浅析监理对乙烯装置管道焊接的质量控制
2014-04-13 09:20刘永庆
建设监理 2014年8期
刘永庆
(吉林梦溪工程管理有限公司, 吉林 吉林 132021)
浅析监理对乙烯装置管道焊接的质量控制
刘永庆
(吉林梦溪工程管理有限公司, 吉林吉林132021)
摘要:乙烯装置是石油化工中最复杂的装置。管道材质涵盖耐高温、耐低温、耐高压等多种合金材料,焊接工艺复杂,焊接质量要求高。监理工作要从人、机、料、环境等方面突出预控,规范过控,严把检控,才能保证管道焊接质量,保障乙烯装置安全、平稳运行。
关键词:乙烯装置;管道;焊接;质量控制;监理
0 引 言
乙烯是用途最广泛的石油化工基础原料,乙烯的产量也是衡量一个国家石油化工发展水平的重要标志之一。乙烯装置集高温、高压、深冷、真空、有毒、有害、易燃、易爆等操作状态于一体,项目的建设难度大。尤其是管道焊接的施工质量,是乙烯装置施工质量控制的重中之重。笔者有幸参加了国内某 80 万 t/a 乙烯装置的施工监理工作,积累了一些监理对管道焊接质量控制的管理经验,与大家交流共享。
1 突出施焊前的质量预控
1.1监理工作准备
项目监理部要配备专业齐全的焊接、无损检测等专业监理工程师,做到分工明确、界面清晰;要提前熟悉设计文件要求、收集施工验收规范;要编制焊接、无损检测等专业的监理实施细则以及关键工序的质量控制点;要配备超声波测厚仪、焊缝检验尺、红外线测温仪等检测设备。
1.2焊前审查确认
在工艺管道施焊前,专业监理工程师必须严格按照监理工作程序,逐项检查施工单位在焊接作业前的各项准备工作。重点包括如下几项。
1.2.1审查焊接工艺
管道焊接中所采用新材料、新工艺,必须按照规范要求制定焊接工艺评定。监理工程师审查焊接工艺评定报告认可的范围(材质和厚度)是否覆盖项目所有材料。尤其是对异种钢的焊接工艺评定报告的审查,应特别引起重视。
为了提高管道焊接施工质量,在审查焊接施工专项方案时,监理工程师应结合设计文件和甲方的要求,对控制焊接质量的措施提出合理化建议。如焊接方法的选择,在实际工作中业主和监理都会要求:有毒、有害、易燃、易爆、高温、高压和低温的管道(DN≥2")采用“氩弧焊打底+手工电弧焊盖面”的焊接方法;裂解炉炉管采用氩弧焊焊接,以提高焊接的合格率,并有效控制管道内的清洁度。因氩弧焊打底与焊条电弧焊打底相比较有如下优势:熔透性高,表面光滑、整齐,管内无熔渣,合格率高;热影响区小,焊接接头变形量小,残余应力也小;氩弧焊为连弧焊,不需清理熔渣和修理焊道,效率更显著。
1.2.2审查焊工资质
所有焊工必须按照《锅炉压力容器压力管道焊工考试与管理规则》和《现场设备、工业管道焊接工程施工及验收规范》的要求,取得焊工资格证。经监理工程师审查焊工资格证合格后,焊工应参加现场焊接技能实际操作考试。监理工程师对考试实行全过程监督,并对考试项目(平、横、立、仰)合格的焊工颁发上岗证。监理人员在焊接施工现场巡检并抽查焊工资质是否符合要求。
