
六机六流方坯连铸机中后部出坯的自动控制
2017-10-23 12:44:10郝宏昭高朝波
重型机械 2017年5期
郝宏昭,刘 悦,高朝波
(中国重型机械研究院自动化研究所,陕西 西安 710032)
六机六流方坯连铸机中后部出坯的自动控制
郝宏昭,刘 悦,高朝波
(中国重型机械研究院自动化研究所,陕西 西安 710032)
以六机六流方坯连铸机后部冷床设备的自动化控制为主要研究对象,采用PID闭环自动控制,实现了四个升降油缸的同步控制以及两缸平移同步控制。采用堆栈法对冷床、推钢机上的铸坯进行位置跟踪,提高了运坯效率。
捞钢机;冷床;推钢机
0 前言
由于六机六流的方坯连铸机拉速高、流数多,为了提高方坯连铸机的生产作业率,必须对后部出坯工序进行优化,并对该部分的工艺过程实现全自动控制,避免人工手动控制造成铸坯运输不畅而影响整条线的生产效率。因此实现该区域设备电气自动控制就显得尤为重要了。
1 后部出坯工艺流程
后部出坯的控制对象:捞钢机、冷床、推钢机。出坯工艺流程如图1所示,当任一流道上有铸坯时,捞钢机根据二级工艺要求选择去冷送或者去热送。如果选择去冷送则捞钢机从流道把铸坯捞起来放至冷床,然后冷床再把铸坯步进送至推钢机,紧接着推钢机把铸坯推至冷送辊道或者从推钢机直接人工天车下线。如果选择去热送则捞钢机直接从流道把铸坯捞起来放至热送辊道。

图1 出坯工艺流程
2 自动控制系统配置
本自动控制系统主要设备包括德国西门子公司的S7-300系列PLC、ET-200M分布式I/O、HMI监视操作站、安川的H1000系列变频器。整个系统网络设计采用工业以太网Industrial Ethernet将PLC装置和监控操作站相连,通过PROFIBUS-DP现场总线与远程ET-200M以及变频器相连。其中PLC作为主干控制装置实现对捞钢机、冷床、推钢机等设备的控制以及该区域仪表元件的采集。
3 冷床的控制
3.1 冷床的动作过程及特点
冷床升降通过四个液压升降缸来进行控制,每个液压缸内置一个SSI的位移传感器,冷床液压阀台上配置有四个伺服阀分别控制四个油缸,另外配有一个液压锁阀用以切断整个冷床的供油回路。冷床平移通过两个平移油缸来进行控制,平移阀台上配置有两个伺服阀用来分别控制两个平移缸,平移变速或到位通过四个接近开关来检测。
冷床的动作过程是:捞钢机将铸坯放至冷床放坯位,冷床开始启动,首先冷床先上升(四缸同步)至高位,然后再高速前进至减速位后低速运行,运行至前进停止位后冷床平移停止,接着再下降至低位,到低位后冷床高速后退,后退至后退减速位后低速运行至后退停止位即冷床原始位停止,至此冷床步进一个周期结束,本系统因设备空间有限,平移油缸行程稍短,故而将铸坯移动一个工位需要冷床步进两个周期,也就是冷床步进两个周期则铸坯前进一个工位(冷床共有8个工位)如图3所示。
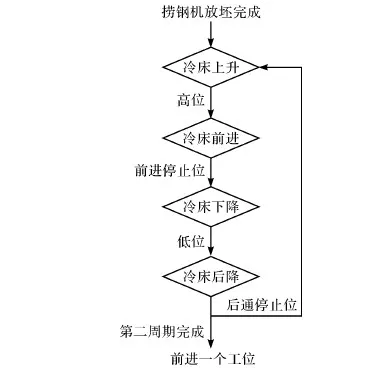
图3 冷床动作过程
由于冷床上升、下降是通过四个油缸一起来完成,所以就要求对四个油缸的升降进行同步控制,同步如果控制不好就会使铸坯倾斜甚至滑落。所以四缸同步控制是本设备的难点。既要保证四缸同步,还要求有一定的速度,加大了控制的难度。另外冷床的平移是由两个缸共同完成,所以也需要对两个缸实现同步控制,而这两个油缸没有设置位移传感器,要实现同步难度无疑就更大了。除了同步之外,还需要对铸坯进行跟踪以保证捞钢机、冷床、推钢机之间以及与下道工序紧密配合提高工作效率。
3.2 控制方法
3.2.1 冷床的升降控制
