
基于STEP-NC的大型数控机床主要零件切削数据库的实例编码
2014-05-04 07:53陈维克范微微李忠群
湖南工业大学学报 2014年6期
陈维克,范微微,李忠群
(湖南工业大学机械工程学院,湖南株洲412007)
基于STEP-NC的大型数控机床主要零件切削数据库的实例编码
陈维克,范微微,李忠群
(湖南工业大学机械工程学院,湖南株洲412007)
针对大型数控机床主要零件切削数据库,提出了基于STEP-NC的实例编码方案,给出了编码属性和编码顺序,并且通过实例编码示例,验证了基于STEP-NC的大型数控机床主要零件切削数据库实例编码的可行性。
STEP-NC;大型数控机床;切削数据库;实例编码
0 引言
实例编码是实现实例推理需要研究的主要问题之一,实例推理的执行速度与实例编码息息相关,实例编码方式的选择将直接影响实例推理的实用性[1-2]。合适的实例编码方式,对于基于国家科技重大专项子课题“汉川机床采用国产数控系统加工大型机床零件应用示范工程”的数控机床主要零件切削数据库系统的开发,以及基于实例推理的切削数据库智能化的实现具有重要意义。
STEP-NC是一个新型NC编程数据接口国际标准,其定义的 AP238 应用协议直接面向零件的制造特征(如平面、孔、腔等)进行编程,且提供统一的标准数据模型,来规范计算机辅助设计(computer aided design, CAD)、计算机辅助制造(computer aided manufacturing, CAM)、计算机辅助工艺过程设计(computer aide process planning, CAPP)与计算机数字控制机床(computer numerical control, CNC)之间的传递和数据交换,从而实现制造业上下游之间的无缝连接,加速了计算机集成制造系统的开发[3-5]。基于STEP-NC的数控加工程序工艺描述部分包括了所有工步的详细参数,如刀具、特征、机床和加工方法等[6]。本文将STEP-NC技术运用于大型数控机床主要零件切削数据库的实例编码上,研究该编码方式在基于实例推理的切削数据库中的可行性,以期为实例推理寻找适合的编码方式。
1 大型数控机床主要零件切削数据库
1.1 切削数据库中的大型数控机床零件
机床主机是数控机床的主体,是在数控机床上自动完成各种切削加工的机械部分,它包括床身、底座、滑座、立柱、工作台、主轴箱、刀架及自动换刀装置等机械部件[7-8]。这些零部件的材料、加工方式、工艺特征等各不相同。本文根据数控机床上主要零件(主轴箱、立柱、滑座、工作台)的外在特征,分类定义了各零件的特征量,以便于零件的查找、归类。表1为定义的大型数控机床主要零件的加工特征和特征参量。