1.2.3审查管材管理
乙烯装置管道材质从普通碳钢到 Cr-Mo 耐热合金钢,材料制造标准从国内标准到国外标准,种类繁多。为了便于区分和确认管道的材质,监理工程师应要求施工单位编制材质色标标识专项方案,所有进场验收合格的管材按颜色标识管理并分类存放;在现场巡检过程中,检查管工、焊工是否携带颜色标识说明卡和焊材匹配卡,使焊工在焊接作业时能随时确认焊材的使用是否正确,保证了焊材使用的准确性。乙烯装置管道材质标识见表1。
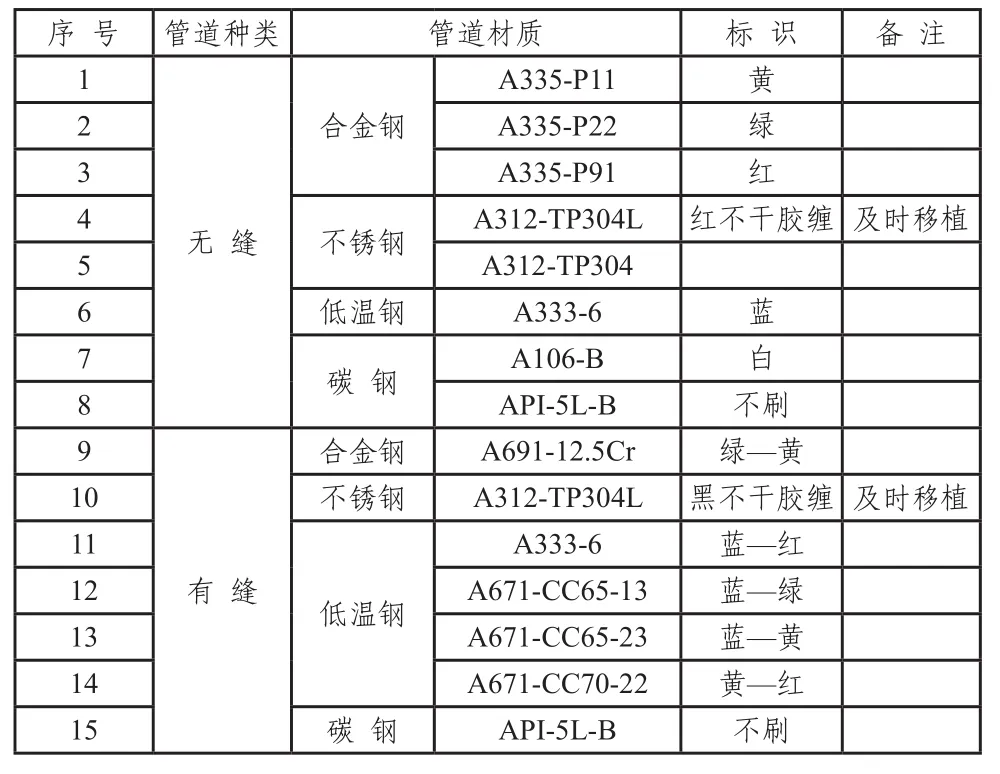
表1 乙烯装置管道材质标识表
2 规范施焊中的质量控制
在管道焊接的施工过程中,监理工程师必须对焊工、焊机、材料等进行严格控制,确保关键部位的施工技术措施落实到位。
2.1焊工检查
在施焊过程中,监理工程师要随时抽查焊工的施焊项目是否与其所取得合格项目相符、是否按焊接工艺规程施焊。如有不符,则将此焊工焊接的该批次焊口作全面的 RT 检查。焊缝应一次连续焊完。如遇事故中断,焊道要保温缓冷;再次施焊前必须确认焊缝无裂纹并经预热后,方可继续焊接。
2.2管材检查
监理工程师要审查进场材料的合格证、复检报告等质量证明文件。同时,应采用超声波测厚仪、游标卡尺等工具,及时进行外形尺寸检查,并做好平行检查记录。对合金材料的检查,尤其是 Cr-Mo 材料,必须待光谱分析合格后方可使用;对检查不合格的材料,要求施工单位单独存放并进行明显标识和及时退场。
2.3焊材管理
在监理工作中,监理工程师应将焊材的存放、烘干、发放和回收等列为日常巡检重点;每天抽查设备运行的完好性和发放记录的准确性,保障焊材发放的可追溯性。
焊材库房检查:监理工程师要检查除湿器和温—湿度记录仪,保证库房的温度为 5℃ 以上,湿度不超过 60%;检查专职保管员对焊材的入库存放、烘干、发放、回收以及气象记录的及时性、准确性。
焊条烘干检查:监理工程师要检查焊条是否按照种类分别进行烘干,是否有混装烘干现象,烘干是否按焊接工艺规程或制造厂的要求进行(如升温速度、降温速度、恒温时间等);烘干后的焊条是否及时放入恒温箱中分类存放并挂牌区别。
焊材发放检查:监理工程师要抽查焊条发放记录的完整性(如焊工每次领取不超过 2 kg);抽查焊工的焊条筒内是否混装两种不同性质的焊条。
2.4焊接检查
为了保证合金钢管道的焊接质量,施工单位必须建立指定作业区域与其他材料隔离施工。监理工程师应重点检查:焊工所用的地线卡是否为相同或相近材料制品,砂轮片、钢丝刷是否专用制品,禁止与其他材料混用;防风、防雨、保温措施是否到位,是否可行和有效。
监理工程师要制定 Cr-Mo 管道的焊前焊口检查确认卡,重点对焊前组对、坡口磁粉检测、预热温度进行检查。经过焊接质检员和监理工程师检查确认合格后,焊工方可施焊。在检查过程中,随时抽测预热温度、层间温度,检查焊前焊口检查确认卡的填写确认情况。合金管道焊前预热温度见表2。