冷床的升降控制采用PID闭环自动控制:首先对每个缸都进行PID闭环自动控制,通过PLC的SM338模块把油缸内置的位移传感器的值采集后经过处理得到该油缸的实际位置,然后根据设定的目标位置,通过PID闭环调节自动控制给出伺服阀相应的开口度,最终驱动油缸使升降到目标位置。四缸同步是在每个油缸闭环的基础上,以一个油缸作为主缸,其它作为从缸来进行控制。以一号缸作为主缸,给定一个主目标位置给定,一号缸仍然是以1#位移传感器处理得到的位置值作为位置反馈来对一号缸实现闭环控制;将二号缸的2#位移传感器处理得到的位置值与1#位移传感器处理得到的位置值的差值作为附加给定到主目标给定上,把此作为2#缸闭环的给定,以2#位移传感器处理得到的位置值作为反馈对2#缸实现闭环控制;同样3#、4#缸也同2#缸类似处理,另外当任意两个缸的位置差超过3 mm时给定受限。通过以上的控制方法实现了四个升降油缸的同步控制。如图4所示。
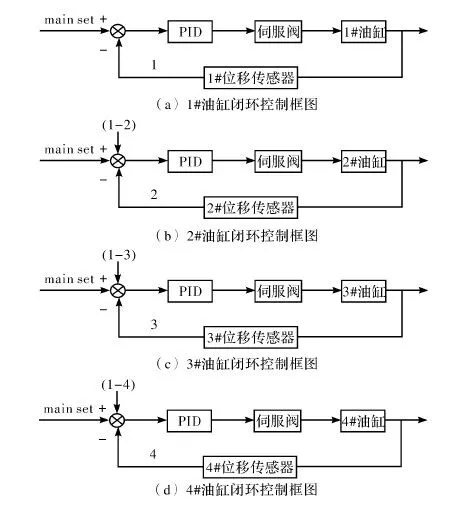
图4 油缸闭环控制框图
3.2.2 冷床的平移控制
由于本系统平移油缸未设置位移传感器,故而平移控制采用开环控制,即分别给平移两侧的伺服阀一定的开口度,由于设备两侧本身的摩擦力包括油缸本身的阻力也不尽相同,而且两个伺服阀本身性能也不可能完全相同,如果给两侧伺服阀同样的开口就可能引起两侧不同步。所以在实际中反复进行了测试,最后得到一组基本保证两侧能够同步的伺服阀电流值。但经过一段时间的磨合之后,有可能两侧的阻力发生不同变化从而导致之前的参数不太适合,因此在HMI监控画面中设置了两侧伺服阀电流给定修改窗口,这样通过修正就能够解决此问题。此外还有一个问题,就是冷床平移是步进式的,而且铸坯向前移动一个工位,冷床需要步进两个周期,铸坯从初始工位平移到最后一个工位,冷床要运行多个周期,如果冷床每平移一步两侧出现一点误差,那么这个误差就会随着每步累积起来,等到平移到最后一个工位的时候误差就会被放大,这时铸坯可能倾斜。为了解决这问题,通过接近开关得到的信号,让油缸平移到两端时适当延时再进行下一步,保证两侧油缸都能够走到同一水平线上,也就是在每一步就进行误差消除,从而确保铸坯无论平移到那个工位都是直的,那么铸坯平移到最后一个工位两侧也就不会再有偏差了。
3.2.3 冷床铸坯的位置跟踪
冷床的动作和捞钢机以及推钢机都有着非常紧密的联系,为了使整个运坯流程快捷、安全。这就要求对冷床上的铸坯来进行位置跟踪。只有准确的知道了冷床初始放坯位是否有坯才能让捞钢机准确、及时的放坯。推钢机也是一样,当冷床步进平移将铸坯一旦平移到推钢机推坯位时,推钢机就能够及时启动把铸坯推走。所以对冷床上的铸坯进行位置跟踪无疑就提高了运坯效率。使用了堆栈做法,冷床上总共有8个工位,初始放坯位作为8号工位,以此类推直到最后一个工位为1号工位。当捞钢机往冷床的8号工位放坯完成后,此时把8号工位记为有坯,此时启动冷床,当冷床步进两个周期后,8号工位的铸坯被平移到7号工位,那么这时8号记为无坯,而7号记为有坯。以此类推其它工位是否有坯。如此以来在冷床动启动或停止时,能准确知道那个工位是否有坯,同时在HMI画面上也有相应的工位是否有坯显示。此外当人工手动将某一工位的铸坯吊走时,可以在HMI上人工剔除某工位的铸坯,使其和现场实际相符合。
4 结束语
本文关于后部出坯的工序及控制方法在山东某钢厂连铸机三个机组投入使用后,该机组的拉坯速度均得到了有效保证,整条连铸生产线也能够持续高效生产,后部出坯区域的操作人员的操作也变得更加便捷,以往需要至少3人进行操作已减少至1人操作,而且更加安全可靠。此外与下一级热轧以及冷送工序的衔接也都能够通畅无误。在此希望文中的所用的一些自动控制的控制方法对相关行业的工程技术人员有一定的借览鉴意义。
[1] 胡寿松.自动控制原理[M].北京:国防工业出版社,1994.
