
曲轴偏心磨床数控系统改造
2014-04-06 12:28王宝平
制造技术与机床 2014年1期
王宝平
(北京发那科数控工程有限公司,北京 100102)
广东某制冷设备有限公司使用的曲轴偏心磨床是从日本丰田公司进口的曲轴偏心磨床,原来的机床数控系统为丰田公司专为自己生产的曲轴偏心磨床所开发的磨床专用数控系统。由于该磨床运行近16 年,电气控制系统运行极不稳定数控系统老化,系统本身分离元件较多集成度不高,磨削进给速度极不稳定,磨削出的工件表面粗糙度值增大,产品合格率降低。为此该公司委托我公司进行电气系统改造,解决目前机床存在的问题。
1 系统改造方案
系统采用FANUC0iMD 系统代替原丰田数控系统,砂轮进给X 轴和砂轮修整电动机Z 轴采用高精度ai 系列伺服电动机;用于工件旋转的头架主轴(C 轴)也采用ai 系列伺服电动机来代替原来的主轴电动机,具有PMC 轴和CNC 轴的切换功能。保留MARPOS 主动式量仪控制砂轮磨削进给保证工件的加工精度;保留丰田异种检查装置排除加工中异种规格工件的干扰。改造后的机床坐标分配,0iMD 系统的X 轴用于砂轮磨削(或修整)前进后退进给,Z 轴用于砂轮修整时左右位置的移动(金刚笔固定在床身上不移动)。