表2 合金管道焊前预热温度表
3 严格施焊后的质量控制
3.1焊后热处理
焊接完成后,焊接质检员要对焊缝进行外观检查。合格后进行焊缝热处理的温度,必须严格按照设计和焊接作业指导书的规定。监理工程师要重点检查升温速度、降温速度、恒温时间、热处理记录和硬度检测工作。焊接接头的热处理温度见表3。
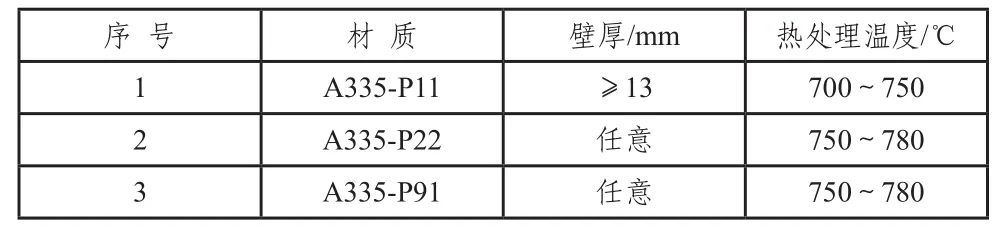
表5 焊接接头热处理温度表
3.2“四号”标识
焊接完毕后,为了保证焊接的可追溯性,监理工程师要检查焊口的“四号”(管道号、焊口号、焊工号、焊接日期)标识管理的执行情况。若有无损检测焊口,还需要补充检测日期、检测形式及编号,做好原始焊接纪录并分类存档保管。
3.3无损检测
焊接热处理完成 24 h 后,必须按照设计文件要求的比例,对焊口进行无损检测。监理工程师重点关注不合格的焊缝,审查焊接返修工艺卡,严格控制返修次数和质量;选用优秀的焊接人员进行返修,确保一次返修合格。同时,做好返修记录和热处理记录。无损检测监理工程师要定期和不定期地检查无损检测的底片合格率、评片合格率以及检测设备完好性等,并可指定第三方检测单位开展复查和抽检等工作。
4 结 语
在乙烯装置管道焊接质量控制监理工作中,监理工程师在保证焊前、焊中、焊后检查的同时,定期召开焊接质量专题会议,及时解决焊接过程中出现的问题;督促施工单位须做好自检、互检、专检、联检和工序报验等工作。只有施工、监理、建设等单位各负其责、共同努力,树立严格把关的质量管理理念,焊接质量才能得到最有效的控制,才能为乙烯装置安全、稳定、长周期、满负荷的优质运行提供本质的保证。
中图分类号:TU712
文献标识码:B
文章编号:1007-4104(2014)08-0074-03
收稿日期:2014-03-11
作者简介:刘永庆,男,毕业于中国石油大学(华东),国家注册监理工程师、注册一级建造师、招标师,现任职于吉林梦溪工程管理有限公司,任广东分公司执行经理。
通信地址:吉林省吉林市龙潭区遵义东路22-1号 吉林梦溪工程管理有限公司。E-mail:18804320227@163.com
猜你喜欢
消费导刊(2017年24期)2018-01-31
中国工程咨询(2017年10期)2017-01-31
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
科技视界(2016年21期)2016-10-17
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
中国工程咨询(2012年3期)2012-02-13
中国工程咨询(2012年10期)2012-02-13