锅壳式热水锅炉管端裂纹的产生原因与预防
2014-03-28 01:14居晓明中国人民解放军北京军区锅炉检验所
中国特种设备安全 2014年3期
居晓明 中国人民解放军北京军区锅炉检验所
在锅壳式燃油燃气热水锅炉的内部检验中,发现烟管的高温烟气入口管端产生裂纹,导致烟管泄漏是这种炉型最常见的失效形式。本文结合锅炉运行工况试图对烟管管端产生裂纹的原因进行分析,并提出一些防范管端产生裂纹的有效措施。
1 管端裂纹的形态和缺陷部位的金相组织
通过对泄漏锅炉烟管管端裂纹渗透检测,发现常见的管端裂纹形态有:轴向裂纹、径向裂纹、周向裂纹和混合型裂纹。烟管内壁的轴向裂纹长短不一,较短的轴向裂纹距离管端约有几毫米,较长的轴向裂纹延伸至烟管管端;有时能发现烟管端面的径向裂纹已裂至角焊缝表面,形成几毫米长度不等的放射状裂纹;周向裂纹一般是沿角焊缝根部的未熔合区开裂的;混合型裂纹是上述三种裂纹形态的组合,一般是在形成周向裂纹后,再出现轴向和径向裂纹,可以说是周向裂纹的进一步发展。管孔周围一般没有裂纹,少数情况管孔周围能发现放射状裂纹,管孔周围的放射状裂纹有的在管端径向裂纹的延伸方向上。
通过对一些典型性的缺陷部位做金相分析,缺陷附近管板的金相组织为铁素体+珠光体,珠光体组织分布的均匀性较差,但仍属正常组织。有轴向裂纹的烟管管端的金相组织为铁素体+珠光体+魏氏组织,由于焊接过程未按焊接规范严格控制,使得焊缝热影响区的过热区变宽,产生了魏氏组织。另外,金相显微检查看到的裂纹端部较钝,具有疲劳裂纹的特征。
2 烟管管端裂纹产生的原因
烟管裂纹一般是从距管端一定距离的烟管外壁
发展而成的,这与管端因冷却不好过热而引起的裂纹不同,同时烟管还有周向裂纹,说明裂纹源不可能在管口端面。引起裂纹的机理非常复杂,结合锅炉运行工况分析,裂纹的产生主要受到以下几种因素的影响。
2.1 管端角焊缝部位热应力大
燃油燃气锅炉的燃烧强度大,烟气进入回燃室的温度一般在900℃左右,回燃室管板温度相对较低,所以管板要吸收来自高温烟气的辐射热。同时,烟气以一定速度进入烟管后,以对流传热的方式将热量传给烟管。就整个管板而言,其接受的热辐射是比较均匀的,但管孔周围的管板,除了接受辐射热,还接受烟管吸收的对流换热量,这部分热量是通过烟管和管板的连接部位传给管板的,在管孔处管板接受的热量是辐射和对流两部分热量的叠加。在管子入口处,由于烟气流动受到很大扰动,几乎不存在热边界层,其局部放热系数远远大于烟气在管内达到稳定流动后的放热系数,这就是所谓的“入口效应”。“入口效应”使烟管和管板受热产生很大的不均匀性,管端烟气入口处热负荷最大,会因为受热膨胀不均,在角焊缝连接部位产生很大的热应力。
2.2 烟管与管板角焊缝应力集中
在制造或修理过程中,因管孔未开坡口,或技术规范中明确要求的焊前预胀消除间隙的工序被忽略,或焊工作业人员未完全遵照焊接工艺施焊,则焊后焊缝根部可能有未焊透、未熔合等缺陷,减少焊缝的有效承载面积,造成局部应力集中,而且存在很大的焊接残余应力。
在锅炉启动、运行和停止过程中,承压部件除承受介质的工作压力外,还会因不同部件的热膨胀变形量不同,烟管与管板的角焊缝部位承受不同的拉伸、压缩和剪切作用,产生较大的附加交变应力。在ASME规范中就规定,角焊缝承受剪切载荷时的许用应力只是金属材料同温度下许用应力的49%。很多热水锅炉采用出回水温度参数自动控制启停,启停次数频繁,有的热水锅炉一天内甚至启停次数达十几次之多。锅炉运行中应力幅度的频繁变化和应力集中,促使烟管与管板的角焊缝成为焊接结构的薄弱点。
2.3 高温烟区内承压部件水侧结垢