2 功能介绍
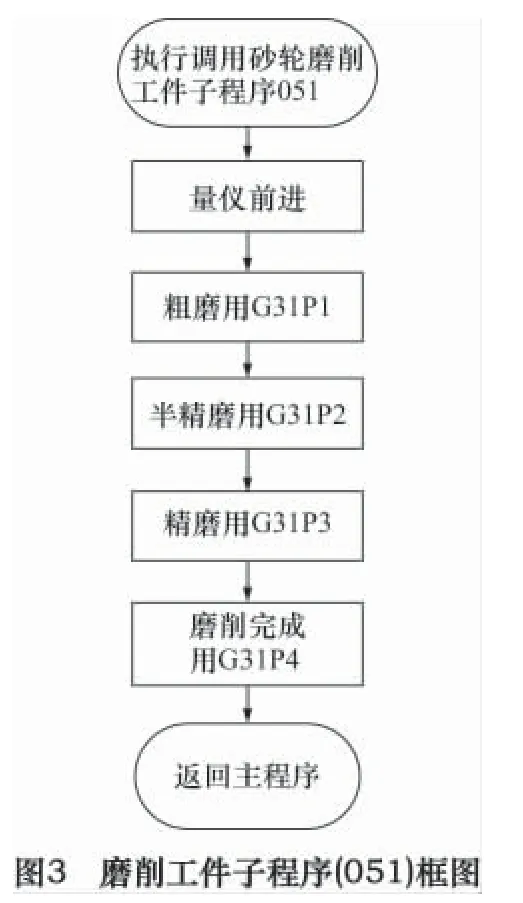
2.1 砂轮磨削进给工艺
曲轴偏心磨床进给用FANUC 0iMD 系统控制,并通过MARPOS 主动式量仪和PMC 程序控制进给量的大小,使用多步跳转功能来保证加工件的精度。
2.2 砂轮修整进给工艺及修整量的自动补偿
工件自动加工中加工的工件总数达到要修整一次砂轮的数据(在#501 中设定)时,自动调用砂轮修整程序O09 号程序,修整结束后自动补偿修整量,并修整工件坐标系的原点设定值。砂轮修整完后,不需要重新对刀即可进行磨削加工。
此外还进行砂轮修整多次的成型修整(修整次数在#507 中设定)O04 号程序和单次修整O08 号程序中,方便用户选择合适的修整方式。
为了灵活调整针对曲轴磨削后由于机床本身几何精度产生的锥度问题,除了调整机床本身的几何精度外,在以上的砂轮修整程序中还设有砂轮锥度修整选择,在#551 中设定(锥度经验值#551 为0 时非锥度修整,#551 不为0 时锥度修整,在修整程序中自动判别选择跳转)。
