
1#气垫炉1700mm张力矫直机改造结构设计
2014-04-16 06:01:36赵朝杰
铝加工 2014年2期
赵朝杰
(重庆西南铝机电设备工程有限公司,重庆 九龙坡 401326)
0 前言
随着铝加工技术的不断发展,对铝材需求不断增加的同时对板材的质量要求也日益严格,拉伸弯曲矫直机以较小的张力使带材产生较大的塑性变形,达到轿直带材的目的,特别是对薄带材矫直效果非常好,因此也越来越受人重视。
1 矫直机及其发展
由于铝卷材在轧制、热处理等工序中存在较大的残余应力,使得铝材板面产生波浪和翘曲,不能满足客服的要求,需要对其进行矫直。板带材的矫直设备主要有以下三种形式:辊式矫直机、拉伸矫直机和拉弯矫直机。辊式矫直机对中厚板矫直效果良好,而对于薄带材则效果较差;拉伸矫直机依靠夹紧装置或张力辊组产生拉伸变形,使带材产生一定的塑性变形而达到矫直的目的,但拉伸过程中由于张力过大,会降低带材的机械性能。基于以上原因便产生了拉弯矫直机,它综合了辊式矫直机和拉伸矫直机的优点,用较小的张力使带材产生较大的塑性变形,达到矫直带材的目的。
2 拉弯矫直机及其原理
拉弯矫直机是根据材料的弹性延伸理论对带材进行矫平的,其基本原理为需要矫平的带材在张力辊组施加的张力作用下通过上下交替布置的矫直辊,在拉伸和弯曲的联合作用下沿长度方向产生了塑性的纵向延伸,使带材各条纵向纤维的长度趋向于一致,从而减少带材内部纵向内应力分布的不均匀性,改善带材的平直度。拉弯矫直机由辊式矫直机和张力矫直机两部分组成,因此很好的结合了辊式矫直机和张力矫直机的优点,在张力水平远低于材料屈服极限的情况下能实现较大的塑性变形,达到了较好的矫直效果。
3 1700mm张力矫直机改造前结构及板材缺陷分析
1#气垫炉1700mm矫直机改造前结构如图1所示,它是拉伸矫直机和辊式矫直机的简单结合,矫直效果不是特别显著。该矫直机的矫直辊组由支承辊组及工作辊组成,支承辊组采用的是分段支承,而工作辊辊径太小,导致整个矫直辊组的刚度和强度不足。由此在工作过程中带来了如下问题:①带材表面在有支承辊和没支承辊的地方存在色差,主要由矫直辊组中工作辊刚性不足所引起;②带材表面有振痕,主要由矫直辊组的刚性不足导致矫直辊的振动,致使带材表面产生了振痕;③带材表面有斑点,由于矫直辊组的刚性及强度的不足导致铝带材纵向纤维拉伸不均匀所引起的。
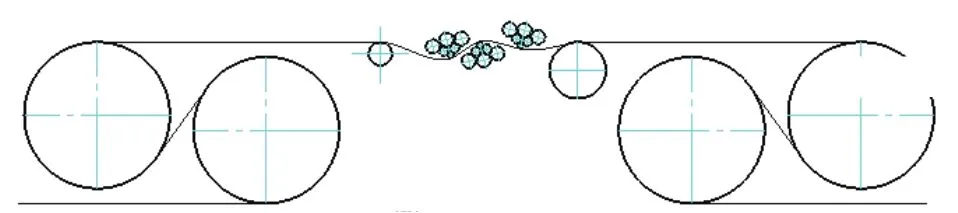
图1 改造前结构图
4 1700mm张力矫直机改造设计及板材改善情况分析
4.1 改造后的结构
