
板式过滤机助滤剂喷涂量的影响因素及量化分析
2014-04-10 01:26:57许小丰黄昆峰
有色金属加工 2014年5期
许小丰,黄昆峰
(1.中色科技股份有限公司,河南 洛阳 471039;2.中铝瑞闽铝板带有限公司,福建 福州 350015)
铝带箔轧制过程中,轧制油具有使铝带箔表面光亮、退火时能挥发清除等特性。在此过程中由于混入大量铝屑、铝粉、灰尘及其他微小颗粒,使轧制油变黑,铝带箔轧制质量下降,用一般的机械方法将其过滤的成本很高,故铝带箔轧制油的过滤绝大多数采用的是板式过滤机,其所用助滤剂为硅藻土和活性白土,过滤介质为过滤纸。
1 板式过滤机助滤剂喷涂原理
现有技术中,大部分板式过滤机的过滤原理图如图1所示。助滤剂在混合搅拌箱中与轧制油充分混合搅拌均匀,然后通过喷射泵将助滤剂与轧制油混合液供给到过滤泵的吸油口,过滤泵将含有助滤剂的轧制油抽到板式过滤机的过滤箱,使助滤剂均匀的喷射在作为过滤介质的过滤纸上,形成与过滤精度相适应的过滤层,以过滤轧制油。

1-过滤泵;2-混合搅拌箱;3-滤纸卷;4-过滤箱;5-压紧机构;6-走纸机构;7-集污箱
板式过滤机过滤过程一般分为助滤剂预涂阶段、正常过滤阶段和吹扫更换滤纸阶段三个阶段。过滤过程采用程序控制,上述三个阶段为一个过滤周期,通常设定为24h。预涂阶段开始时,过滤泵将污油和从混合搅拌箱中吸入的助滤剂混合液一起送入板式过滤机的过滤箱,在滤纸上形成与过滤精度相适应的过滤层,一般为2~3mm,预涂阶段结束,正常过滤阶段开始。正常过滤阶段,为了保证滤出的油始终符合过滤精度要求,由混合搅拌箱上进给阀控制喷射泵周期性的吸出助滤剂混合液,并随同污油一起进入板式过滤机的过滤箱,滤饼逐渐加厚,随着过滤层加厚,阻力增大,当阻力达到规定压力或过滤时间达到规定的24h时,过滤过程应结束。吹扫更换滤纸阶段,先吹入干燥空气,吹除滤层中含有的大部分残油,然后拉出过滤纸及附在其上的助滤剂,换上新滤纸后开始下一个过滤周期。
2 助滤剂喷涂量的影响因素
板式过滤机在工作过程中的助滤剂预涂阶段和正常过滤阶段都应该控制助滤剂的喷涂量。喷涂量太大,换纸时间短,过滤周期短,浪费滤纸,板式过滤机过滤效率低;喷涂量太小,在滤纸上形成不了与过滤精度相适应的过滤层,轧制油过滤效果不好,达不到要求的过滤精度。此外,如果在规定的24h内阻力未达到规定压力,助滤剂在滤纸上形成的过滤层厚度也不应超过滤箱层间间距的2/3,一般滤箱层间间距为30 mm,即助滤剂在滤纸上形成的过滤层厚度不应超过20 mm,以防止助滤剂层高太厚,影响走纸机构的换纸。
从板式过滤机助滤剂的喷涂原理来看,通过改变混合搅拌箱中助滤剂的浓度、进给阀开关时间和调节节流阀流量可以调整助滤剂喷涂量的大小。通常混合搅拌箱中助滤剂的浓度是一定的,且混合搅拌箱中助滤剂的浓度对助滤剂喷涂流量的影响是直观的,在进给阀开关时间一定的情况下,助滤剂喷涂量的大小主要靠调节节流阀流量来调整。
以某型号轧机的工艺润滑系统为例,在进给阀开关时间和助滤剂浓度一定的情况下,详细分析助滤剂喷涂量的影响因素,其助滤剂混合液喷涂系统示意图如图2所示。
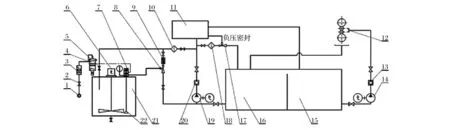
1-气源;2-截止阀;3-气动三联件;4-电磁换向阀;5-截止阀;6-搅拌装置;7-进给阀;8-抽吸助滤剂喷射泵;9-节流阀;10-Y型过滤器;11-板式过滤机;12-喷嘴;13-止回阀;14-供油泵;15-净油箱;16-污油箱;17-负压密封喷射泵;18-Y型过滤器;19-过滤泵;20-止回阀;21-混合搅拌箱;22-抽吸管
具体参数为:过滤泵供油流量4250L/min,混合搅拌箱最高工作液位1.3m,混合搅拌箱最低工作液位0.3m,混合搅拌箱最大有效容积2.3m3,板式过滤机过滤面积1×32m2,抽吸助滤剂喷射泵安装高度1.6m,混合搅拌箱中助滤剂的浓度为0.3m3硅藻土和2m3轧制油配比,轧制油密度0.8g/cm3,硅藻土湿密度0.5g/cm3,进给阀与抽吸助滤剂喷射泵间软管通径为10mm。
由轧制油密度和硅藻土湿密度及混合搅拌箱中助滤剂的浓度,可以计算出助滤剂混合液密度为0.761 g/cm3。求助滤剂的喷涂流量,需先确定其流速,对管流列总流伯努利方程。过流断面1取在混合搅拌箱中混合液液面,过流断面2取在进给阀与抽吸助滤剂喷射泵间软管处,不考虑阻力水头损失,则:
(1)
式中:z1——过流断面1的位置水头,0.3m≤z1≤1.3m;
p1——过流断面1的压力,为当地大气压;
v1——过流断面1的流速,相对于过流断面2,搅拌箱液面足够大,v1≈0;
z2——过流断面2的位置水头,z2=1.6m;
p0——过流断面2的压力,为当地大气压减去进给阀上真空表测出的负压;
v2——过流断面2的流速。
如果调节节流阀流量使进给阀上真空表测出的负压为p0=0.07MPa,将z1=1.3m和z1=0.3m分别代入式(1)中可得v2=13.4m/s和v2=12.6m/s,由进给阀与抽吸助滤剂喷射泵间软管通径d2=10mm,可以计算出助滤剂的喷涂流量Q=63.1L/min和Q=59.5L/min。由此可见,混合搅拌箱中混合液的液位对助滤剂的喷涂流量有影响,但影响不大,计算时可取中间位液位z1=0.8m,则v2=13m/s,Q=61.2L/min。如果调节负压为p0=0.05MPa,取z1=0.8m,则v2=10.8m/s,Q=50.9L/min。由此可见,调节负压对助滤剂的喷涂流量有较大影响。此外,由上述计算过程可看出,抽吸助滤剂喷射泵安装高度z2对喷涂流量有影响,但影响不大;进给阀与抽吸助滤剂喷射泵间软管通径d2对喷涂流量有较大影响。
从图2中可以看出,抽吸助滤剂喷射泵抽出的助滤剂并不是全部进入到板式过滤机的过滤箱中,有部分被负压密封喷射泵旁路掉了,所以,需要考虑该处的流量对助滤剂喷涂流量的影响。由伯努利方程和流量连续性方程可得:
(2)
式中:q——通过喷射泵的流量;
d1——喷射泵喉部的管径;
d2——喷射泵收缩段前的管径;
h——水头差,即与真空表测出的负压相当的水头。
因d1、d2已给定,故式(2)中的k为定值。取负压密封上真空表测出的负压为p0=0.02MPa,根据公式(2)可以计算出该处的流量为q=49.8L/min,占过滤泵供油流量4250L/min的1.2%,即意味着抽吸助滤剂喷射泵抽出的助滤剂98.8%都进入了板式过滤机滤箱,所以该处的流量对喷涂流量影响不大,甚至可忽略不计。
3 结束语
通过上述的计算与分析可知,混合搅拌箱中混合液的液位和抽吸助滤剂喷射泵安装高度对助滤剂喷涂流量有影响,但影响不大;负压密封喷射泵旁路对助滤剂喷涂流量的影响也不大,甚至可忽略不计。调节负压和进给阀与抽吸助滤剂喷射泵间软管通径对助滤剂喷涂流量的影响较大,在设计和调试过程中要注意这两点,特别是进给阀的加工和装配一定要注意其气密性,否则,即使调节节流阀流量产生的真空度较大,也会因为进给阀气密性不好而产生不了大的负压。同时,上述计算与分析过程可以反过来,设备调试时,在混合液浓度一定、助滤剂预涂时间一定的情况下,可以计算出需要调节的真空度以达到在滤纸上形成与过滤精度相适应的过滤层;根据助滤剂预涂阶段需要的真空度调定后,可以根据上述计算与分析过程,调节正常过滤阶段喷射泵周期性吸出混合液的时间比。
[1]肖亚庆. 铝加工技术实用手册[M]. 北京:冶金工业出版社,2004.
[2]孙建林. 轧制工艺润滑原理技术与应用[M]. 北京:冶金工业出版社,2004.
[3]李仁年,陆初觉.工程流体力学[M]. 北京:机械工业出版社,2000.
[4]屠大燕. 流体力学与流体机械[M]. 北京:中国建筑工业出版社,2000.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:14
煤气与热力(2021年11期)2021-12-21 07:15:20
机械管理开发(2021年8期)2021-09-21 11:58:56
煤气与热力(2021年3期)2021-06-09 06:16:18
中国金属通报(2020年20期)2020-12-09 11:28:10
磷肥与复肥(2020年3期)2020-05-21 02:37:30
土木建筑与环境工程(2016年3期)2016-07-11 09:23:00
舰船科学技术(2016年1期)2016-02-27 15:39:17
设备管理与维修(2015年12期)2015-04-09 06:57:06
科技资讯(2014年26期)2014-12-03 22:07:26