[2] 机械电子工业部天津电气传动设计研究所.电气传动自动化技术手册[M].北京:机械工业出版社,1992.
[3] 杨拉道,谢东钢.连续铸钢技术研究成果与应用[M].昆明:云南科技出版社,2012.
[4] 王连.唐山建龙2#烧结自动控制系统设计与实施[J].冶金自动化(S),2007.
[5] 冯巧玲.自动控制原理[M].北京:北京航空航天大学出版社.2003.
[6] 马竹梧.钢铁工业自动化[M].北京:冶金工业出版社.2003.7-656.
[7] 廖常初.PLC编程及应用[M].北京:机械工业出版社.2002.71-109.
[8] 王永华.现代电气控制及PLC应用技术[M].北京:北京航空航天大学出版社.2003.63-64.
[9] 蔡开科,程士富.连续铸钢原理与工艺[M].北京:冶金工业出版社.2003.
[10] 贺智修.自动控制实用教程[M].北京:北京电子工业出版社.2004.
[11] 杨自厚.自动控制原理[M].北京:冶金工业出版社.1980.
[12] 吴中俊.可编程序控制器原理及应用[M].北京:机械工业出版社.2003.
[13] 陈雷.连续铸钢 [M].北京:冶金工业出版社.1994.
[14] 陈家祥.连续铸钢手册 [M].北京:冶金工业出版社.1991.
[15] 郭冬梅.板坯连铸机自动控制及跟踪系统的开发 [J].工业控制计算机,2006,19(08).
Automatic control of the billet ejection equipment for6-machine 6-strand caster
HAO Hong-zhao,LIU Yue,GAO Zhao-Bo
(China National Heavy Machinery Research Institute Co.,Ltd.,Xi’an 710032,China)
The automatic control of cooling bed equipment at the 6-strand billet caster is the main research object. Using PID closed-loop automatic control, the synchronous control of four elevating oil and two cylinder translational synchronization control were realized. In addition, the stack method was used to track the casting billet on the cold bed and pusher, which improved the efficiency of the billet transport.
blank traversing conveyer;cooling bed;pusher
TF341
A
1001-196X(2017)05-0088-03
2017-06-15;
2017-07-18
郝宏昭(1976-),男,陕西西安人,高级工程师,主要从事冶金电气自动化方面的研究设计工作。
猜你喜欢
安徽冶金科技职业学院学报(2020年2期)2020-08-04 08:13:54
冶金设备(2019年6期)2019-12-25 03:08:50
山东冶金(2018年5期)2018-11-22 05:12:14
制造技术与机床(2017年2期)2017-05-04 04:17:24
上海金属(2016年2期)2016-11-23 05:34:40
现代冶金(2016年6期)2016-02-28 20:53:13
舰船科学技术(2015年8期)2015-02-27 15:38:46
航天返回与遥感(2014年5期)2014-07-31 17:57:09
安徽工业大学学报(自然科学版)(2014年2期)2014-07-10 11:43:27
河南科技(2014年5期)2014-02-27 14:08:37