在以上的修整方式中都设有当砂轮外径值等于或小于要更换砂轮时的外径值时,“砂轮交换灯”亮的提示,提醒用户砂轮已经到了使用寿命,须及时更换新的砂轮。

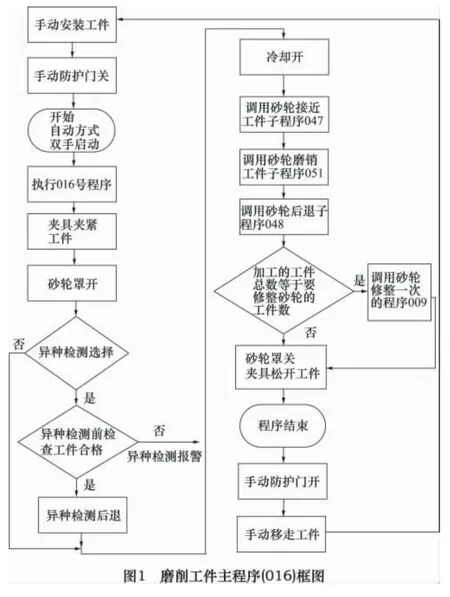
3 动作顺序软件框图
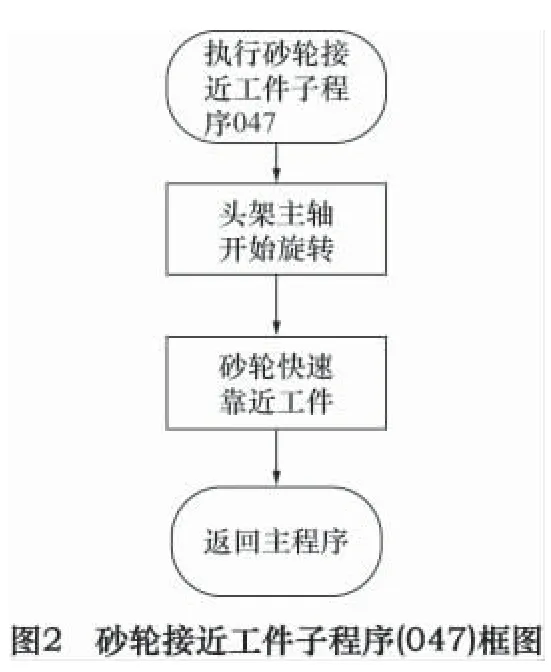
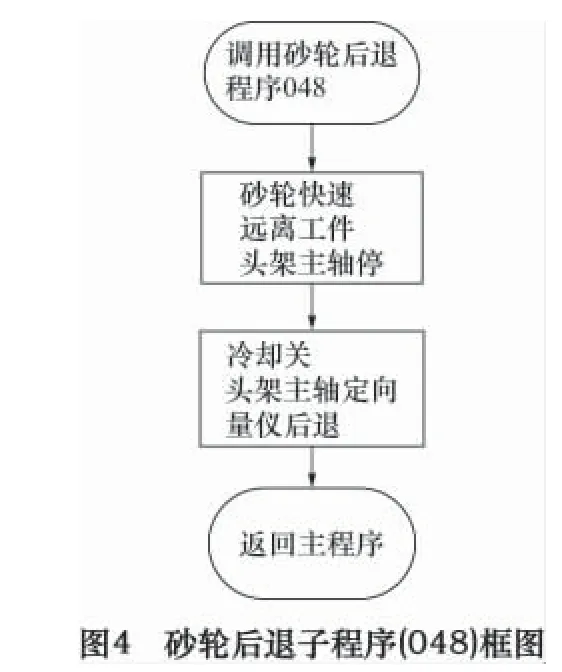
按主程序、子程序结构编制软件,软件框图见图1~图7。

4 程序及数控功能的实现
4.1 带量仪加工主程序
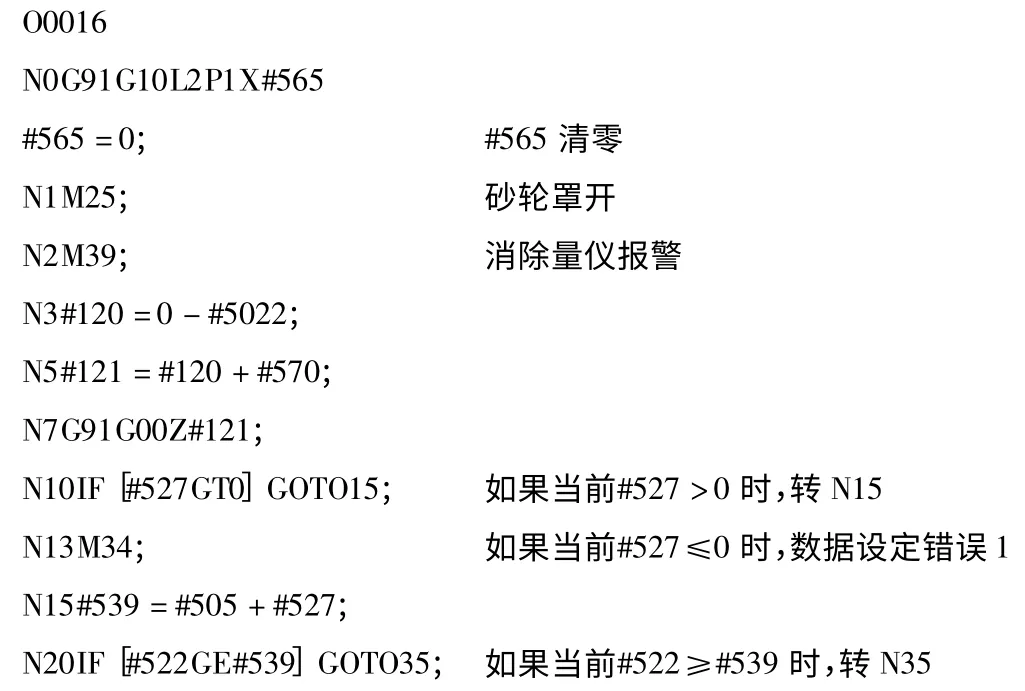

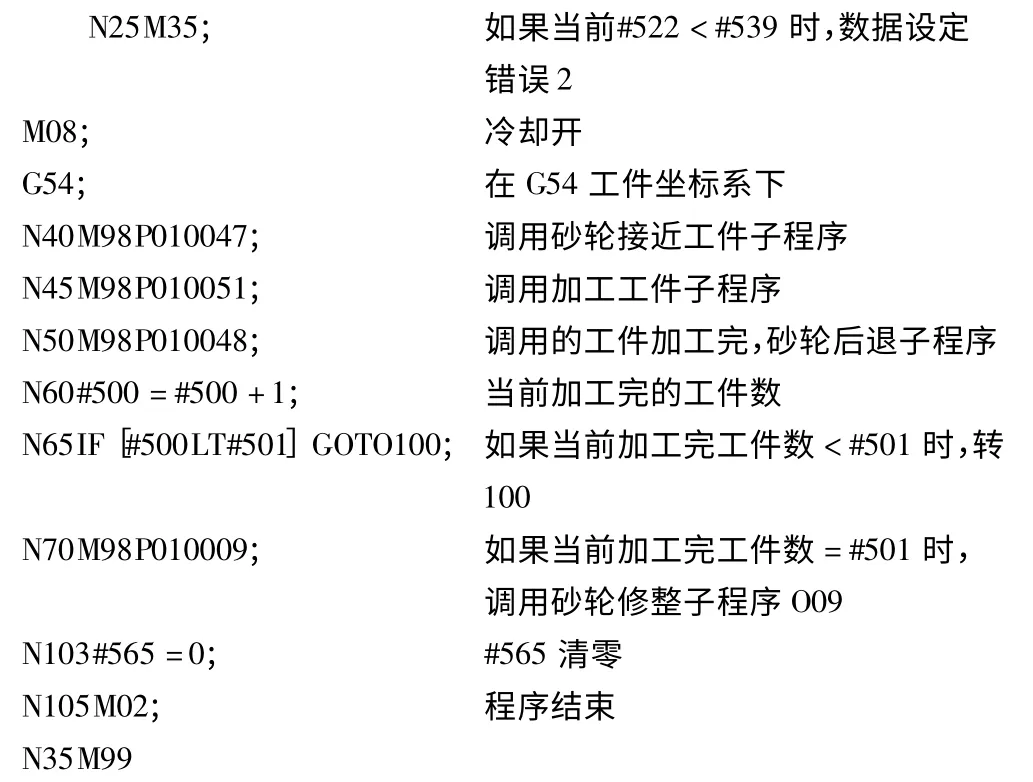
4.2 加工主程序中调用的加工工件子程序

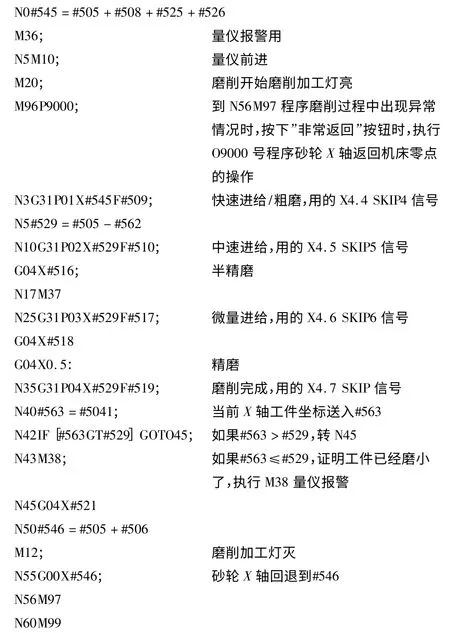
4.3 多步跳转功能的实现
