
突出事故精细管理 实现设备稳定运行
2014-03-27 07:43李永强
中国设备工程 2014年6期
李永强,王 锐
安阳钢铁股份公司,河南 安阳 455004
突出事故精细管理 实现设备稳定运行
李永强,王 锐
安阳钢铁股份公司,河南安阳455004
管理 | 精细 | 包装
介绍安阳钢铁股份公司第一轧钢厂300棒材机设备事故的精细化管理,重点阐述了精细管理所采取的措施及成效。
安阳钢铁股份公司第一轧钢厂300棒材机组始建于1958年,主要产品规格有Ø22~32mm圆钢和螺纹钢,年产量95万t。随着近年生产不断细化和升级,对设备管理要求也越来越精细,生产对设备保障能力的要求也越来越高,设备事故的精细化和创新管理逐步成为设备管理的重点工作之一。近2年来,机组通过采取数理统计和绩效管理取得了良好效果。
一、实施设备事故目标绩效管理
为了提升设备运行效率,机组在跟班的4个班组实施了目标绩效,以月为单位,按照上年设备运行的最好月份记录X(min/万t钢)和X(次/月)为目标,分解到4个班组,每班每月的事故时间为X(min/万t钢)×当班月产量(万t钢)及X/4(次/月),并制定目标保障措施,每月对4班的事故指标情况进行监督,对未完成目标的在次月修订保障措 施。
二、实施月设备事故可视化管理
为进行设备事故精细化管理,将事故按照月进行统计分析,对目标完成情况进行监视,分析当月出现的事故问题,并与上年同期和奋斗目标进行对比分析,同时进行班组排序,对发生的事故制定纠正及预防措施,明确责任人及落实情况,同时对造成事故的责任人进行考核。下面以2012年1月设备运行分析为例说明。
1. 2012年1月车间设备事故
1月车间设备事故时间6.7min/万t(图1),设备事故次数6次(图 2)。
与2011年同期相比时间降低6.6min,次数降低2次;
与奋斗目标相比时间增加0.94min,次数降低3次。
2.班组排序
甲班:2;乙班:3;丙班:4;丁班:1。
3.事故措施
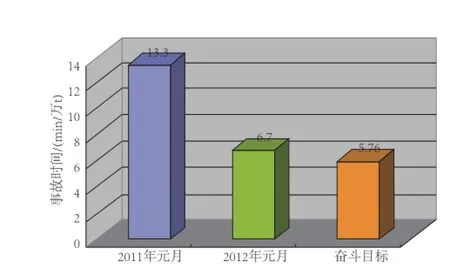
图1

图2
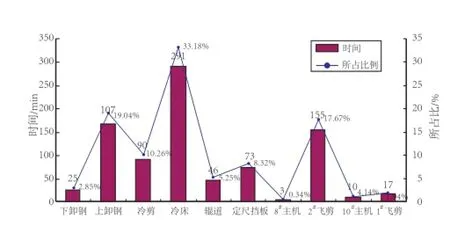
图3 2010年设备运行柱状图
(1)1月1日300机组200T剪机旋转接头断,影响11min。
措施:
①制作备件时,三角筋焊接时应长短分开,减少应力集中。(实施人:XXX,已落实)
②调整汽缸底座,提高对中性。(利用定检修处理)(实施人:XXX,已落实)
③技术员负责对材质改进。(实施人:XXX,已落实)
④制定更换周期(半年更换)。(实施人:XXX,已落实)
(2)1月2日300机组1#飞剪前跑槽顶钢开焊,影响12min。
措施:
①根据现场使用情况及时制定检修计划,维护和更换。(实施人:XXX,已落实)
②图纸出来以后,1周内把备件准备好。
③技术员结合现场情况修改图纸。(实施人:XXX,已落实)
④通过修改的图纸制作新备件,年中检修实施。
考核:
①对管理备件段长XXX考核20元,班长XXX考核20元。
②对技术员XXX考核20元。
(3)1月8日300机组500后层西第四辊卡死,影响13min。
措施:
①加强润滑管理,按润滑周期进行润滑。(实施人:XXX,已落 实)
②更换冷却水管,把冷却水接到位。(利用定检修)(实施人:XXX,已落实)
考核:考核润滑段长XXX 20元,班长XXX 20元。
(4)1月27日300机组一架500一道顶下层盖板,影响15min。
措施:
①上报500双层前节架子,争取中修时更换。
②在更换架子前,每月一次对双层下盖板上焊的斜铁进行检查处理或更换。

图4 2011年设备运行柱状图
③专检、值班人员多与生产工沟通,及时调整500出口。专检每半月静态点检一次,向工段进行汇报,发生事故考核专检2元/min,考核当班人员1元/min。
④因检修不及时造成事故考核段长2元/min。
三、事故季分析
每季度第1个月初将近2年同期的设备运行进行重新分析,查看所定措施是否已经全部实施,设备的薄弱环节是否已经彻底解决,对存在问题的重新制定纠正措施,对采取管理和阶段性的措施继续实施,在设备维修更换时保证实施。针对季节特点,对经常或多次出现的季节性设备问题,分析选出季度设备防范重点部位,并制定相应的季度设备保障措施。
1.2012年2季度设备防范重点部位
(1)抓好装钢辊道、出炉辊道的周期润滑以及静态点检,防止因润滑不良造成的卡阻事故。
(2)督催双层辊道盖板的到货,在没有到货期间,抓好静态点检及信息反馈,及时安排检修。
(3)主机设备除精密点检的设备外,要严格执行周期的静态点检,重点关注成品、8架复合减速机。
(4)冷床重点关注喷雾效果,防止因冷却不好造成率直板、齿条变形,影响产品质量及挂弯钢事故。
(5)强化振动设备的点检,对隐患要敏感,防止事态的扩大,同时督促备用系统的上线。