1#气垫炉1700mm矫直机改造后结构如图2所示,该设备主要由固定机架、入口偏导辊装置、液压翻转机构、四重辊系、清辊装置、中间托辊装置、底座、推出装置、出口偏导辊装置、液压系统、电控系统等组成。
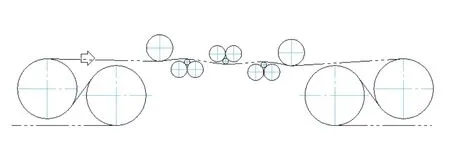
图2 改造后的结构图
4.2 1700mm张力矫直机改造设计结构特征
(1)为适应1#气垫炉现场位置条件,该拉弯矫直机矫直单元采用三辊(一弯一矫)、四重辊系结构形式,保证该矫直单元能在1#气垫炉生产线上发挥出应有的连续弯矫功能。
(2)在该设备的操作中辊系调整操作简单合理,当需要生产薄料时,入口偏导辊和出口偏导辊参与板型调整;当生产厚料时,仅需出口偏导辊对板型进行调整。
(3)为避免传统矫直单元由于刚性不足带来工作辊振动,致使铝材表面产生振痕,该1700mm拉弯矫直单元采用直径215mm的支承辊和直径76mm的工作辊,以保证拉弯矫直单元有足够刚性。
(4)矫直机单元的支承辊采用长支承辊形式,以避免短支承辊因高速旋转,内部油甩出而污染板材表面。
(5)工作辊选用悬挂结构,通过工作辊、支承辊及其轴承座的精确位置有效地保证工作辊沿其辊身长度方向与支承辊贴合良好,使得工作辊寿命长,同时也保证铝带材表面质量,有效地提高拉弯矫直质量和生产效率,降低工作辊消耗及修复费用。
(6)支承辊表面设计为左右螺旋槽,以便将工作辊表面上的铝渣及其它非金属等杂质清除。结构设计上配有支承辊清辊装置,及时将支承辊上的杂质清除,同时在支承辊上形成油膜,保护工作辊和支承辊。
(7)拉弯矫直机组进行纯拉或检修时,下矫直辊系可移出机列线,上矫直辊系可实现180°的旋转,以方便操作维护。
(8)在下面两组辊系之间配置1套能升降的中间托辊装置,以方便生产中穿带,同时避免穿带时对辊系的污染。
(9)上辊系的换辊(调整或维护)依靠液压翻转机构来完成,动作稳定、准确可靠。当需要更换工作辊或维护上辊系以及穿带不便时,通过操作台将上机架旋转180°后,人工就可以方便地对上辊系进行维护或穿带。当需要辊系工作时,反转180°,辊系回到工作状态。
(10)为了提高生产率,缩短维修时间,对下辊系设置有换辊装置,下辊系分别安装在换辊架上,当需要更换矫直辊或进行维护时,启动换辊油缸将下辊系整体推出机体之外,人工可以就地维护或装拆辊系。
(11)在矫直单元入口处设置有喷油装置,该喷油装置由控制器调节喷油时间间隔和流量大小,能有效地润滑工作辊及支承辊,同时易于清辊器把附着在辊系上的脏污清除。
(12)下矫直辊系的推出设计有专用支座,保证既安全移出又快捷方便。
(13)入口偏导辊工作时升降自如,入口偏导辊位于两极限位的任何位置,不影响矫直辊组的旋转。