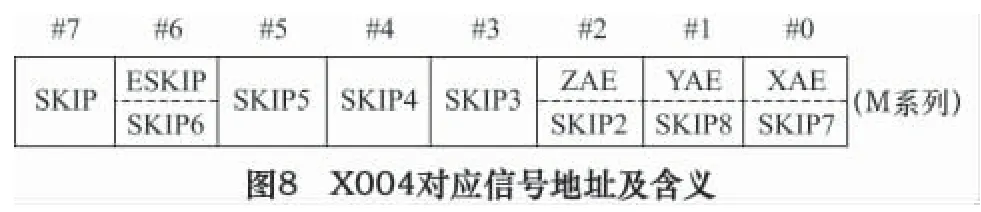
NO6200#1(SK0)设定为0 跳转信号SKIP(X4.7)和多级跳转信号(X4.0 -7)信号(为1 时跳转信号有效,为0 时跳转信号有效)
相关参数含义

X004 对应信号地址及含义如图8 所示,地址为硬件直传点,没有G 地址的对应关系,所以PMC 中不用做对应处理。
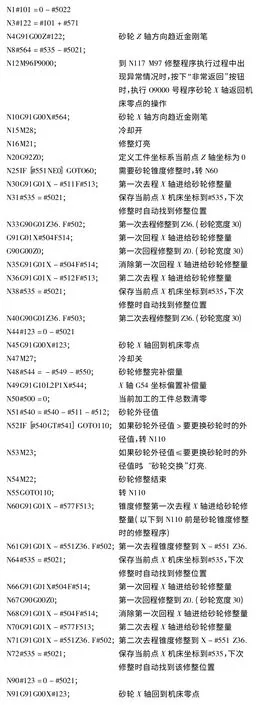
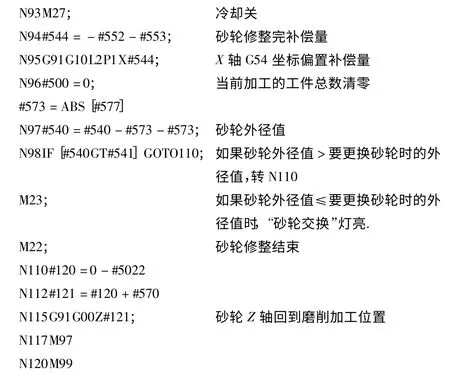
4.4 加工主程序O16 或单次修整程序O08 中调用的修整砂轮子程序

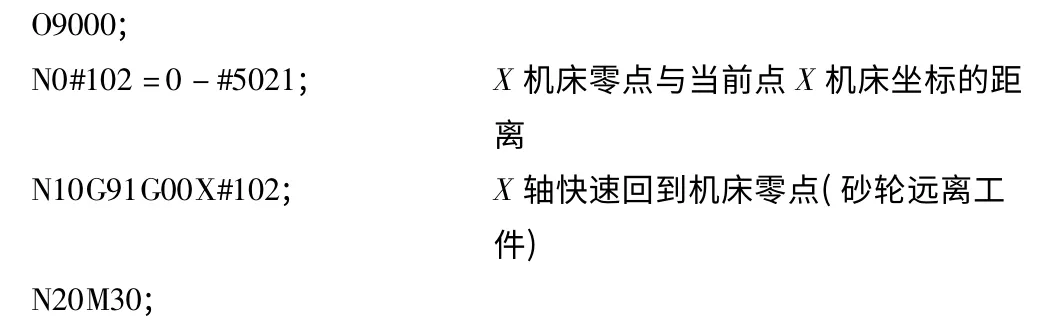
4.4.1 中断型用户宏程序
带量仪加工主程序或砂轮修整程序执行中出现紧急情况时,按下机床主面板的“非常返回”中断当前程序,调用返回X 轴机床零点子程序
4.4.2 中断型用户宏程序功能的实现
系统使用中断型用户宏程序功能时需要将参数NO6003#7(MUS)设定为1,用户宏程序的中断信号为UNIT <G53#3 >,高电平有效,用法见图9。编制的PMC 程序如图10 所示。

