基于PLC控制与伺服驱动的实验涂布机的研制
2014-04-16 02:38:24王兰军孙家新
电气传动自动化 2014年2期
王兰军,孙家新
(山东劳动职业技术学院 电气自动化系,山东 济南 250022)
1 引言
涂布技术是感光胶片生产中的重要环节,所谓涂布,是将感光乳剂以一定的厚度连续涂抹分布在运转的支持体(片基或纸基)上的一种工艺过程。感光材料涂层结构十分复杂,有的彩色胶片的涂层数多达十几层,而总厚度仅20μm左右。因此,在照相感光材料生产过程中,对感光乳剂涂布和干燥的要求十分严格,诸如涂层薄而均匀,性能一致而稳定,表面洁净而平整,不能有各种划伤、条道、疵点等弊病。为此,必须采用特别精密的涂布方法和装置。天津天感数码影像产业孵化器有限公司与山东劳动职业技术学院合作研制了这款SYTB150B实验涂布机,该设备采用坡流挤压涂布,设计合理,自动化程度高,与同类产品相比较在多方面实现了创新。
2 SYTB150B实验涂布机的工艺要求和技术参数
2.1 涂布基材
材料:BOPET(涤纶片基);片环长度:最大2500mm;片基宽度:最大180mm;片基厚度:100-175um 。
2.2 技术参数
生产车速:15-30m/min;涂布宽度:150mm;涂布辊直径:128mm;工作台移动距离:70mm;控制方式:PLC;重复定位精度:0.01mm;涂布辊驱动:进口交流伺服电机。
2.3 涂布工艺
(1)涂布液、水溶性或溶剂性树脂类涂料:溶剂的主要成分为醇类、酯类以及丁酮、甲苯等,水溶性涂料的稀释剂主要为水、醇类溶剂等;
(2)涂布方法:坡流挤压式涂布(三层);
(3)涂布量:乳剂层为110ml/m2,护膜层1为47m l/m2,护膜层2为24ml/m2;
(4)冷凝箱温度:根据工艺条件确定。
2.4 公用工程条件
(1)用电为三相380V±10%、50Hz±2%,单相220V±10%、50Hz±2%;
(2)压缩空气的压力为0.6MPa,露点温度为-20℃,无水、无尘、无油;
(3)恒温水,温度根据工艺条件确定,经过过滤,除去藻类和粒径大于100μm的固体颗粒物,压力为0.1MPa。
3 系统组成与原理简介
本实验涂布机主要由乳液供应、涂布操作台、冷凝箱、涂布背辊传动、卧柱、气动系统、调偏张紧装置、底座等部分组成。