(14)矫直辊系主要由3根工作辊、3组工作辊轴承座、3组6根支承辊、6组支承辊轴承座、辊系调整装置等组成。
(15)在3根工作辊结构设计上,工作辊的轴向游隙采用3片左右的蝶形弹簧(弹簧力度合适)来消除串动游隙,同时保证工作辊在一定轴向负荷作用下运行时不至于产生两端轴承摩擦发热或卡死现象。
(16)清辊装置实为走纸机构,把纸卷放在放纸心轴上,装在安装纸的机座上,通过收纸装置的液压马达把纸卷卷在卷纸器上,通过纸与支承辊的接触,对辊子进行清理。
(17)工作时出口偏导辊能控制在任意升降位置,方便参与带材板型控制。
(18)喷油系统安装在矫直单元入口处,实现对板片表面的喷油及对工作辊的润滑,系统工作稳定可靠,满足设备生产工艺需要。
4.3 1700mm张力矫直机机组试车主要技术参数
材料:3XXX、5XXX、LY12CZ系铝及铝合金板材。
材料性能:

改造后拉矫部分典型产品的试车记录如表1所示。
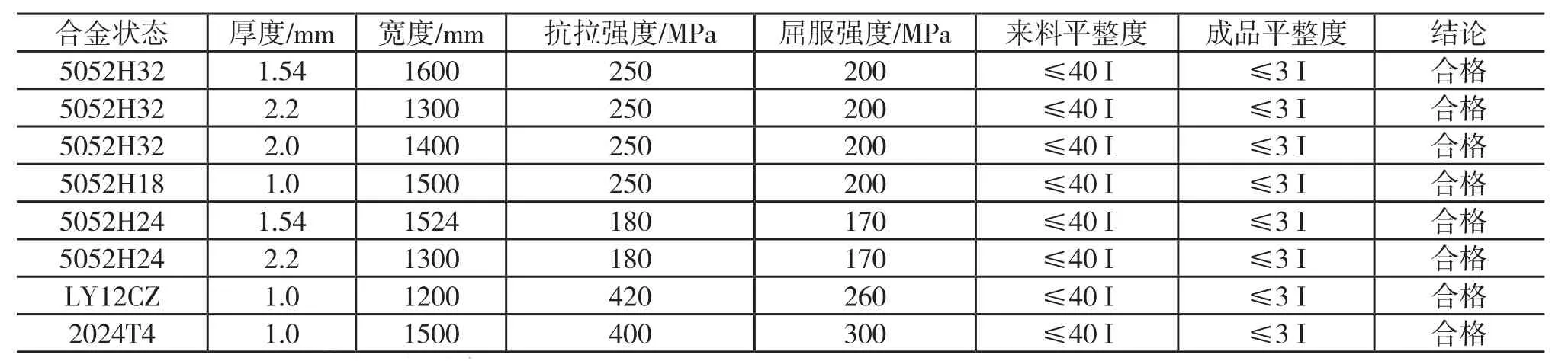
表1 改造后拉矫部分典型产品试车记录表
设备参数:
穿带速度:0~18 m/min;机列速度:0~85m/min(厚度0.5~2.0mm);≤75m/min(厚度2.0~3.2mm)。
4.4 1700mm张力矫直机改造后板材表面质量
在1700张力矫直机改造后,试车所生产的带材表面质量有了很大的改善,相比改造前,改造后基本消除了改造前的表面质量缺陷,没有了擦伤、划伤、色差、振痕、斑点等。
5 结束语
1700mm张力矫直机通过本次的改造设计,对板材的表面质量有较大的改善,但拉矫过程涉及拉弯、弹复、反弯、张力矫直等方面,其变形关系也十分复杂,因此,在使用中必须根据设备的具体情况,在正确的矫直理论的指导下,在生产中不断的摸索与总结经验,使各个工艺参数达到最佳配合,才能得到更好的矫直效果。
猜你喜欢
锻压装备与制造技术(2023年5期)2023-11-22 03:51:04
中国钢铁业(2022年8期)2022-12-21 06:44:10
中国钢铁业(2022年7期)2022-12-21 06:09:58
中国钢铁业(2022年6期)2022-09-03 00:50:58
中国钢铁业(2022年4期)2022-07-06 08:54:34
冶金设备(2021年1期)2021-06-09 09:35:16
山东冶金(2019年6期)2020-01-06 07:45:58
山东冶金(2018年6期)2019-01-28 08:15:06
经济技术协作信息(2018年20期)2019-01-19 02:56:36
制造技术与机床(2017年6期)2018-01-19 02:41:00