图10 中X3.0 为“非常返回”按钮(黄颜色按下不带锁信号接常开点信号为高电平有效,而“非常停止”按纽为红颜色,按下带锁旋转释放为接常闭点信号低电平有效)。
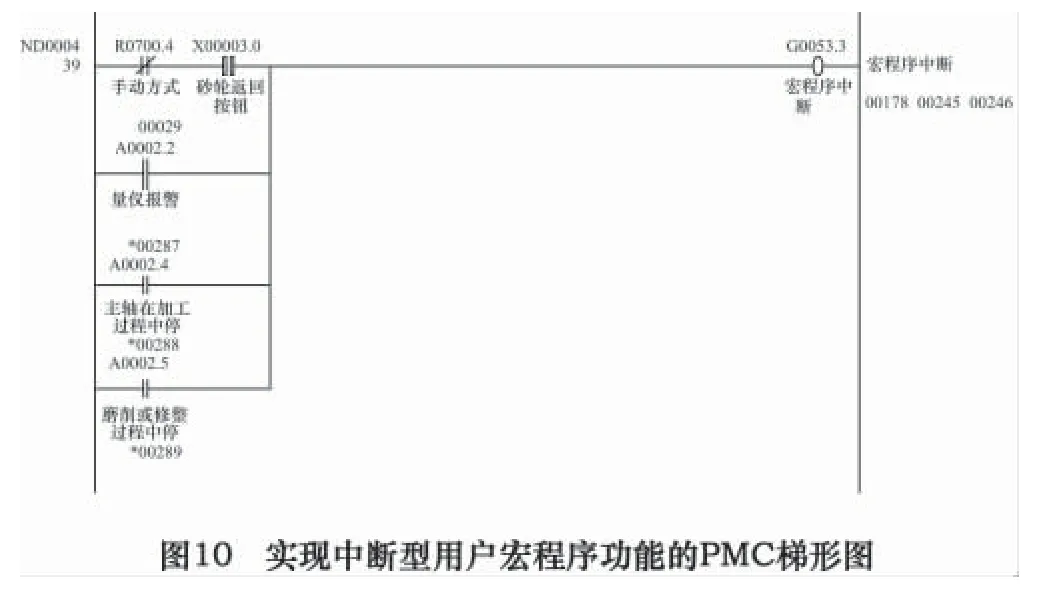
A2.2 为量仪各种情况报警;A2.4 为头架主轴(C轴)在加工过程中因故障停止;A2.5 为砂轮轴在加工或修整过程中因故障停止。
在自动磨削或砂轮修整过程中出现以上情况时执行中断型用户宏程序功能调用O9000 号宏程序X 轴快速回到机床零点(砂轮远离工件或金刚笔)的功能。
4.5 位置记忆键调用的程序
当砂轮修整需要对刀,对刀完毕时,转到自动方式按下“位置记忆“按键,则自动调用并执行O2 号程序,执行当前X 机床坐标保存在#535 中,砂轮先X 轴返回机床零点,再Z 轴返回到工件的加工位置;点亮“位置记忆完了”灯的动作。

4.6 手动砂轮单次修整程序