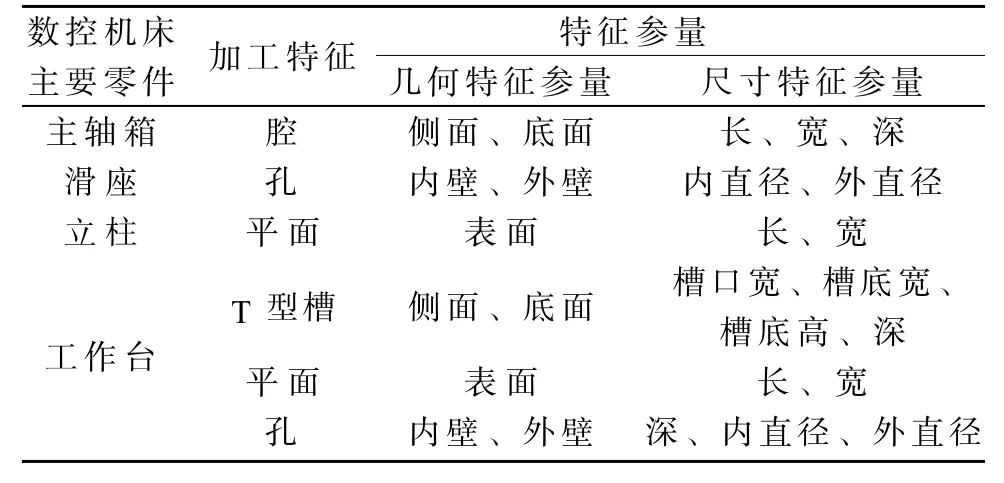
表1 大型数控机床主要零件的加工特征和特征参量Table1The machining-features and feature-parameters of the large NC machine main parts
1.2 大型数控机床主要零件切削数据库的组成
图1为切削数据库实体-联系(entity relationship, E-R)图。该切削数据库中,每个实体都有其对应的属性参量,如图2~3即为相应实体的E-R图。
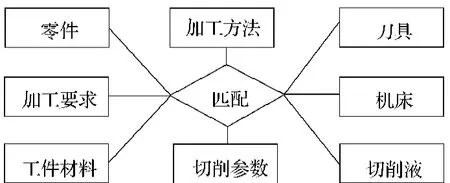
图1 切削数据库E-R图Fig.1E-R diagram for cutting database
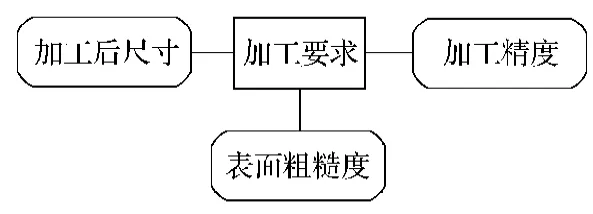
图2 加工要求E-R图Fig.2E-R diagram for processing requirements
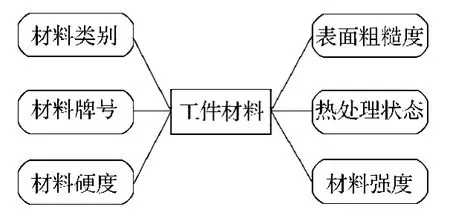
图3 工件材料E-R图Fig.3E-R diagram for the workpiece material
大型数控机床主要零件切削数据库包括以下实体:零件、工件材料、加工要求、加工方法、刀具、机床、切削参数和切削液。当用户在数控机床主要零件切削数据库的输入界面给出零件、加工要求及工件材料的信息后,该数据库将运用实例推理技术,匹配得到相应的零件加工方案,加工方案包括刀具、机床、切削液、加工方法及切削参数的信息,在输出界面给出。
2 面向大型机床主要零件的STEPNC数据模型
STEP-NC定义了一种面向特征的数据模型作为CNC的输入,即STEP-NC数据模型[6]。STEP-NC数据模型中包含了加工工件的所有任务,其基本原理是基于制造特征进行编程。STEP-NC数据模型由一系列加工任务组成,描述工件从毛坯到最终成品零件的所有操作,内容涉及工件三维几何信息、刀具信息、制造特征及工艺信息[5]。STEP-NC数据模型还可从工件属性、刀具路径属性中提取工件几何特征量、制造特征量和刀具几何信息,并将其反馈到加工规划部门[6]。
本文根据某汉川机床厂具体加工工艺及图纸信息,结合研究课题中的大型机床主要零件的特征,给出了如图4所示的面向大型机床主要零件的STEPNC数据模型。