对于烟管管端裂纹的锅炉,检查其高温烟区内承压部件水侧通常都结有水垢,尤其是烟管和回燃室管板交界处周围的水垢厚度达10mm。因为管孔壁处的热负荷高,锅水温度高,水中碳酸盐硬度物质的溶解度下降,容易沉淀析出,附着在金属壁面上形成水垢大大恶化了锅水对金属壁面的冷却效果,导致受热面壁温升高,力学性能下降。水垢还会引起结垢部位金属的垢下腐蚀,由于结垢部位金属壁温升高,促使腐蚀速率提高。
2.4 闭塞区内的热疲劳失效
烟管与管板焊接前预胀不充分或不预胀时,管子外壁和管孔壁间就会不同程度存在一定的间隙。即使是烟管与管板连接部位被水垢覆盖,也会在锅炉运行时有锅水渗入,在间隙中形成一个环形水膜,由于被水垢与锅水的主流场隔开,这里水循环不良,形成闭塞区。由于管孔处所受的热负荷最大,“过冷沸腾”首先在这里发生。又由于汽泡不能自由地游离出间隙,因而汽泡逐渐聚集长大,使水膜变成了汽膜,管孔壁和烟管管端传热随之恶化,造成局部金属过热。随后,因汽膜膨胀破裂而喷出,再一次在间隙内形成水膜,局部过热金属又被锅水快速冷却,周而复始,这种循环每小时可以发生很多次,再加上角焊缝根部应力集中,所以,用不了很长的时间,就可能在角焊缝根部或其热影响区内产生微裂纹。随着运行时间的延长,在热应力的反复交变作用下,微裂纹逐渐扩展成宏观裂纹,造成烟管管端的热疲劳失效,严重时裂纹可能扩展到角焊缝外表面,甚至延伸到管板上。
2.5 腐蚀疲劳加速裂纹扩展
在锅炉运行时,烟管管端承受很高的交变热应力作用,金属晶格间产生滑移,破坏了金属表面的钝化膜,由于电化学腐蚀,在钝化膜破损处产生微观腐蚀。在烟管和管板之间的孔隙内,锅水发生过冷沸腾时,汽化锅水所溶解的盐分转移到未汽化的锅水内,使锅水高度浓缩,锅水的导电性增强,并且此处的锅水温度高,金属壁温也很高,电化学腐蚀的反应速度大大加快。给水溶解氧不合格是电化学腐蚀的推动力,它是阴极去极化剂,使得腐蚀持续进行。微裂纹在交变热应力和裂纹尖端的阳极溶解过程的共同作用下,不断扩展。铁受水中溶解氧的腐蚀是一种电化学腐蚀,铁和氧形成两个电极组成腐蚀电池,铁为阳极失去电子,以离子形式进入锅水中,氧在阴极吸收阳极释放出的电子,起到阴极去极化作用,锅水不断溶入的氧,使腐蚀不断加深。
综上所述在高温运行工况下,在交变热应力、焊接残余应力、锅内工作压力等因素共同作用下,当高温烟区烟管与管板连接角焊缝根部存有未熔合、未焊透缺陷时,因有效承载面积减小,局部应力集中,促使裂纹源形成,裂纹扩展到一定程度,承受不了应力作用,导致沿角焊缝焊接热影响区内未完全熔合区开裂,形成宏观上的周向裂纹。对于存在魏氏组织的烟管管端,塑性和韧性下降而脆性增大,高温性能下降,很容易在管壁有划痕缺陷的部位首先形成微裂纹,进一步扩展就形成了轴向裂纹,扩展到烟管端面就变成了径向裂纹。热疲劳和腐蚀疲劳会加速裂纹的扩展,造成腐蚀性热疲劳损坏,一般形成的裂纹都不太大,断口既有疲劳破坏的特征,又有腐蚀破坏的特征。
3 预防管端裂纹产生的有效措施
通过以上对烟管管端裂纹产生原因的分析,可以采取以下有效措施预防管端裂纹的产生。
3.1 烟管与管板装配连接工艺的改进
在制造或修理时,焊接前有预胀要求时,应在工艺规范中明确规定,预胀的胀管率不小于1%,保证烟管与管孔壁完全贴合。无论是制造厂生产,还是现场修理,烟管与管板焊接时,都应该严格执行已制定的工艺规范,焊接前一定要预先烘干焊条,焊接时保证周边环境温度符合规范要求。
为减小“入口效应”的影响,可将烟管高温端入口适度扩大,再衬入耐热套管,如图1所示。为了减小管板所受的辐射热负荷,降低高温烟区管板和管孔角焊缝的壁温,还可以在回燃室管板外壁敷上适当厚度的隔热层。
