
数控重型曲轴铣车复合加工机床旋风刀架设计*
2014-04-09 07:38:12
制造技术与机床 2014年10期
(齐重数控装备股份有限公司研发中心,黑龙江 齐齐哈尔 161005)
旋风刀架是数控重型曲轴铣车复合加工机床的核心部件。由于曲轴拐档距窄,主轴颈与曲拐颈距离大,旋风刀盘需套进曲轴颈加工工件,见图1。

1 技术分析
从图1看由于曲轴直径大,转盘无法通过工件(转盘中间圆孔直径1 300 mm),因而加工时旋风刀架必须要采用分体开合式结构,将上盖开启(图2),才能从一个曲拐颈移到另一个曲拐颈处。上下体开启、闭合必须具有准确定位、自动开合、自动锁紧等功能。由于刀架体内装有旋转转盘的内外齿圈,曲拐档距窄,开合式旋风刀架结构尺寸很小,厚度不允许超过156 mm,因而对保证刀架的动静刚度及旋风转盘加工工艺提出了苛刻的技术要求。
为保证工件加工后的表面粗糙度值达Ra0.4 μm以内,转盘旋转支承导轨需采用静压导轨,而且需要很好密封才能封住大量静压油外流;在旋风转盘转动的同时,刀具需要径向进刀,结构设计增加差动机构来满足以上要求。
2 结构设计
2.1 旋风刀架动作顺序
在一个曲拐颈加工完毕后,按停车按钮,旋风刀架抽气电动机、主电动机、送气电磁阀、刀盘静压同时停止工作,同时进给电动机反转刀具返回原位;延时5 s后,上插外齿圈油缸、下插外齿圈油缸、上插内齿圈油缸同时插入到位—行程开关发信号—按钮站放松按钮红灯亮;人工手动卸下转盘对接把合螺钉,装入极限开关的特定库位上,特定库位发信号—放松按钮红灯转绿灯亮;按放松电动机启动按钮—行程开关压合—两并列油缸动作—上盖打开到位行程开关压合—两并列油缸动作—上盖打开到位行程开关压合—油缸停、保压。
将横刀架移到初始位置、纵向移向下一个加工位置,横刀架到工件加工位置。
按上盖闭合按钮—两并列油缸动作—上体与下体合上、到位行程开关压合—锁紧电机红灯亮—手动装上4个把合螺钉—特定库位极限开关复位—锁紧电动机绿灯亮,按锁电动机按钮,上插外齿圈油缸、下插外齿圈油缸、上插内齿圈油缸同时退回—行程开关压合—主传动链定位油缸退回—退回行程开关压合—刀盘旋转开关绿灯亮—旋风刀架抽气电动机、主电动机、进给电动机、送气电磁阀、刀盘静压同时启动工作—旋风转盘转动,刀具切削开始。
2.2 旋风刀架结构设计
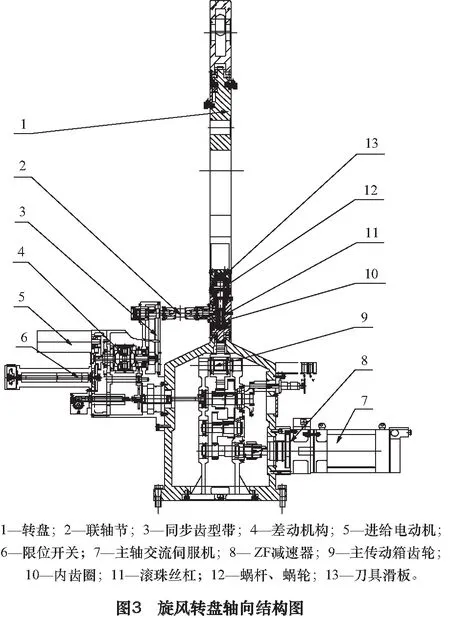
旋风刀架由大拖板、中拖板、旋风转盘组成。旋风转盘是用来完成曲轴旋风切削加工的功能零件,刀具装在转盘上,刀具为弹性成形刀具,切下的切屑类是烟盒锡纸状,宽度根据刀具宽窄而定,可达300 mm以上,长度可达1 000 mm以上。转盘装置分为上下两体,上体连同转盘其中一半,可一起开启,使要加工曲轴部位进入此装置内,转盘转动为静压支承;转盘旋转为主运动,见图3,由1PH7167主轴交流伺服动机7驱动,通过ZF减速器8及主传动箱齿轮9传给转盘1;由于转盘的回转采用机械驱动,配合转盘上的轴向和径向静压轴承,给曲拐颈车削提供了最好的稳定性和刚性。