3.1 乳液供应
乳液供应部分主要由超声波消泡器、计量泵、管道、阀门等组成。每套配备3个料罐,可处理3种不同的乳液。计量泵配3台,可调速。所有与介质接触的部位均采用耐腐蚀的优质不锈钢材料和其他材料。
3.2 涂布操作台
涂布操作台示意图如图1所示。主要由挤压嘴、挤压嘴固定架、负压箱、接水盘、涂布位置微调机构、气缸、行程开关、直线导轨等组成。
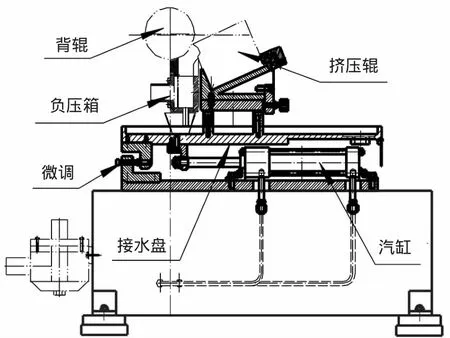
图1 涂布操作台示意图
挤压嘴由4片经精细加工的特殊不锈钢组成,完成3层涂布的需要。内含恒温水套,具有稳定不变形的特点,以满足涂层均匀的需求。挤压嘴与水平面的角度由工艺定,现暂定为23°,与背辊中心的垂直距离为25mm。
负压箱整体由316L不锈钢焊接拼装而成,由聚氟乙烯材料密封。由3G真空泵提供负压动力。
为提高涂布的精度和稳定性,气缸、行程开关、气动元件均采用进口名牌元件。为便于清洁,接水盘采用不锈钢材料制成,并设有排污口。
涂布操作台的工作原理:在接到片环接头信号后,气缸动作,在程序控制下,完成快进、工进、涂布、快退的功能。
涂布位置微调机构与挤压嘴固定架上的调节机构用于调节挤压嘴与涂布背辊间的最佳位置。
3.3 涂布背辊传动
涂布背辊传动部分是涂布机的关键部件。主要由背辊、伺服电机、弹性联轴器等组成。伺服电机为无级调速,功率为0.85k W,扭矩为24.4NM,背辊径向跳动精度为0.005mm,优质碳素钢表面镀铬磨光,背辊直径为128mm。
3.4 冷凝箱
冷凝箱主要由箱体、开合气缸、行程开关、活动风盒、密封门、测温/测湿传感器等组成。冷凝箱体内部材料为不锈钢,风嘴为条形风嘴;冷凝风由室内空调通过风道提供。行程开关为保险装置,只有当密封门闭合,行程开关动作,涂布机才能正常工作。活动风盒由同步开合气缸控制,涂布时打开,冷凝时闭合,由程序控制。气缸带有磁性检测开关,以确保动作准确到位。
冷凝箱外观经喷塑处理,主体颜色为计算机灰(也可由用户自定)。密封门采用不锈钢材料,外观经研花处理。活动风盒采用不锈钢材料,外观经抛光处理。整体效果美观、整洁、大方。测温传感器(表)安装于箱体上,探头位于箱体内,主要用于观察检测箱体内风的温度。测湿传感器(表)安装于箱体上,探头位于箱体内,主要用于观察检测箱体内风的湿度。
