
薄壁不锈钢管的焊接
2014-03-23 06:20邹家齐
油气田地面工程 2014年6期
邹家齐
大庆油田工程建设有限公司化建公司
薄壁不锈钢管的焊接
邹家齐
大庆油田工程建设有限公司化建公司
油田罐内常用的不锈钢管壁厚0.5~2mm,焊接熔池浅,焊口不易被氧化。薄壁不锈钢与普通碳钢焊接工艺相比,工艺要求严格,质量要求高,由于壁薄,因此组对时要严格控制组对坡口、组对间隙、错边量等来提高安装质量。不锈钢焊接后,焊缝及焊缝周围有氧化及焊斑,需要进行处理。对于薄壁不锈钢现场焊接,采用直流钨极氩弧焊机正接法,能够获得高质量的焊接接头。焊缝双面成形,过渡均匀、光滑,无毛刺,能满足生产工艺要求。
薄壁;不锈钢;焊接工艺;钨极氩弧焊
1 焊接设备及焊接方法
油田罐内常用的不锈钢管壁厚0.5~2mm,焊接熔池浅,导热系数小,电阻大,线膨胀系数大,焊口不易被氧化。通过焊接性能分析,发现材料在焊接过程中出现的问题与焊接方法中热量的输入量关系最为密切,当热输入量大,冷却较慢时,易产生热裂纹、腐蚀开裂和变形。因此宜选择直流钨极氩弧焊机正接法,因为钨极的发热量较小;并且氩气流除了保护高温气体外,还具有一定的冷却作用,提高焊缝的抗裂能力,减少焊接变形;钨极电弧稳定,并且电弧还有自动清除工件表面被氧化的作用,由于填充焊丝不通过电弧,故不会产生飞溅,焊缝成形美观。
本着保证焊透,减少母材的稀释作用,同时有利于保护气体覆盖和减少热输入量的原则,宜采用带钝边的V形坡口。
2 焊接参数及工艺要求
钨极直径根据壁厚薄程度选择,壁越厚所需电流越大,钨极直径要相应增大,反之则小。但是一定的钨极直径具有一定的极限电流,如果焊接电流超过钨极可能承受的极限电流,钨极就会急剧发热,甚至融化蒸发,引起弧不稳,焊缝夹钨。所以在焊接时必须根据实际情况选择钨极直径。
钨极氩弧焊电源分交、直流两种,极性分正接法和反接法两种。不锈钢的焊接,应选择直流电源、正接法。因为阴极斑点在钨极上比较稳定,电子发射力强,电弧稳定,可采用较大的许可电流,这样钨极烧损少,焊接质量有保证。
薄壁不锈钢与普通碳钢焊接工艺相比,工艺要求严格,质量要求高,由于壁薄,因此组对时要严格控制组对坡口、组对间隙、错边量等来提高安装质量。薄壁不锈钢管焊接工艺流程如图1所示。
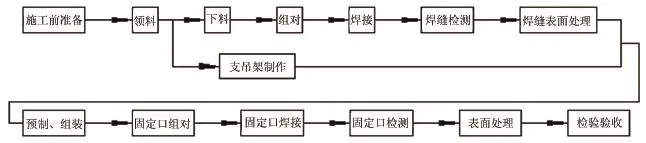
图1 薄壁不锈钢焊接工艺流程
3 焊后的表面处理
不锈钢焊接后,焊缝及焊缝周围有氧化及焊斑,需要进行处理。使用不锈钢刷或其他不锈钢工具,将焊接处的焊屑除去,刷净,仔细地清除焊缝周围的焊屑,然后用刷子涂上除斑剂。滞留l0min,然后用强水流冲洗,再用钝化液钝化。去斑剂中加适量的硅藻土制成膏状,便于垂直表面或水平面下部焊缝的处理。
4 结论
对于薄壁不锈钢现场焊接,采用直流钨极氩弧焊机正接法,能够获得高质量的焊接接头。焊缝双面成形,过渡均匀、光滑,无毛刺,能满足生产工艺要求。
(栏目主持焦晓梅)
10.3969/j.issn.1006-6896.2014.6.057
猜你喜欢
中国特种设备安全(2022年5期)2022-08-26
中国金属通报(2022年1期)2022-06-02
军民两用技术与产品(2021年2期)2021-04-13
中国新技术新产品(2020年6期)2020-06-19
石油化工建设(2019年6期)2020-01-16
模具制造(2019年10期)2020-01-06
科学与财富(2017年35期)2018-01-29
海峡科技与产业(2017年2期)2017-03-22
电子制作(2017年19期)2017-02-02
三联生活周刊(2016年35期)2016-08-29