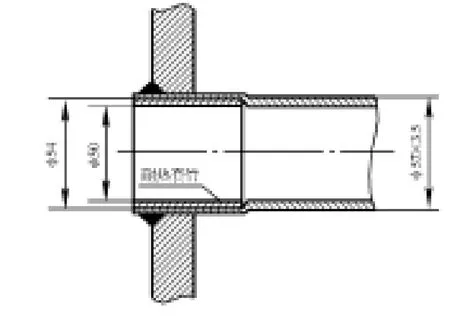
图1 烟管高温管端衬入耐热套管的示意图
3.2 加强锅炉的水质管理工作
使用单位应在锅炉房配备至少一名持证的专职水处理化验人员,并做好水质的化验记录工作。严格执行GB/T1576《工业锅炉水质》标准的要求,保证锅水各项指标在规定范围内,使锅内能够达到良好的防腐阻垢效果。配置专人监管水处理工作,同时,还可以指导司炉操作人员科学的排污,既避免过度排污造成能源、资源的浪费,又避免排污不足造成锅内结垢。
额定功率大于等于7.0MW的承压热水锅炉,给水应进行除氧,其它锅炉给水应尽量除氧, 对于没有给水除氧设备的热水锅炉系统,应考虑软水中使用亚硫酸钠作为除氧剂或添加有机除氧药剂。亚硫酸钠是白色或无色晶体,易溶于水,是较强的还原剂,能与水中溶解氧发生如下氧化还原反应:
2Na2SO3+O2=2Na2SO4
每除去1g氧,约需8g无水亚硫酸钠,常温常压下,水中含氧量约为8.8mg/L,理论计算无水亚硫酸钠用量为69.3mg/L。在日常应用中应根据实际补水量来确定加药量,留有富余量10%~20%即可。
应对敞口使用的软化水箱,加装可以浮动的轻质材料盖板或薄膜与空气隔绝,在浮动盖板或薄膜上留出加药口(不用时封闭),或在给水管路系统中增设加药装置和加药泵,用以添加亚硫酸钠或其它有机除氧药剂。特别是系统补水量大,补水量多时更应如此改造,可使给水的含氧量保持较低的水平。
3.3 杜绝系统的跑、冒、滴、漏、控制补给水量
使用单位应当合理安排对系统的管道、阀门、法兰进行检修,对发现渗漏的部位进行修理或更换,及时采取措施解决系统的跑、冒、滴、漏等问题。对热水锅炉,可以往锅水里添加栲胶或腐殖酸钠等有机药剂,既可以起到防腐阻垢的效果,又能充当染料使系统水着色,减少用户的用水现象。控制补给水量可以减少锅炉房水、电用量,避免钠离子交换器频繁再生,减少因调节锅水品质而添加的药量,防止过量氧气和二氧化碳进入锅炉,减少补给水带入锅内的硬度物质,能够减缓锅炉的腐蚀、结垢速率,降低锅炉运行成本,延长锅炉使用寿命。
3.4 改进锅炉自动控制方式
推荐燃油燃气热水锅炉采用比例调节模式控制锅炉运行,避免锅炉频繁启停。这种控制方式大大减少了锅炉的启停次数,可以减缓交变应力对受压部件,尤其是烟管与管板角焊缝处的破坏作用,避免发生低周应力疲劳。同时,可以减少水垢脱落、堆积造成局部区域的水循环不良,降低闭塞区内腐蚀性热疲劳发生的可能性。但是,小火燃烧容易造成炉内积碳现象发生,因此,要做好燃烧器的风量配比调节工作,并在每年停炉检修期间做好积碳清理和停炉维护保养工作。
3.5 直接供热改为间接供热
对于具有经济条件的锅炉使用单位,如果锅炉房空间允许,可以考虑对供热系统进行改造,加装“水-水”换热器,把直接供热方式改造成间接供热方式,从而把锅炉与供热循环系统分离,形成独立的二次循环系统。
猜你喜欢
设备管理与维修(2022年1期)2022-03-10
浙江农林大学学报(2022年1期)2022-03-01
化工设备与管道(2021年4期)2022-01-19
能源化工(2021年6期)2021-12-30
科技研究·理论版(2021年15期)2021-12-12
机电信息(2021年21期)2021-09-03
化工机械(2021年2期)2021-05-18
设备管理与维修(2020年23期)2021-01-04
河南科学(2020年3期)2020-06-02
中文信息(2019年10期)2019-10-21