3.5 调偏张紧装置
调偏张紧装置主要由主轴、被动辊、手动调偏机构、张紧机构等组成。
被动辊为优质碳素钢表面镀铬磨光,端部装有圆弧形红色警示盖,与被动辊圆滑过渡,便于穿片。被动辊本体径向跳动精度为0.005mm,直径为228mm。手动调偏机构主要用于片环运行过程中的跑偏,需在每次涂布前调整一次,以纠正片环制作过程中的不足。主要由手轮、刻度盘、连杆、齿轮箱等组成。
张紧机构主要用于片环运行过程中的涨紧和片环的装卸。主要由带磁性开关的单作用气缸、直线导轨副(4套)、弹簧座、限位装置等组成。
3.6 底座、卧柱
底座、卧柱均采用碳钢组焊件,经时效处理消除内应力,然后经机械加工。底座底部配有7个减震垫,同时可调整机水平。卧柱上装有冷凝箱、涂布背辊、调偏张紧装置,同时装有片环接头检测红外光电开关,用于PLC信号采集;红外光电开关的波长在胶片感光波长范围之外(用户提供远红外光感光波长范围)。
4 电气系统软硬件设计
4.1 电气部分的硬件设计
4.1.1 硬件组成
电气部分基本采用进口器件。
(1)电气控制部分主要由PLC可编程序控制器、MR-J2S伺服电机驱动控制器、FV0变频控制器、磁性开关、接近开关、红外开关元件等组成;
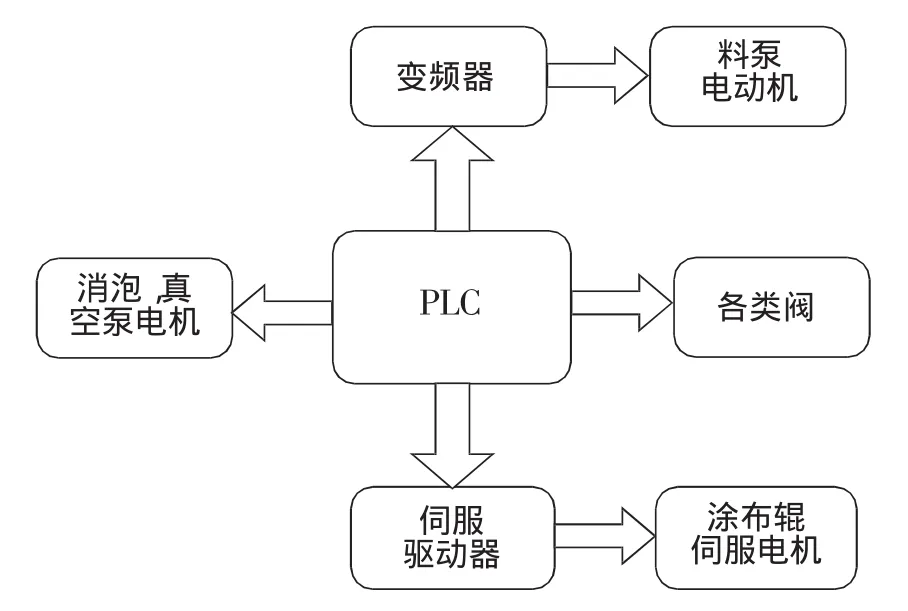
图2 涂布机的电气控制系统框图
(2)气动系统:压缩机、电磁阀;
(3)负压系统:真空泵;
(4)超声波消泡:采用超声波发射仪1台;
(5)计量泵3台:0.4k W,FV0变频器3台;
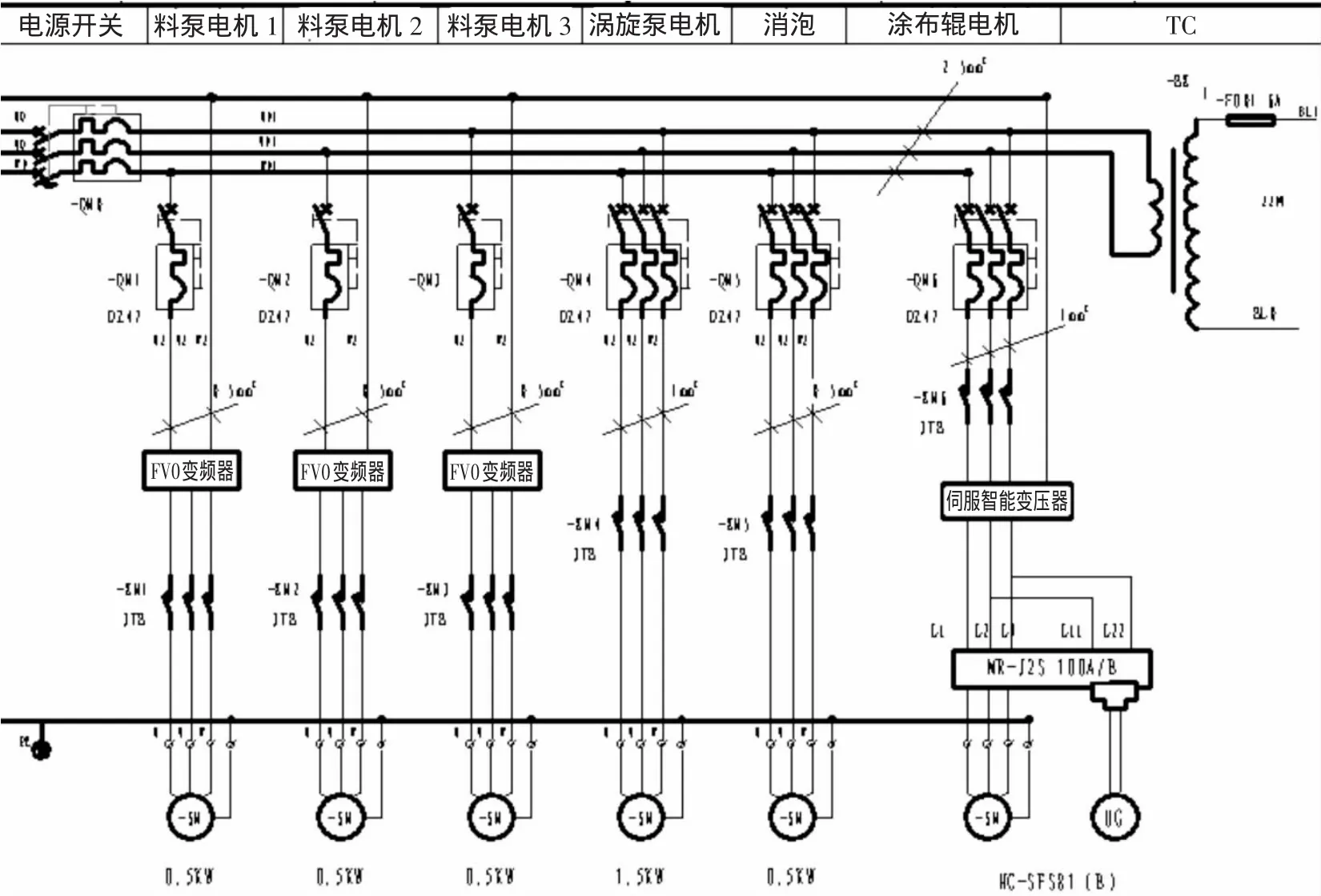
图3 涂布机主电路原理图
(6)主轴电机:采用HC-SFS81(B)交流伺服电机(MR-J2S100B伺服电机驱动控制器)。
4.1.2 电气控制线路设计
(1)主电路设计
该实验涂布机的电气控制系统框图如图2所示,主电路如图3所示。料泵电机采用FV0变频控制器进行变频调速,变频器的输入信号由PLC的输出端提供。涂布辊是该设备的关键部件,直接关系到涂布的精度和稳定性,涂布辊采用HC-SFS81(B)交流伺服电机(MR-J2S100B伺服电机驱动控制器)进行伺服驱动。伺服电机驱动控制器的输入信号由PLC的相应的输出端子提供。此外,该涂布机的涨紧阀、工进阀、快进阀、快退阀以及消泡真空泵均由PLC直接控制。