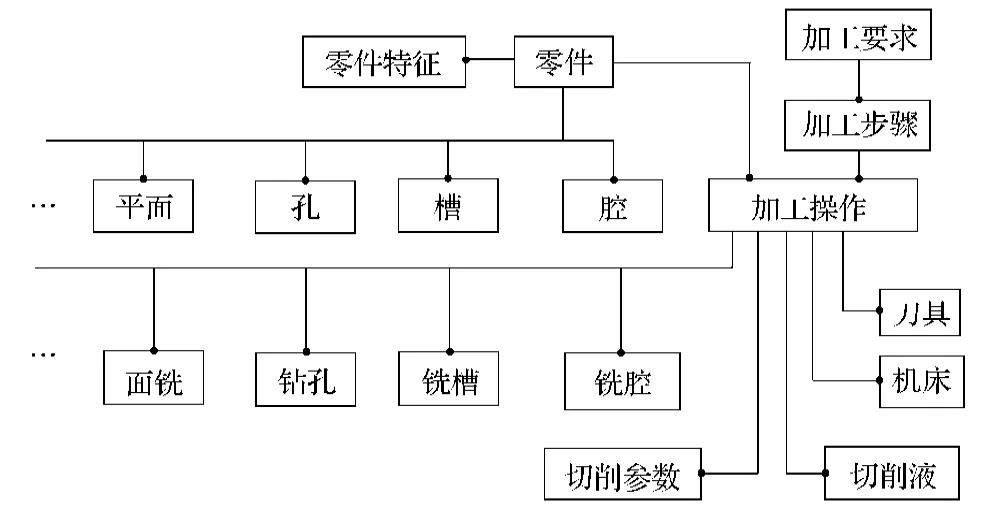
图4 大型机床主要零件的STEP-NC数据模型Fig.4STEP-NC data model of the large machine main parts
该数据模型直观地体现了大型机床主要零件的具体零件特征(腔、槽、孔、平面),在整体加工过程中的加工要求以及受零件特征间接影响的加工操作,每个加工操作都涉及刀具、机床、切削液、切削参数、加工方法等信息。
3 STEP-NC实例编码
实例编码是为了实现实例的快速检索,如何全面、合理地选取编码属性是实例编码的关键。本文在原始STEP-NC数据模型的基础上,针对大型机床主要零件,并结合企业实际情况,建立了如图4所示的大型机床主要零件的STEP-NC数据模型。根据面向大型机床主要零件的STEP-NC数据模型,选取切削数据库中主要实体(包括工件材料、零件、加工要求、加工方法、机床、刀具、切削用量、切削液)对应的各属性构成实例编码的内容,提出了基于STEP-NC的实例编码方案。
3.1 实例编码的属性内容及编码顺序
在需要编码的实例属性中,各属性均采用数字编码方式,即1位可有10种选择,2位即有102种选择。表2为各实体的属性及每种属性的编码位数。由表2可知,每个实例编码由25位代码组成,且每个实例的编码顺序如图5所示。
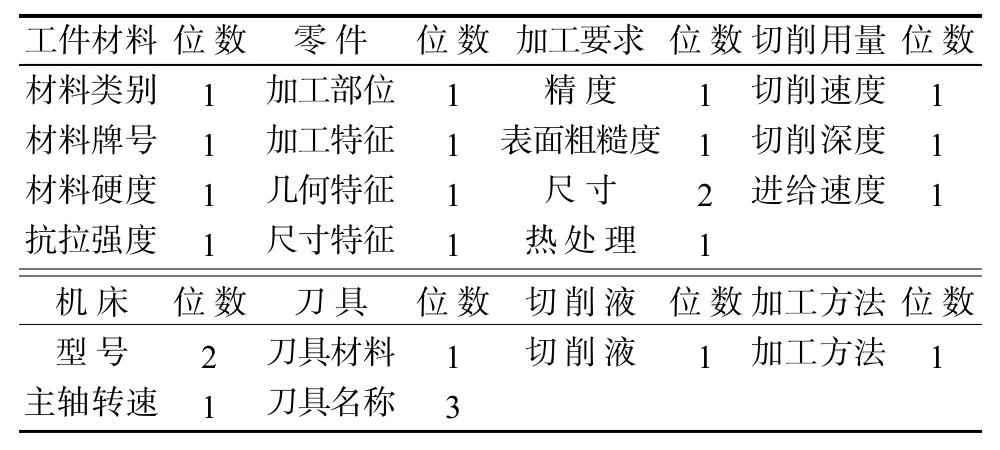
表2 各实体属性及其编码位数Table2Each entity attribute and its coding digit
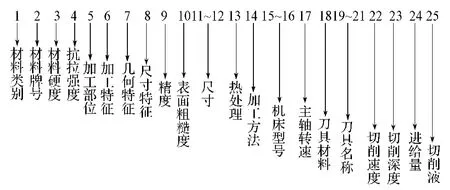
图5 实例编码顺序Fig.5Example coding sequence
各实体属性的具体内容编码如下。
材料类别:0—灰铸铁,1—其他铸铁;
材料牌号:0—HT150,1—HT200,2—HT225,3—HT250,4—HT275,5—HT300,6—HT350;
材料硬度:0—125~205,1—150~230,2—170~240,3—180~250,4—190~260,5—190~220,6—200~275, 7—220~290;
最小抗拉强度:0—150,1—200,2—225,3—250,4—275,5—300,6—350;
加工部位:0—顶面,1—底面,2—左侧面,3—右侧面,4—正面,5—背面;
加工特征:0—腔,1—T型槽,2—平面,3—孔;
几何特征参量:0—侧面,1—底面,2—表面,3—孔内壁,4—孔外壁;