(6)气动、液压润滑重点抓好周期更换制度,防止突发事故的发 生。
2.2012年2季度设备保障措施
(1)做好设备冷却用循环水系统的检查维护,对液压站、润滑站、水冷风机等设备供水管路进行检查维护,发现问题及时维护。
(2)加大对冷床区设备冷却系统的检查维护,利用停车时间及时对水路进行疏通,更换阻塞和孔磨大的喷嘴,确保冷床区设备的冷却效果,考虑增加冷却能力的工作,最大限度地降低弯钢等影响。
(3)对润滑站所元器件进行检查维护。根据设备润滑周期表和需要动态修订润滑周期,随着天气越来越热,逐步缩短润滑周期,对500双后层辊道、上料台架、出炉辊道等部分特高温设备重点监控,确保设备润滑效果。
(4)对照近2年二季度的常见故障,确认原制定措施是否全部执行,对效果不好的重新制定措施,对需时间执行的要认真落实。
(5)以润滑管理为中心,对易发生故障的设备作重点关注,增加加油频次和加油量,需做好润滑、温度的点检,及时疏通油路避免阻 塞。
(6)在必要时刻安排专职点检员跟中夜班,以加强中夜班维护力 量。
(7)每星期一进行车间内部沟通,重点沟通指标情况、备件情况和车间近期打算及需要解决的问题。
(8)重点抓每日下午的巡检,车间副主任带队,对在线设备进行全面点检,继续执行由四班主管段长和两位专检员跟班,为消除隐患留出处理时间,安排利用停车时间进行故障处理。
(9)对气动阀件进行周期性加油维护,同时做好备用系统的包装、防护工作,防止空气潮湿造成的控制阀芯锈蚀及粉尘等有害介质造成阀芯动作灵敏度达不到控制要求。
(10)对事故多发点进行重点关注,对设备进行小改小革,进一步提高设备保障能力。
(11)对当月发生的事故进行分析,制定针对性措施,落实责任,安排专人负责措施落实,并将执行情况制作成看板张贴在过道,以便职工观看了解。
四、使用数理统计技术进行年度分析
每年年初将上2年的设备运行情况按照台套设备进行统计,做出柱状图,查找全年故障时间最长及故障最多的设备,制定对策,实施改进,以减少设备事故,提升保障能力,实现低成本运行。
从2010年和2011年300机组事故分布图(图3、4)上看,事故主要集中在上卸钢、下卸钢、冷床、冷剪、定尺挡板、2#飞剪、辊道、顶钢机等8个事故点处,需要高度关注并加以遏制。需要做重点控制,对以往500主减速机、机前辊道、 冷床、定尺挡板等事故点,需要重点预防。对照事故发生的原因,制定针对性措施。
1.针对倍尺飞剪
(1)及时检查调整离合器、制动器间隙,确保皮带不打滑,确保制动器、离合器气囊无漏气或变形。
(2)改进感光板结构。
(3)确保磨擦盘外圈、内齿无断裂掉齿,扇形块无脱落。
(4)及时更换剪刃并调整侧间隙和保证重合度。
(5)保证涨紧套无松动,确保上剪臂不自由摆动。
2.针对冷床
(1)使用耐磨合金偏心轮和托辊。
(2)增强传动能力。
(3)改进齿条结构。
(4)进行喷淋系统完善改进。
(5)长轴使用剖分轴承。
(6)对设备进行改善性维修。
3.针对上卸钢
(1)主连杆与销轴间加尼龙套。
(2)轴瓦采用高分子稀土含油尼龙合金代替原来的锡青铜。
(3)改进机架结构。
(4)采用碳化钨材质。
(5)在制动板、导板、率直板的磨损部位镶嵌耐磨材料。
4.针对下卸钢
(1)改进小车结构。
(2)改进四连杆机构结构,使用高硫合金耐磨套。
(3)改进升降机构感光板结构。
(4)改进链轮结构。
5.针对冷剪
(1)对曲轴上所有台阶位置均采用加大圆弧角。
(2)改进剪机剪刀结构。
(3)对铜套及铜板的材质进行改进。
(4)对剪刃垫板进行改进,对剪胎进行性能恢复。
6.针对定尺挡板
改进连杆结构和进行汽缸选型。
7.针对推钢机
通过现场分析,首先将东西两列推钢设备基础进行连接加固,在上方制作安装了配重装置;改进润滑条件,增加了加油装置;改进推杆结构设计,将推杆上下两块钢板改为整体制作,加厚钢板为40mm;改进齿轮轴结构,加粗齿轮轴轴颈。
8.针对辊道
改进轴承座材料及结构。
五、结语
通过对设备事故进行精细管理,2012年事故得到了极好控制,设备运行实现了低成本运行,为生产打下良好的设备基础。
中图分类号:F273
文献标识码:B
文章编号:1671-0711(2014)04-0048-03
收稿日期:(2013-10-15)
猜你喜欢
山西冶金(2021年5期)2022-01-24
宝钢技术(2021年4期)2021-09-10
中国金属通报(2021年4期)2021-05-20
中国金属通报(2020年10期)2021-01-06
中国体育科技(2019年12期)2019-02-28
重型机械(2017年5期)2017-10-23
今日重庆(2017年2期)2017-03-04
建筑工程技术与设计(2015年28期)2015-10-21
中国火炬(2015年2期)2015-07-25
中国火炬(2015年1期)2015-07-25