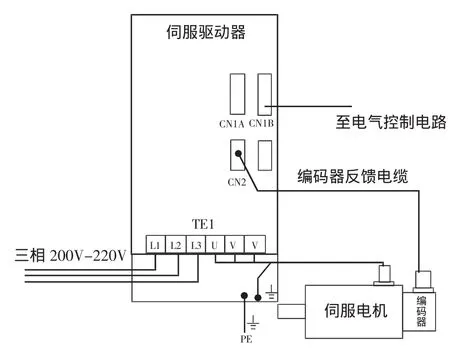
图4 伺服驱动器的接线图
(2)涂布辊的伺服驱动
涂布辊伺服电机与伺服驱动器的连接示意图如图4所示,伺服驱动器的CN1B伺服端子与PLC的输出端子之间的连接如图5所示,伺服电机的伺服开启、急停、正传启动、终端行程控制以及模拟量的速度设置均由PLC输出端子提供信号给伺服驱动端子(CN1B)来实现。MR-J2S100B伺服电机驱动控制器具有位置控制、速度控制和转矩控制等控制模式,该涂布机的伺服驱动采用速度控制模式,其基本参数设置如下。
NO.0=0002,控制模式为速度控制模式。
NO.1=0012,输入滤波3555ms,使用电磁制动器互锁信号。
NO.2=0105:自动调整模式中响应速度。
NO.8=1000:内部速度指令1设为1000r/min。(参考值,根据不同的工艺要求可以设置不同的值)
NO.11=3000:加速度时间常数3000ms。
NO.12=5000:减速度时间常数5000ms。
NO.13=0:S字加减速时间,不使用。
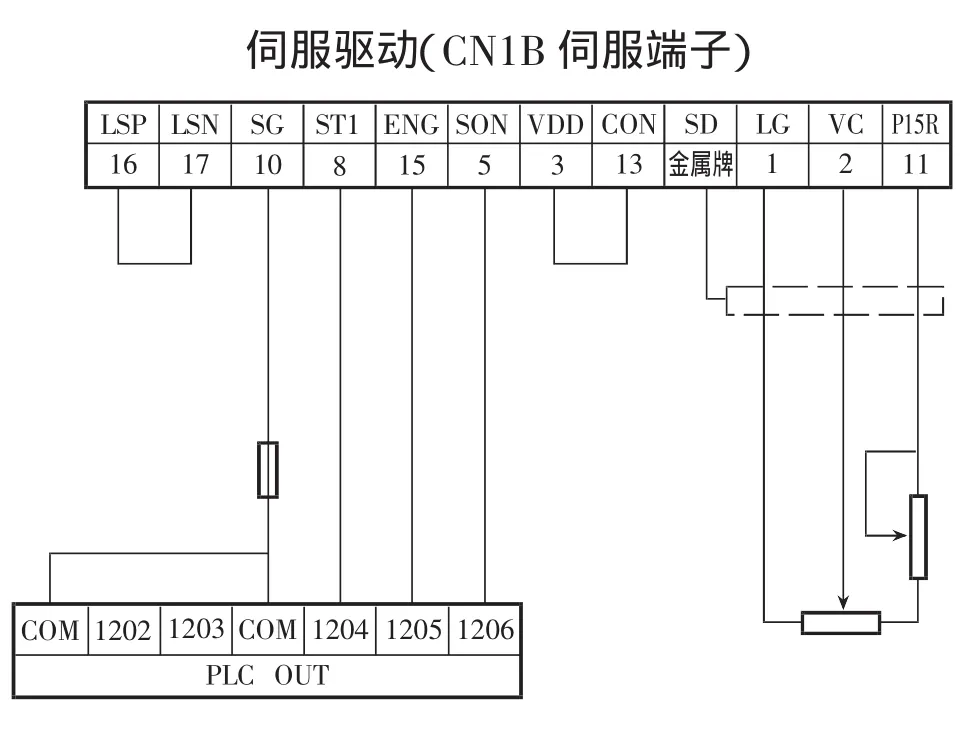
图5 伺服端子与PLC的接线图
4.2 电气部分软件设计
电气控制系统采用PLC可编程序控制器。控制可靠稳定,调试简洁、灵活。可以同时实现手动控制和自动控制。
(1)手动控制
真空泵,超声波消泡机,涨紧辊,工作台,各供料泵,涂布辊都能实现手动启/停控制。
(2)自动循环过程
涂布嘴系统安装于工作台之上,通电后,放片,人工纠偏,触摸启动键进入循环,循环的起始条件是片环门封闭,风盒门打开,工作台位置原位,主轴电机、真空泵、3台计量泵、消泡皆在工作状态。循环的过程如图6所示。按启动,工作台从原位进至工进起始位,读片头信号延时后转为慢速工进,至工进到底时,开始涂布,再次读出片头信号时,延时工作台快退回原位。伺服电机带动片环按设定时间继续运转,冷凝后停机。中间循环过程中,出现紧急情况时,可拍动急停按钮终止循环,工作台退回原位,所有电机停机。
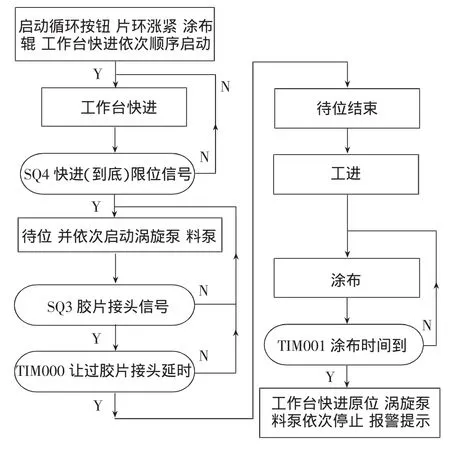
图6 自动循环过程控制流程图