在自动方式下,当满足砂轮修整条件,“砂轮修正选择”键选择在“单次”时,按下主面板“砂轮修正”键,则自动调用并执行O8 号程序。(调用修整砂轮O9 号子程序)

5 机床头架主轴(C 轴)的PMC 轴与CNC 轴切换功能
通过编制PMC 程序来实现机床头架主轴的PMC轴和CNC 轴的切换功能来实现该轴作为PMC 轴控制头架主轴连续旋转的速度功能、用于手动回零(手动定向)、加工完工件头架主轴固定在一点的自动定向功能;作为CNC 轴用于头架主轴的点动、手摇功能(用于该轴装卸夹具时C 轴的微量调整)的功能。
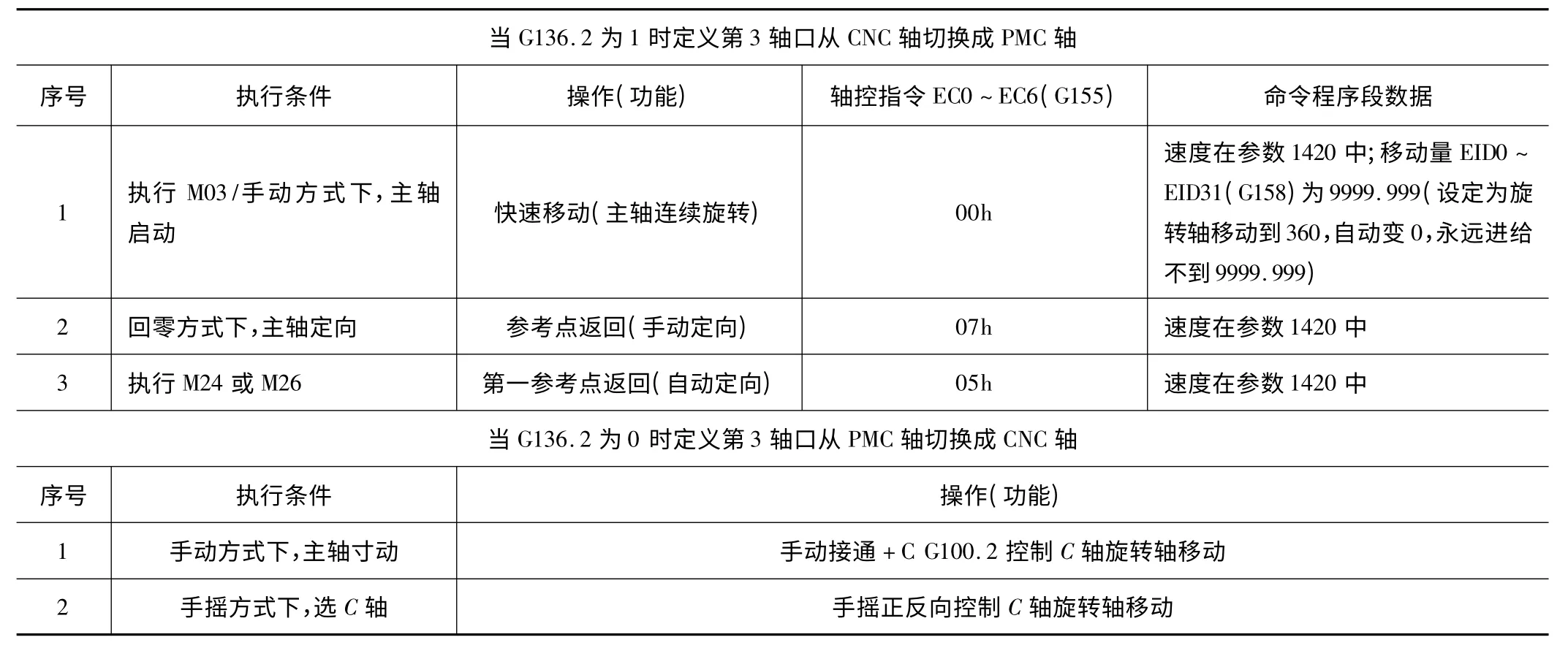
表1 第3 轴口作为PMC 轴或者作为CNC 轴时的功能切换表
(1)系统第3 个轴口定义为机床头架主轴作为PMC 轴时需要设定参数NO.8010,其参数含义见图11。
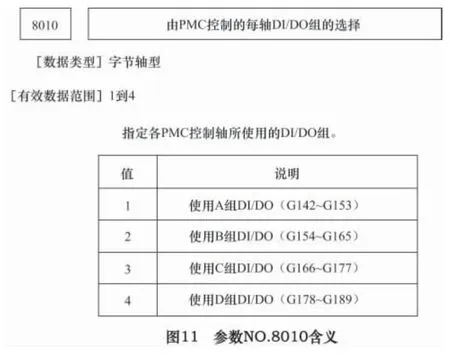
现在设定参数N8010A3P2 含义为系统第3 个轴口作为PMC 轴控制时使用B 组DI/DO(G154~G165)。
(2)第3 个轴口作为PMC 轴时需要G136.2 为1,定义该轴从CNC 轴切换成PMC 轴;作为CNC 轴需要G136.2 为0,定义该轴从PMC 轴切换成CNC 轴。具体功能切换见表1。
6 结语
改造后的机床经过连续半年的使用,电气系统运行稳定,磨削过程中砂轮进给非常稳定。曲轴的粗糙度值比以前显著减小。一次性检验,曲轴完全符合工艺要求,而且节拍比以前更快,节奏更紧凑,完全实现了预期的效果。
[1]FANUC Series 0i-MODEL D/ FANUC Series 0i Mate-MODEL D连接说明书(功能篇)B-64303CM[Z]
[2]罗敏.4R 曲轴磨床砂轮修整程序设计[J].制造技术与机床,2003(4):63 -66.
猜你喜欢
金刚石与磨料磨具工程(2021年3期)2021-12-06
哈尔滨轴承(2020年3期)2021-01-26
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2019年3期)2019-02-27
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