尺寸特征参量:0—长度,1—宽度,2—深度,3—槽口宽,4—槽底宽,5—槽底高,6—外圆直径,7—内圆直径;
加工精度:0—低精度(IT13~IT11),1—中低精度(IT10~IT9),2—中高精度(IT8~IT7),3—高精度(IT6~IT5),4—特精密精度(IT4~IT2);
表面粗糙度:0—第一类(25, 12.5),1—第二类(6.3, 3.2),2—第三类(1.6, 0.8),3—第四类(0.4, 0.2),3—第四类(<0.2);
加工尺寸:见表3;
热处理状态:0—退火,1—正火,2—淬火,3—回火,4—调质;
加工方法:0—铣削,1—车削,2—钻销,3—磨削,4—镗削,5—铰销;
机床型号:见表4;
主轴转速:0—50~500,1—501~1 000,2—1 001~2 000,3—2 001~3 000,4—>3 000;
刀具材料:0—碳素工具钢,1—合金工具钢,2—高速钢,3—硬质合金,4—陶瓷,5—(聚晶)金刚石,6—(聚晶)立方氮化硼;
刀具名称:见表5;
切削速度:0—低(0~50),1—中(51~100),2—高(>100);
切削深度:0—小(0.2~1),1—中(2~10),2—大(>10);
进给速度:0—0~100,1—101~999,2—1 000~1500;
切削液:0—水溶液,1—乳化液,2—切削油,3—不使用。
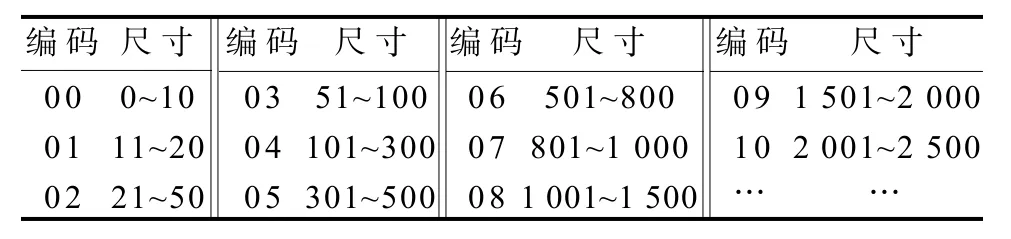
表3 加工尺寸编码Table3Processing size coding
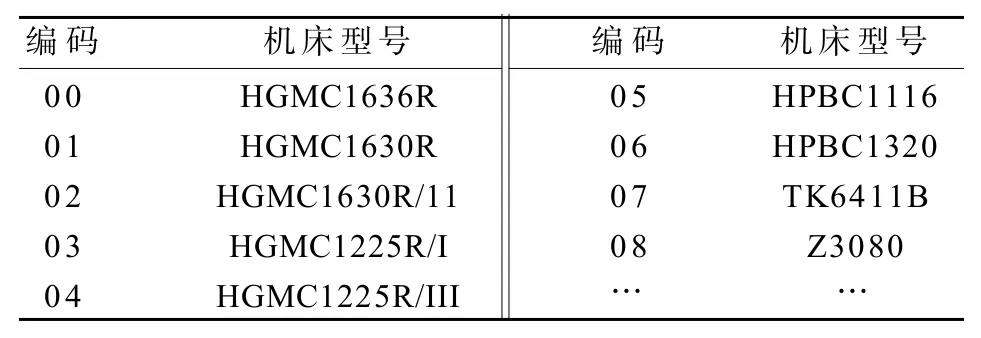
表4 机床型号编码Table4Machine type coding
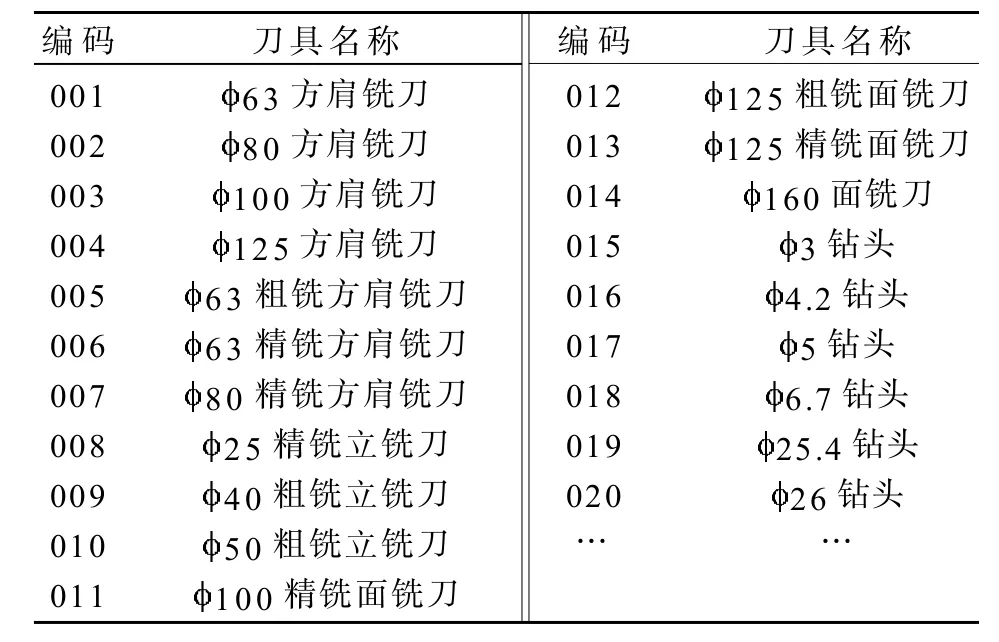
表5 刀具名称编码Table5Tool name coding
3.2 实例编码示例
图6为某型号立式加工中心的立柱,机加工工艺主要是完成此零件各平面的铣削以及零件上各孔的加工,现以该立柱零件为例,立柱背面定位,按线找正,编码立柱的底孔A和导轨面B。由厂商提供的零件图纸、加工参数及刀具清单可知,立柱的工件材料材质为HT300,硬度为HB190~HB220。
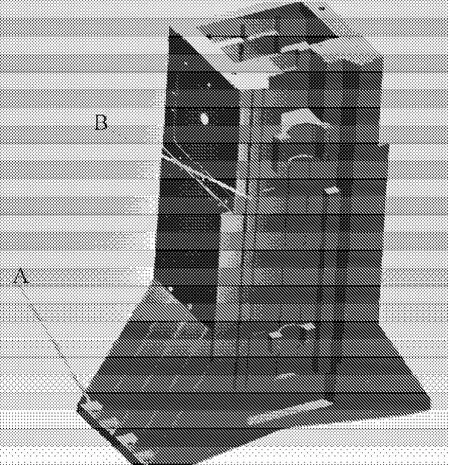
图6 某立柱的三维模型Fig.6A post 3D model

式中:是圆周率,取3.14;D为刀具直径,mm;n为主轴转速,r/min。
