
金属扣合修复技术
2014-03-22 02:27:08新疆油田公司石西油田作业区
油气田地面工程 2014年11期
新疆油田公司石西油田作业区
金属扣合修复技术
申亮 马玉华 刘延昌 孙勇强 雍开平新疆油田公司石西油田作业区
零件修复是设备维修的一个重要组成部分,应用各种修理技术是提高维修质量,降低成本,延长设备使用寿命的重要方法。金属扣合修复技术是一种新型的铸件裂纹无焊接修复技术。该技术采用一种特殊的物理联接修理方法,将特殊材料制成的缝合钉沿裂缝延伸方向插入,再用加强锁片垂直于裂纹方向镶入,从而依靠缝合钉的倒锥螺纹与锁片上的凸缘结构,牢牢地将裂纹两侧的母材扣合、锁死。金属扣合修复技术具有无热应力,处理表面平整,操作性强,密封性好,经济效益显著等优点。大中型设备的铸造零部件一旦发生裂纹或螺栓孔损坏等缺陷,均可优先选用金属扣合修复技术。
裂纹;修复;金属扣合;缝合钉
在油气田集输领域,绝大多数重型机械设备(如油气混输的螺杆泵,地层注水的柱塞泵以及天然气输送的压缩机)一些零部件如机座、箱体、缸体等均为铸造件。这些设备在长时间的运转过程中,由于振动、疲劳损伤等原因,有时会产生裂纹、断裂。常见的焊接修复技术存在一定的弊端,因此,找到一种快速修复此类零部件故障的方法迫在眉睫。
1 常见零件修复技术
零件修复是设备维修的一个重要组成部分,应用各种修理技术是提高维修质量,降低成本,延长设备使用寿命的重要方法。常见零件修复技术有以下三种基本方法:一是对已磨损的零件进行机械加工,使其重新具有正确的几何形状。二是利用堆焊、喷涂、电镶和粘接等方法增补零件的磨损表面,并恢复其名义尺寸、几何形状以及表面粗糙度。三是通过特别修复技术,改变零件的某些性能,或利用零件的金属塑性变形来恢复零件磨损部分的尺寸和形状。
2 金属扣合修复技术
金属扣合修复技术是一种新型的铸件裂纹无焊接修复技术。该技术采用一种特殊的物理联接修理方法,将特殊材料制成的缝合钉沿裂缝延伸方向插入,再用加强锁片垂直于裂纹方向镶入,从而依靠缝合钉的倒锥螺纹与锁片上的凸缘结构,牢牢地将裂纹两侧的母材扣合、锁死。
金属扣合修复技术使用的修复件共有三种,包括缝合钉、加强锁片、螺孔修复环。
修复件抗拉强度实验:将实验样本放在专用测量拉力实验器械上,在其两端逐渐施加拉力,在10mm/min的速度下直至将其拉断,从而测试出可承受的最大拉力,实验结果见表1(样本尺寸为30mm×70mm,材质为40号灰口铸铁)。
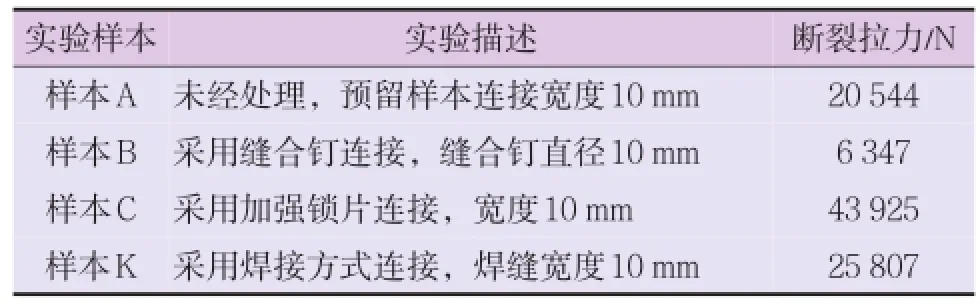
表1 缝合钉与加强锁片抗拉强度实验
3 金属扣合修复技术选用原则
对于尺寸较大的铸件,判断其能否采用金属扣合修复技术,需从以下几个方面考虑:①是否为受交变载荷的运动部件;②是否为承受高温、高压件(温度≥500℃,压力≥10MPa);③是否有很高的精度要求,设备是否已接近折旧年限;④更换零件的费用与维修费用的差额是否较大;⑤更换零件的周期与维修周期的差额是否较长。
4 金属扣合修复工艺
2013年新疆油田某集输站库的维修人员发现一台天然气压缩机组的动力缸机体上出现一道裂纹,该裂纹沿螺栓孔贯穿该铸件。裂纹总长约334mm,该零部件为一体铸造,加工成型。
4.1 修复前的准备工作
(1)确定裂纹的情况。对裂纹处进行全面清洁,也可采取磁粉探伤,确认裂纹。
(2)确定修复方案。设备管理人员经过多方面对比后决定采用金属扣合修复技术对该裂纹进行修复,修复方案比较见表2。

表2 修复方案比较
4.2 修复流程
(1)埋置缝合钉。在裂纹两侧选取合适位置,用钻头垂直于裂缝钻出一组安装孔,使用铰刀将钻好的通孔铰出与缝合钉相同螺距的螺纹孔。将若干缝合钉旋入螺纹孔内,缝合钉安装完毕,同时在螺纹表面涂修复液起到紧固和填充密封的作用。
(2)镶配加强锁片。在裂纹缝合处选取位置,首先使用模具在该位置处铣出锁片的镶嵌位置,其深度要稍小于锁片的厚度,最后将加强锁片镶入预留位置。
(3)安装螺孔修复环。对破损的螺纹孔进行修磨,使用铰刀将修磨后的螺孔铰出与螺孔修复环外侧螺纹相同螺距的螺纹,而螺孔修复环的内侧螺纹必须与原螺纹一样,最后将螺孔修复环旋入损坏的螺孔内。
(4)修复表面平整处理。用磨光机剔除缝合钉或锁片多余部分,再对表面进行打磨和抛光。
4.3 经济效益评价
天然气压缩机裂纹修复后已平稳运转8000h,机组运行情况良好。金属扣合修复技术具有无热应力,处理表面平整,操作性强,密封性好,经济效益显著等优点。修复方案经济对比见表3。

表3 修复方案经济对比
5 结论
大中型设备的铸造零部件一旦发生裂纹或螺栓孔损坏等缺陷,均可优先选用金属扣合修复技术。目前该技术除了在天然气压缩机上得到应用外,还在油气混输泵螺旋套、注水泵曲轴箱以及一些低压容器壳体上得到成功应用。金属扣合修复技术已在油气田集输设备领域得到广泛的应用。
(栏目主持 樊韶华)
10.3969/j.issn.1006-6896.2014.11.067
猜你喜欢
铸造设备与工艺(2022年4期)2022-11-15 17:52:18
机械工业标准化与质量(2022年3期)2022-08-12 02:29:46
轨道交通装备与技术(2021年4期)2021-09-16 07:23:14
中国建筑金属结构(2018年4期)2018-05-23 11:09:26
中国铸造装备与技术(2017年6期)2018-01-22 01:50:05
制造技术与机床(2017年3期)2017-06-23 08:11:47
制造技术与机床(2017年3期)2017-06-23 08:11:41
中国铸造装备与技术(2017年3期)2017-06-21 11:33:48
中国塑料(2015年9期)2015-10-14 01:12:34
CHINESE JOURNAL OF CHEMICAL PHYSICS(2014年4期)2014-07-19 11:18:24
