
双斜齿轮传动的设计和安装方法研究
2014-03-18 02:00周恕毅四川宏华石油设备有限公司研发部四川成都610036
石油天然气学报 2014年9期
周恕毅 (四川宏华石油设备有限公司研发部,四川 成都610036)
喻秀英 (四川光恒通信技术有限公司,四川 成都611731)
目前,国内外油田使用的钻井泵几乎都是三缸钻井泵,该钻井泵体积大、笨重,排量低,流体输出不平稳,拆卸和运输不方便。为此,开发了一种体积小、重量轻、排量大、压力高、流体输出平稳的新型五缸钻井泵,其结构示意图如图1所示。该五缸钻井泵将2个小齿轮直接安装在驱动电机转子两端,将2个大齿轮安装在曲轴两端,整个钻井泵只有一级齿轮减速,结构简单,效率高[1,2]。
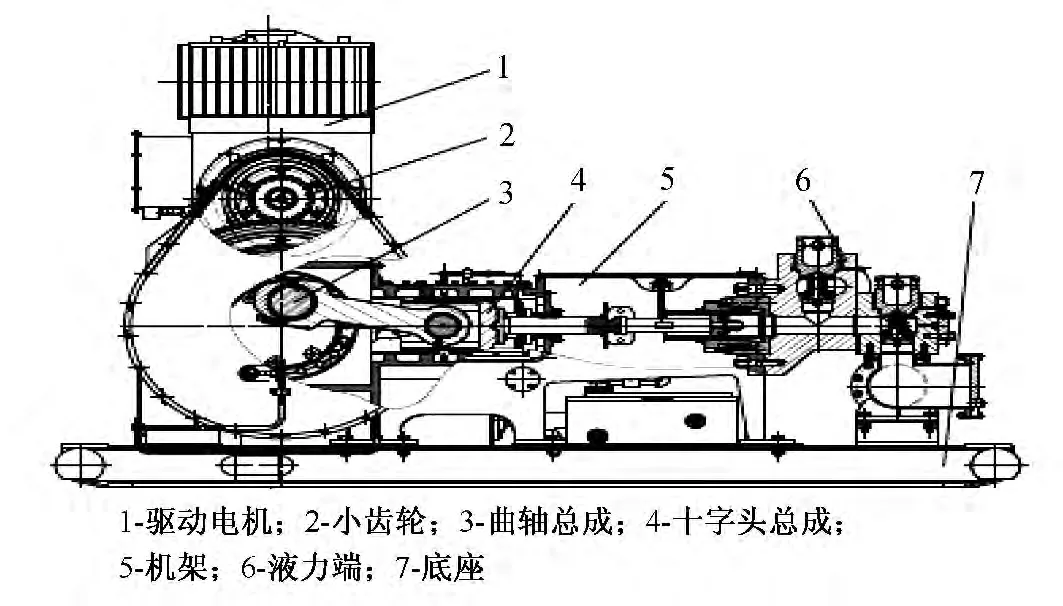
图1 五缸钻井泵结构示意图
1 传统三缸钻井泵齿轮传动的缺点
传统三缸钻井泵齿轮传动采用人字形齿轮传动,小齿轮安装在小齿轮轴中间,大齿轮安装在曲轴中间,曲轴和小齿轮轴两端分别用两个轴承安装在机架上。传统三缸钻井泵齿轮传动结构示意图如图2所示,采用这种结构有如下缺点[3]:①齿轮放置于曲轴中心部位,离曲轴两端轴承远,因此减弱了曲轴的强度和刚度。②齿轮离曲轴两端轴承的距离远,工作时轴承的受力条件差,缩短了轴承的寿命;齿轮离轴承远也减弱了齿轮的啮合。而在一般减速箱的设计中,要求齿轮尽可能靠近轴承,以保证较好的啮合。③齿轮布置在曲轴中间部位,使得钻井泵的缸间距无法缩小,这是造成传统三缸钻井泵体积大、笨重的主要原因之一。

图2 传统三缸钻井泵齿轮传动结构示意图
2 双斜齿轮传动的设计和安装方法
传统三缸钻井泵动力端齿轮传动结构对曲轴、齿轮和轴承都有不利影响[4],而新开发的五缸钻井泵避免了这些缺点,采用在曲轴两端安装2对斜齿轮,2对斜齿轮旋向相反,这2对斜齿轮组合起来相当于1对人字形齿轮。五缸钻井泵齿轮传动机构示意图如图3所示。

图3 五缸钻井泵齿轮传动机构示意图
2.1 双斜齿轮传动的优点
五缸钻井泵曲轴采用六支撑结构,齿轮置于曲轴两端,工作时靠两端的2个斜齿轮同时驱动曲轴[1],采用该结构有如下优点:①曲轴采用六点支撑,相对传统三缸钻井泵仅两点支撑,曲轴的强度和刚度都更好;②齿轮距轴承距离更短,因此轴承寿命更长,齿轮啮合更好;③曲轴采用两端齿轮同时驱动,曲轴和齿轮的受力更好;④曲轴两端斜齿轮旋向相反,2个斜齿轮产生的轴向力互相抵消[5];⑤由于齿轮布置在钻井泵的两端,故齿轮不再影响钻井泵的缸间距,这有利于缩小钻井泵的缸间距,进而减小钻井泵的体积和重量。