例1:加工导轨面B时,B位于正面,加工特征为平面,使用HGMC1225R/III铣床,选用63精铣方肩铣刀,要求导轨面表面粗糙度为1.6,待铣导轨面长1525mm,宽51mm,主轴转速为500r/min,进给速度为300mm/min,由式(1)可得切削速度Vc=98.91m/min。
导轨面B尺寸特征参量为长度时,实例编码为:0 5 5 5 4 2 2 0 2 2 09 3 0 04 0 3 006 1 2 2 3;
导轨面B尺寸特征参量为宽度时,实例编码为:0 5 5 5 4 2 2 1 2 2 03 3 0 04 0 3 006 1 2 2 3。
例2:加工底孔A,使用Z3080钻床,以26钻头在底面钻8个26通孔,表面粗糙度为12.5,孔深为50mm,主轴转速为280r/min,进给速度为85mm/min,代入式(1),则Vc=22.8592m/min。
底孔A尺寸特征参量为深度时,实例编码为:0 5 5 5 1 3 3 2 0 0 02 3 2 08 0 2 020 0 2 0 1;
底孔A尺寸特征参量为内圆直径时,实例编码为:0 5 5 5 1 3 3 7 0 0 02 3 2 08 0 2 020 0 2 0 1。
上述示例采用基于STEP-NC的实例编码方案,完成了对实际零件的编码并给出了编码值。根据该编码方案对大型机床基础零件进行编码,编码内容可以涵盖零件的各加工属性,在切削数据库中即可用零件对应的编码值完整地表示该零件,验证了基于STEP-NC的编码方案可以较好地应用于大型机床主要零件切削数据库中。
4 结语
本文在传统STEP-NC数据模型的基础上,针对大型机床主要零件,并结合企业的实际加工工艺,给出了针对大型机床主要零件的STEP-NC数据模型,确定了需编码的属性,提出了基于STEP-NC的实例编码方案。同时,描述了该编码方案的属性内容、位数及编码顺序,并举例给出了的几组实例编码,验证了基于STEP-NC的编码方式适用于切削数据库实例推理,而且对实现实例的快速检索、加快实例推理的执行速度等均具有重要意义。
[1]夏晓林. 基于实例推理的基本理念[J]. 辽宁大学学报:自然科学版,2003,30(1):55-57. Xia Xiaolin. The Basic Conception Based on Case-Based Reasoning[J]. Journal of Liaoning University:Natural Sciences Edition,2003,30(1):55-57.
