箱储片烟RFID系统在醇化库管理中的应用-以龙岩烟草工业有限责任公司为例
2014-03-21 00:15■
物流技术 2014年8期
■
■龙岩烟草工业有限责任公司 林 郁 徐仰高北京长征高科技公司 徐光虹
1 RFID系统应用于箱储片烟的醇化库管理的项目背景
因卷烟生产对片烟醇化的工艺要求和烟叶原料的储备要求,全国烟草行业每年烟叶采购总量需达到约5 - 6千万担左右。以龙岩烟草工业有限责任公司为例,2012年的烟叶采购量为110万担,仓储峰值为193万担,仓储时间一般需要1.5-2年以上,烟叶的仓储管理对保障卷烟正常生产至关重要。
RFID技术应用于箱储片烟的醇化库管理,可改变目前管理中存在的标签易受损、入出库效率较低、无法追加信息等问题。该系统通过RFID射频信号自动批量识别目标对象,获取相关的数据,供后台系统鉴别、统计、处理,操作快捷,方便实用。RFID标签数据具有可加密、数据容量大、存储信息易于追加、读取距离大、可识别运动物体等优点,可有效地提高箱储片烟的入出库管理效率,节省人力物力,完善和提高仓储管理水平。

此外,RFID系统还可定位划分库房的存储区域,根据需求灵活制定存储空间,比对存取货信息,实时监控存储状态等,增强了醇化库房的智能管控能力,有利于仓储管理适应更复杂的流转需求,以满足现代仓储管理的需要。
2 箱储片烟现行管理中存在的缺陷
现阶段箱储片烟的标签主要采用手抄、机打和光学条码的形式进行标识,因此,箱储片烟在醇化库的管理中,多采用人工录入和条码扫描的方式进行入库、出库等环节需要对箱储片烟进行逐件采集,数据采集过程工作量大、效率较低,而且箱储片烟在运输、贮存醇化及养护过程中,对光学条码的完好性影响极大。有数据统计表明,有10%或以上的光学条码存在磨损、褶皱、污染和腐蚀现象,导致条码识别困难或根本无法识别,必须重新打印标签覆盖在受损的旧标签上,严重影响入、出库效率和数据的准确性。
条码标识还有信息量少的缺点,标签无法更多地体现管理所需要的信息,增加了相关环节的录入操作工作量,增加人工成本和出错率,影响管理效率。此外,条码标识不能进行信息追加,无法在各个流转环节写入时间、存放位置、主要工艺指标等管理信息,难以达到高效、精确管理的需求。
3 RFID系统在醇化库管理中的应用
3.1 箱储片烟RFID系统的管理模式
在打叶复烤企业的箱储片烟产品下线处,给片烟箱粘贴RFID电子标签以代替传统的标签。RFID标签的封装形式采用不干胶粘贴式纸制封装标签,在具有RFID存储信息的同时,也具有文字、条码等可视化信息,在外形上与传统的不干胶标签完全相同。RFID标签既方便管理人员的肉眼识别,也使系统具有芯片存储信息和条码信息相互备份的能力,符合现阶段实际应用需求。
RFID系统通过读写器和各种布局的天线,对RFID标签进行数据读取和写入操作,以代替逐件扫描或人工录入方式。RFID系统的突出特点是可以同时对多个标签进行读写操作,通过建立龙门架天线系统,在抱车通过龙门架时,批量读取抱车片烟箱上标签的数据;通过建立电梯内读写系统,批量读取电梯内的箱储片烟标签信息,大大提高了数据采集效率。
箱储片烟RFID系统在醇化库管理中的应用包括基础管理应用和智能管理应用。基础管理应用主要实现入库、出库环节的数据采集、数据追加、数据存储、数据管理等功能,并建立相应的数据接口和数据服务机制;智能管理应用主要实现入库、出库环节的产品任务智能比对及信息提示和报警、RFID库房存放区划分、存取产品的信息提示和报警、实时库存状态在线监控分析等功能。其中,基础管理应用是箱储片烟仓储单位必须具备的管理方式,满足仓储管理的日常管理需求;智能管理应用的作用是提高仓储管理的精确性、灵活性和科学性,满足日益增长的更高效、更智能化仓储管理的需求。企业可根据自身的具体情况,采用分步实施、逐步推进的方式,选择适合本企业的管理模式。
3.2 RFID标签选型
RFID标准的选择将考虑下列因素:标准的公信力、标准的应用广度、相关产品的市场化程度、技术发展趋势等各个方面,更重要的是要符合箱储片烟的实际应用需求、工作特性和发展前景。综上所述,ISO/IEC 18000-6中 TYPE C 的RFID 标准为该项应用中最为适合的RFID标准。该标准兼容EPCglobal C lass1 Gen2空中接口协议,属于超高频(UHF)频段的标准,工作频率为860 MHz - 960 MHz,在供应链应用中处于主导地位。
根据箱储片烟的流转特点和实际的应用形式,标签还应具有抗磨损能力和防腐蚀能力,以满足箱储片烟在运输、搬运和存储等环节中的抗磨损性能需求,满足在醇化库存储过程中的防腐蚀性能需求。
为满足标签的应用需求和数据安全需求,标签应具备足够容量的EPC区、TID区、安全区和用户区。此外,标签应依据相关标准满足有毒有害物质限量要求、温湿度环境要求、数据安全要求、电磁抗扰度要求以及抗静电性能等。
3.3 现场试验
2012年10-11月,为验证和探索RFID系统在箱储片烟生产、运输、存储等环节的实际应用效果,在龙岩金叶复烤有限责任公司生产现场、龙岩烟草工业有限责任公司红碳山片烟库房进行了现场试验。试验内容包括:4倍浓度环境下的防腐蚀性能测试;抱车抱夹标签抗磨损测试;现场实际环境下440件箱储片烟完成打叶成品下线、入高架库、辊道4件同时出库、货车运输、卸货、工业企业醇化库抱车4件同时入库、电梯8件同时运送入库等环节的读写测试和实际环境检验。试验内容包含了箱储片烟流转中的主要环节和情景。
试验结果表明,经过合理的天线布局设计,RFID系统可完全适应和满足箱储片烟在上述各个环节的应用,并具有良好的效果。现仅对与入、出库环节有关的测试情况加以说明。
(1)抱车夹抱运行时读写测试。分别在两上、两下4件箱储片烟的窄正面、宽侧面、窄背面粘贴RFID标签,在抱车通过方向的侧面、前上方布置12dbi天线。抱车中速通过时,分别用读写器对抱车夹抱的4件片烟箱RFID标签的EPC区、用户区进行正向标签读写、侧向标签读写、背向标签读写。除对侧向标签读写时,被抱车臂直接抱夹的标签无法读写外,其它状况读写效果良好。读写效果见表1(表中1m-5m为侧面天线距抱车通过路线的垂直距离):

