了某壳体模具的主要零件——型腔的造型建模设计与数控加工编程,进行了较复杂型腔零件的三维建模、数控加工工艺设计,实现了型腔零件的开粗、固定轴曲面轮廓半精加工、曲面轮廓精加工及清根加工,对刀轨进行了优化,同时进行了3D仿真验证,通过后处理生成了在实际生产中可执行的数控加工程序,对同类产品的设计与制造具有较好的借鉴意义。
CAD/CAM;NX8.0;壳体模具;型腔;三维建模;3D仿真;数控加工
郭晟(1975 -),男,四川宜宾人,讲师,硕士研究生,研究方向为模具CAD/CAM。
TH164
B
1009-0134(2014)06(上)-0043-04
10.3969/j.issn.1009-0134.2014.06(上).12
2014-01-21
宜宾职业技术学院院级科研项目(YBZY SCI 13-13)
猜你喜欢
理化检验(物理分册)(2021年3期)2021-03-23
装备制造技术(2020年12期)2020-05-22
中国塑料(2019年9期)2019-09-25
汽车维护与修理(2019年14期)2019-08-08
科技创新与应用(2019年8期)2019-06-27
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
凿岩机械气动工具(2017年3期)2017-11-22
制造技术与机床(2017年12期)2017-02-02
制造业自动化(2015年22期)2015-04-25