刀具装在刀具滑板13上,刀具滑板13可在转盘1上径向移动;刀具进给(U轴)由进给交流伺服机5驱动,通过齿轮差动机构4、同步齿型带3、联轴节2、蜗杆、蜗轮12、滚珠丝杠11传到刀具滑板13上;在进给传动链上设有刀具滑板移动的限位开关6,限制刀具滑板的移动范围。刀具在转盘1上可进给移动,也可快速移动。转盘1旋转时和停止时,刀具都可以在转盘1上移动。如图4所示,旋风转盘上体1的开启和闭合由液压开合油缸6驱动,开启之前,上体1中的转盘和内齿圈由锁定机构3将其锁定,以免使其脱出,闭合后锁定机构3退出,使转盘和内齿圈能自由转动,锁定机构3由液压油缸驱动。静压油的密封采用“负压气流密封”技术,在转盘和非转动部分之间的缝隙处装有压缩空气管5,压缩空气从管的小孔处喷出。在装置的侧面装有抽气风机2,将装置内的空气向外抽。腔里形成负压。在压缩空气和风机的共同作用下,使转盘和非转动部分之间的缝隙处产生向装置内部流动的气流,而达到封油作用。
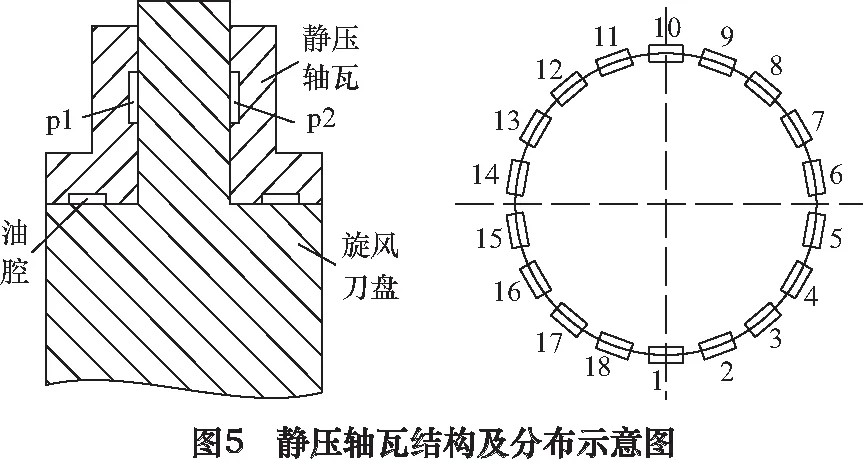
转盘静压支承旋转用的是双向内循环72点恒流式径向和轴向静压导轨支承技术,见图5,转盘两侧各设有18块静压轴瓦,沿圆周方向均匀安装在刀架体上,转盘与静压轴瓦之间采用恒流静压导轨联接,每块轴瓦的轴向和径向各设有一个静压油腔。
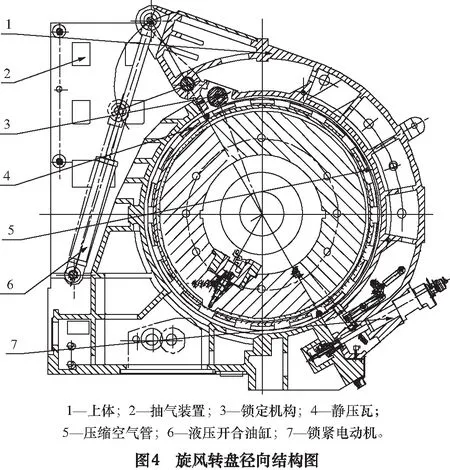
图3中的差动机构用于在转盘旋转的同时刀具沿径向进给(U轴),结构设计需要带内、外齿圈与差动轮系组合的差动进给技术。进给电机由西门子交流电机驱动,通过差动轮系传递给内齿圈使转盘刀具移动。刀具径向卡紧通过弹簧夹紧,液压放松,刀具手动放置在刀夹内,通过按钮夹紧放松,刀具选用宽刀刃成形刀具。
3 结语
通过对旋风刀架综合研究,掌握了多种新技术、新工艺、新材料,解决了异形长轴非转动轴颈加工难题。希望以上核心技术能在今后的工作中对机床设计者起到借鉴意义。
[1]现代实用机床设计手册编委会.现代实用机床设计手册:上下册[M]. 北京:机械工业出版社,2006.
[2]西北工业大学机械原理及机械零件教研室.机械设计[M].7版.北京:高等教育出版社,2001.
猜你喜欢
环球市场(2021年11期)2021-01-15 23:24:45
设备管理与维修(2020年23期)2021-01-04 00:15:10
新商务周刊(2019年24期)2019-12-22 05:47:21
中小企业管理与科技(2019年22期)2019-09-09 00:40:04
数码世界(2018年6期)2018-07-12 01:08:04
制造技术与机床(2017年3期)2017-06-23 08:11:51
小天使·二年级语数英综合(2017年3期)2017-04-01 17:15:24
小天使·一年级语数英综合(2017年2期)2017-02-16 20:34:43
小天使·一年级语数英综合(2017年2期)2017-02-16 10:14:11
小天使·一年级语数英综合(2016年11期)2016-11-28 21:40:57