表1 抱车夹抱4件箱储片烟运行读写测试表
(2)电梯内标签读写测试。在电梯内布置读写器及2个8dbi天线,按照平常的入库方式,用抱车将40批(每批8件)粘贴有RFID标签的箱储片烟搬运至电梯,再由电梯运送至存放楼层。标签粘贴在箱体侧面,方位随机,电梯内完成对8件箱储片烟标签EPC码采集和用户区的群写。经测试,对电梯运送的40个批次的8件箱储片烟标签的读取效果均显示成功,写入效果也均显示成功。
3.4 系统结构设计
RFID系统结构由数据读写层、监视控制层和信息管理层组成。如图1所示。
数据读写层主要由箱储片烟RFID标签、分布在各个读写点的读写器和天线组成,负责完成对RFID标签的数据采集和相关数据的写入工作;监视控制层主要由现场操作站、远程监控站和网络系统组成,负责接收管理指令编码,实现与信息管理层的数据交换,完成数据读写的现场操控和远程监控;信息管理层主要由数据库服务器、数据管理工作站组成,负责接收管理层下发的指令,生成各类编码,将信息传送至监视控制层执行读写操作,完成各类数据的存储和管理工作,并实现与其它管理系统的数据交换。
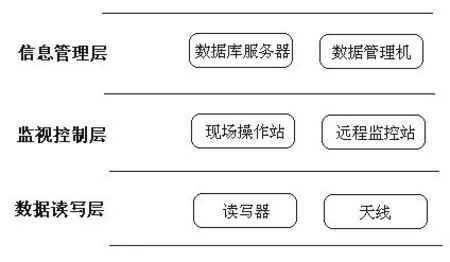
图1 RFID系统结构图

箱储片烟RFID系统网络由库房数据采集网、库区监控室网络和库房管理中心网络组成,主要实现库房管理中心与各个库区现场读写节点、卷烟企业厂级网络、打叶复烤厂网络之间的数据传输,网络结构如图2所示。

图2 网络结构示意图
其中,库房管理中心主要由数据库服务器、管理应用服务器、远程监控工作站、数据管理机、客户端等设备组成;库区监控室主要由远程监控工作站、数据处理机组成,用于汇集各个库房采集到的信息;库房数据采集网主要由现场读写器、天线、现场操作站组成,实现读写器与现场操作站之间的信息通信。
4 应用目标和意义
通过RFID系统应用,使上游打叶复烤企业完成相应的标签初始化和数据追加,使标签标识信息更加完善和丰富,便于卷烟生产企业入库时进行相应的管理,以及产品情况、流转状态的信息比对,使管理更加完善、精确和快捷;RFID系统完成醇化库的入出库运送电梯、抱车通过龙门架等读写系统的建立,满足同时读写多件箱储片烟的需求,完成相应的数据采集和数据追加,并具有远程监控功能。在节省人力、物力的同时,有效地提高了入、出库的效率,完善和提高了库房管理水平。
RFID系统建立片烟醇化库房RFID存储区的划分和定位系统,实现存储状态的动态监控,及时掌握箱储片烟的位置、流向和数量,并建立实时信息提示和报警系统,实现仓库管理数字化、智能化,为决策和计划管理提供支持。
该系统的推广应用,将为烟草企业物流管理提供一个高效的信息采集渠道,充分体现现代物流管理的敏捷性,也为行业片烟产品追溯提供了一个有效的信息管理平台,为箱储片烟仓储管理的物联网建设打下坚实的基础。

猜你喜欢
河南农业科学(2022年5期)2022-07-23
条码与信息系统(2021年1期)2021-12-05
商品与质量(2020年46期)2020-11-26
条码与信息系统(2020年5期)2020-06-07
烟草科技(2019年6期)2019-07-13
物流技术与应用(2017年12期)2018-01-31
中国粮食经济(2018年9期)2018-01-23
产品可靠性报告(2017年7期)2017-09-05
天津造纸(2016年1期)2017-01-15
制造业自动化(2014年19期)2014-12-18