
自制铣丝装置加工玻璃钢件螺纹
2014-04-09 13:14北方华安工业集团有限公司黑龙江齐齐哈尔161046苑有海张立岩
金属加工(冷加工) 2014年11期
北方华安工业集团有限公司(黑龙江 齐齐哈尔 161046) 苑有海 张立岩 姜 丽
我公司目前加工的一种零件材料为玻璃钢,结构为筒形,两端为长25mm的M60×1.5mm内螺纹。由于玻璃钢材料具有密度小、强度高以及高硬度质点多的特性,生产中使用YW1普通螺纹车刀加工时,极易产生起层和掉渣现象,严重影响了产品质量。
笔者根据多年从事车削加工的经验,针对上述现象分析主要是由于刀具材质选用不当和零件转速太低造成的,为此设计了一套在普通车床上使用的铣丝装置,结构示意图如附图所示。
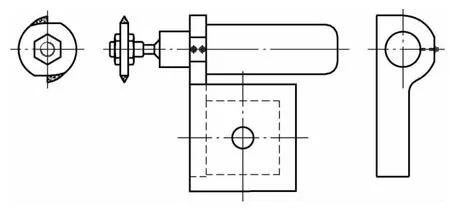
铣丝装置结构示意图
这套铣丝装置主要是以公司现有的GGS27L直磨机为主体,其他由螺纹轴、铣刀盘、刀座及螺纹联接件组成。该装置采取了两个有针对性的措施。其一是利用直磨机自身超过万转的转速实现刀具的高速旋转,解决零件转速低的问题;其二是用自制的人造金刚石铣刀盘代替直磨机的砂轮部位进行螺纹切削,解决刀具选用不当的问题。
首先自制一个中心带孔的φ40mm薄圆盘,对称焊接两块人造金刚石刀头作为铣刀盘。磨刀时需要保证两刀尖的回转半径相等,角度正确。铣刀盘依靠两侧的小螺母紧固在可装夹在直磨机夹头内的螺纹轴上,完成对直磨机切削部分的改装。工作时先将直磨机插入自制刀座,用两个螺栓紧固后安装改装后的铣刀盘,再将刀座装夹在刀台上,调整好中心高后即可在普通车床上切削螺纹。
由于该直磨机空载转速高达27000r/min,人造金刚石刀头加工出来的螺纹光滑,无起层和掉渣现象,经通止量规检验合格。利用上述自制铣丝装置加工玻璃钢件螺纹,不但保证了加工质量,而且刀具不易磨损,可连续加工零件11000余件,生产效率提高3~4倍。目前,该办法已经通过批量生产考核,推广应用于同类零件的加工。
猜你喜欢
煤气与热力(2021年3期)2021-06-09
建材发展导向(2021年6期)2021-06-09
金属加工(热加工)(2020年12期)2020-02-06
模具制造(2019年10期)2020-01-06
中国酿造(2019年9期)2019-10-08
上海建材(2019年3期)2019-09-18
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2017年3期)2017-06-23
设备管理与维修(2016年7期)2016-04-23
机电产品开发与创新(2014年6期)2014-03-11