[2]张艳,钟诗胜,李江. 实例推理的可拓方法及其应用[J]. 吉林大学学报:工学版,2009,39(2):424-429. Zhang Yan,Zhong Shisheng,Li Jiang. Extension Methods in Case-Based Reasoning and Applications[J]. Journal of Jilin University:Engineering and Technology Edition,2009,39(2):424-429.
[3]王迪. 基于 STEP-NC 的数控刀具选配及管理系统研究[D]. 哈尔滨:哈尔滨理工大学机械动力工程学院,2014. Wang Di. Study on NC Cutting Tool Matching and Management System Based on STEP-NC[D]. Harbin:Mechanical Power Engineering of Harbin University of Science and Technology,2014.
[4]Martin Hardwich,Havid Loffredo. STEP into NC[J]. Manufacturing Engineering,2001(1):38-50.
[5]任小平,刘战强,万熠,等. 难加工材料切削数据库系统的研究与开发[J]. 工具技术,2009(10):39-41. Ren Xiaopin,Liu Zhanqiang,Wan Yi,et al. Development of Machining Database System for Difficult-to-Cut Materials[J]. Tool Engineering,2009(10):39-41.
[6]孙爱西. 基于STEP-NC的特征建模及工艺设计系统研究[D]. 沈阳:沈阳理工大学机械工程学院,2011. Sun Aixi. Feature Modeling and Research of Process Planning System Based on STEP-NC[D]. Shenyang:Mechanical Engineering Institute of Shenyang Ligong University,2011.
[7]唐克岩. 我国数控机床产业发展现状与展望[J]. 机床与液压,2012,40(5):145-147. Tang Keyan. Development Situation and Trend of NC Machine Tool in China[J]. Machine Tool & Hydraulics,2012,40(5):145-147.
[8]吴连连,黄爱华. 浅谈我国数控机床的现状与发展趋势[J]. 机械管理开发,2013(3):115-116. Wu Lianlian,Huang Aihua. The Current Situation and Development Tendency of NC Machine in China[J]. Mechanical Management and Development,2013(3):115-116.
(责任编辑:徐海燕)
The Example Code of Large NC Machine Main Parts Cutting Database Based on STEP-NC
Chen Weike,Fan Weiwei,Li Zhongqun
(School of Mechanical Engineering,Hunan University of Technology,Zhuzhou Hunan 412007,China)
Aimed at the large NC machine main parts cutting database, the example coding scheme based on STEP-NC was proposed. The encoding attributes and encoding sequence were presented. And through the example code cases, the feasibility of the STEP-NC-based example coding of large NC machine main parts cutting database was verified.
STEP-NC;large NC machine; cutting database;example code
TP311.13;TG659
A
1673-9833(2014)06-0027-05
10.3969/j.issn.1673-9833.2014.06.006
2014-09-18
国家自然科学基金资助项目(51375160),国家科技重大专项基金资助项目(2012ZX04011-011)
陈维克(1964-),男,浙江东阳人,湖南工业大学教授,博士,主要从事数字化制造和传感网络方面的教学与研究,E-mail:chenweike@21cn.com
范微微(1990-),女,安徽蚌埠人,湖南工业大学硕士生,主要研究方向为切削数据库,E-mail:fanweiwei2013@126.com
猜你喜欢
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年12期)2018-12-23
中央民族大学学报(自然科学版)(2018年3期)2018-11-09
电子制作(2018年10期)2018-08-04
电子制作(2017年20期)2017-04-26
管理现代化(2016年3期)2016-02-06
高中生学习·高三版(2014年3期)2014-04-29
高中生学习·高三版(2014年3期)2014-04-29
电力需求侧管理(2014年3期)2014-03-20
中国土地科学(2011年11期)2011-03-20
