
钻杆管体加厚端外过渡带打磨机
2014-05-03 10:44:14刘安建秦宝兰宋杨张绘杰
设备管理与维修 2014年5期
刘安建 秦宝兰 宋杨 张绘杰
(1.渤海装备石油专用管材公司 河北沧州 2.华北油田第四采油厂廊东工区 河北廊坊)
1.概述
钻杆管体端部加厚形成的外过渡带是管端加厚成型的关键部位,管体外过渡带位置的质量与钻杆的质量密切相连。经过镦锻和热处理后管体两端的加厚区存在镦锻模具挤压残留的飞边和热处理时产生的氧化皮,外观质量较差并且很容易造成后续偏心检测和磁粉探伤的误判,必须在热处理后将残留的飞边和管端过渡带处的氧化皮打磨去除(偏心测量和磁粉探伤均要求过渡带处表面光滑,管体其余部位不作要求)。钻杆管体生产厂家管体加厚端过渡带除锈作业仍然采用人工打磨和喷砂设备对全管体进行除锈处理。人工手持式砂轮机打磨质量靠人工掌握,无法保证每根管打磨均匀,打磨除锈效率低,作业环境差;喷砂除锈设备投入成本大,车间占用面积大,车间环境污染大,操作时安全系数低。这对这种情况,渤海装备石油专用管材公司设计了一种钻杆管体加厚端外过渡带打磨机(图1)。
2.打磨机结构及特点
钻杆管体加厚端外过渡带打磨机结构如图2所示。

图1 钻杆管体加厚端外过渡带打磨机

图2 打磨机结构示意图
该打磨机安装在管体输送轨道中,采用通过式的方法进行管体加厚端外锥面打磨,这样可以降低设备投入的费用和人力占用。当管体达到打磨机位置时,升降旋转辊升起,带动钻杆管体顺时针方向原地旋转,电机带动钢丝刷高速旋转,对加厚管端外过渡带进行打磨,电机丝杠带动打磨装置前后行走,夹紧气缸随管体外过渡带外径而变化,当钢丝刷遇到偏心较大管体时,随着管体的转动气缸杆通过伸缩保证钢丝刷时刻与管体保持贴合。在打磨的下方安装粉尘吸尘箱,存储打磨下的氧化皮,最大程度吸收了打磨灰尘,保证风机排气的清洁,避免传统打磨设备对环境的污染。
丝杠电机接入变频器控制打磨机前进后退速度,保证管体外锥面氧化皮打磨效果。
3.打磨效果

手工打磨与打磨机打磨效果对比见图3。

图3 打磨效果对比
热处理后的加厚管体其加厚端外过渡带氧化皮的去除率跟其材料的硬度成反比关系,热处理后的管体材料越硬其氧化皮去除率越低。表1为近2年统计的加厚钻杆管体外过渡带氧化皮去除率。
打磨机主要技术参数见表2,该设备的输入功率较小,仅为15kW,控制电压采用24V安全电压,具有模仿人工打磨的夹紧和丝杠工进系统,适用范围广泛。

表1 加厚钻杆管体外过渡带氧化皮去除率
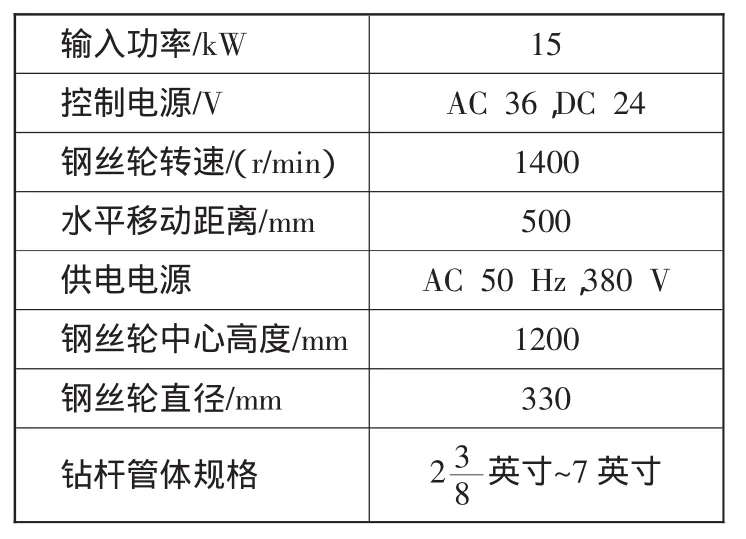
表2 打磨机技术参数
实际应用表明,公司根据工厂实际情况设计的钻杆管体加厚端外过渡带打磨机,结构简单,性能良好,打磨质量稳定,大大提高了钻杆管体加厚端打磨效率。
1 张婷婷.S135钻杆管体表面质量提升方案[M].石油和化工设备,2011,14
2 王运美,杨佰超.新型多用途钻杆打磨机[M].石油矿场机械,2007,36
3 韩勇.钻杆接头与套管摩擦与磨损问题与实验[D].西南石油大学,2002
猜你喜欢
中国特种设备安全(2021年1期)2021-07-21 08:56:56
石油石化节能(2021年4期)2021-04-28 15:14:46
焊管(2020年10期)2021-01-29 08:01:00
中国钱币(2020年3期)2021-01-07 06:14:42
石油地质与工程(2019年4期)2019-09-10 08:22:48
水利科技与经济(2019年6期)2019-07-05 10:53:22
森林工程(2018年3期)2018-06-26 03:40:44
中国新技术新产品(2018年21期)2018-01-05 11:07:36
重型机械(2016年1期)2016-03-01 03:42:03
复杂油气藏(2014年3期)2014-04-18 10:40:06