5 调试
调试前需确认伺服驱动器和电机插头的连接,相序是否正确;伺服驱动器CN2和伺服电机编码器联接正确,确认伺服驱动器CN1B接插件螺丝拧紧,和外部控制连接正确,接插件螺丝拧紧。该型涂布机的调试步骤如下。
(1)检测封门位置,按SB5片环涨紧,按SB16循环启动。
(2)涂布辊工作,工作台快进。
(3)SQ4(工进信号)发信后快进结束,工作台开始待位。
(4)SQ3(接头信号)发信后涡旋风泵供料泵开始工作。
(5)当胶片接头绕过涂布嘴后,待位结束,工作台工进到涂布位置开始涂布(接头不涂)。
(6)当涂布至胶片接头前(接头不涂),涂布结束工作台快退至原位,同时涡旋风泵、供料泵停止工作,报警提示。
(7)胶片烘干后,涂布辊停止工作。
(8)出现紧急情况时,可拍动急停按钮终止循环。
6 结论
该涂布机在工厂进行了单体试车,机械联动试车及投料试车,各传动部件要求调速范围均正常,运转平稳,无不正常的噪音和发热现象。该设备在实际投入运行中,各项性能指标均达到技术要求,设备运行稳定、可靠。
[1]三菱公司.MR-J2S伺服驱动器使用说明书.
[2]史文浩,冯清化.基于VXD的交流伺服电机运动控制器的研究[J].电气传动,2008,38(10):62-64.
[3]陈立定,吴玉香.电气控制与可编程控制器[M].广州:华南理工大学出版社,2000.
[4]王炳实,王兰军.机床电气控制[M].北京:机械工业出版社,2010.
猜你喜欢
微特电机(2020年11期)2020-12-30 19:42:32
山东冶金(2019年6期)2020-01-06 07:46:14
制造技术与机床(2019年7期)2019-07-22 03:43:08
制造技术与机床(2019年7期)2019-07-22 03:42:28
电子制作(2018年17期)2018-09-28 01:57:00
通信电源技术(2018年3期)2018-06-26 06:33:36
制造技术与机床(2017年8期)2017-11-27 02:10:01
设备管理与维修(2016年7期)2016-04-23 06:51:45
工业设计(2016年6期)2016-04-17 06:42:53
邢台学院学报(2016年4期)2016-02-28 19:54:41