虽然采用双斜齿结构有很多优势,但是采用该结构必须保证两端的斜齿轮副同时啮合,如果齿轮的设计和装配达不到要求,就会造成单侧齿轮受力,这样不但降低了齿轮的强度和啮合性能,而且降低了曲轴的强度,轴承寿命也受到很大影响。因此,采用双斜齿轮传动方式关键必须保证2对齿轮副同步啮合。在五缸压裂泵上目前也采用双斜齿轮传动,齿轮和轴之间采用键连接,该连接方式为保证2对齿轮副同步啮合,需要不断地修磨键,以达到2对齿轮副同步啮合的要求,采用键连接的方法不但使得齿轮副的同步啮合很难调整,而且齿轮的安装和拆卸麻烦,尤其是修磨键需要花费大量的时间,因此新开发的五缸钻井泵取消了键连接,小齿轮和小齿轮轴之间采用锥面过盈连接,大齿轮和曲轴之间采用胀紧连接套连接,这种连接方式不但齿轮安装拆卸方便,而且2对齿轮副的同步啮合调整简单容易。
2.2 左、右旋小齿轮与小齿轮轴的安装
左、右旋小齿轮和小齿轮轴采用锥面过盈配合[6],组装时将小齿轮加热到约300℃,然后将左、右旋小齿轮热装到小齿轮轴上。要达到双斜齿轮同时啮合,首先得先保证左、右旋小齿轮安装到小齿轮轴上的位置精度,笔者是通过采用工装来保证小齿轮的装配精度。小齿轮和小齿轮轴装配后的结构示意图如图4所示。小齿轮和小齿轮轴采用工装装配示意图如图5所示。
保证左、右旋小齿轮和小齿轮轴的相对装配位置精度操作方法如下:
1)分别在左、右旋小齿轮外端面的1个齿宽中心打印标记 “0”,然后在该齿宽中心与齿轮中心的连线上加工2个销孔a和2个螺纹孔b;在小齿轮轴两端端面上分别加工1个销孔c[6],小齿轮轴两端面的销孔c相对小齿轮轴中心的位置一致。如图4所示。
2)左、右旋小齿轮和小齿轮轴热装前,先将定位板用螺栓固定在左、右旋小齿轮上,并在定位板上安装圆柱销和棱形销,然后将装有定位板的小齿轮加热到约300℃;将装有定位板的小齿轮整体热装到小齿轮轴上,定位板上安装的棱形销装入小齿轮轴端面的销孔c中[6]。如图5所示。
由于销孔a和销孔c的定位作用,安装到小齿轮轴两端的左、右旋小齿轮相对小齿轮轴的位置一致。
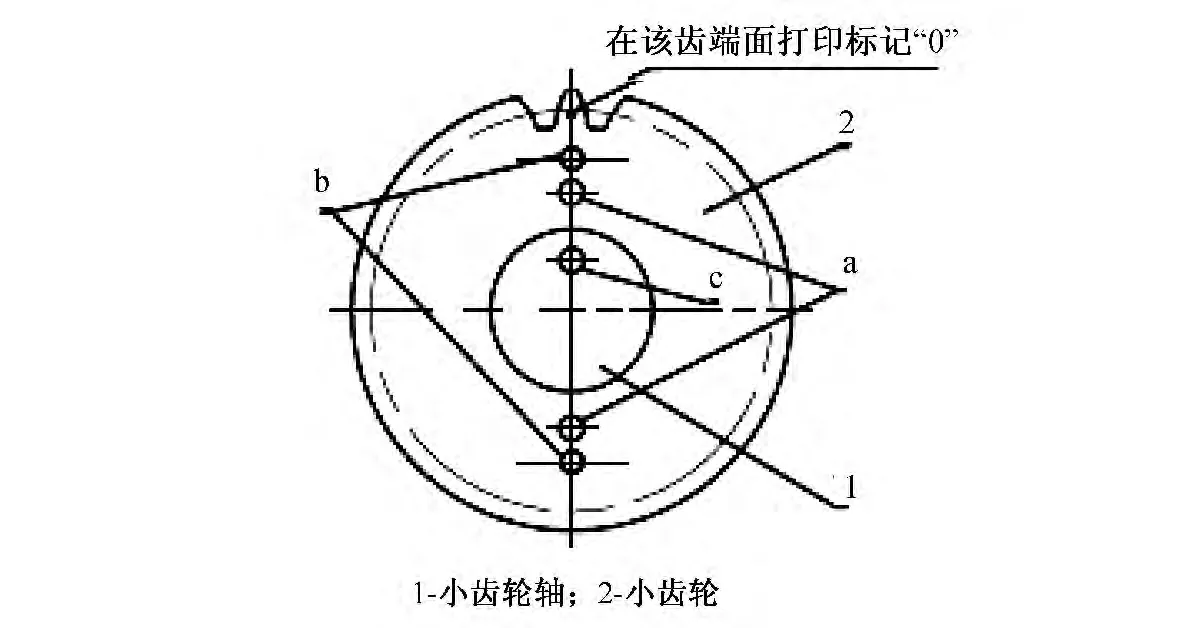
图4 小齿轮和小齿轮轴装配后结构示意图
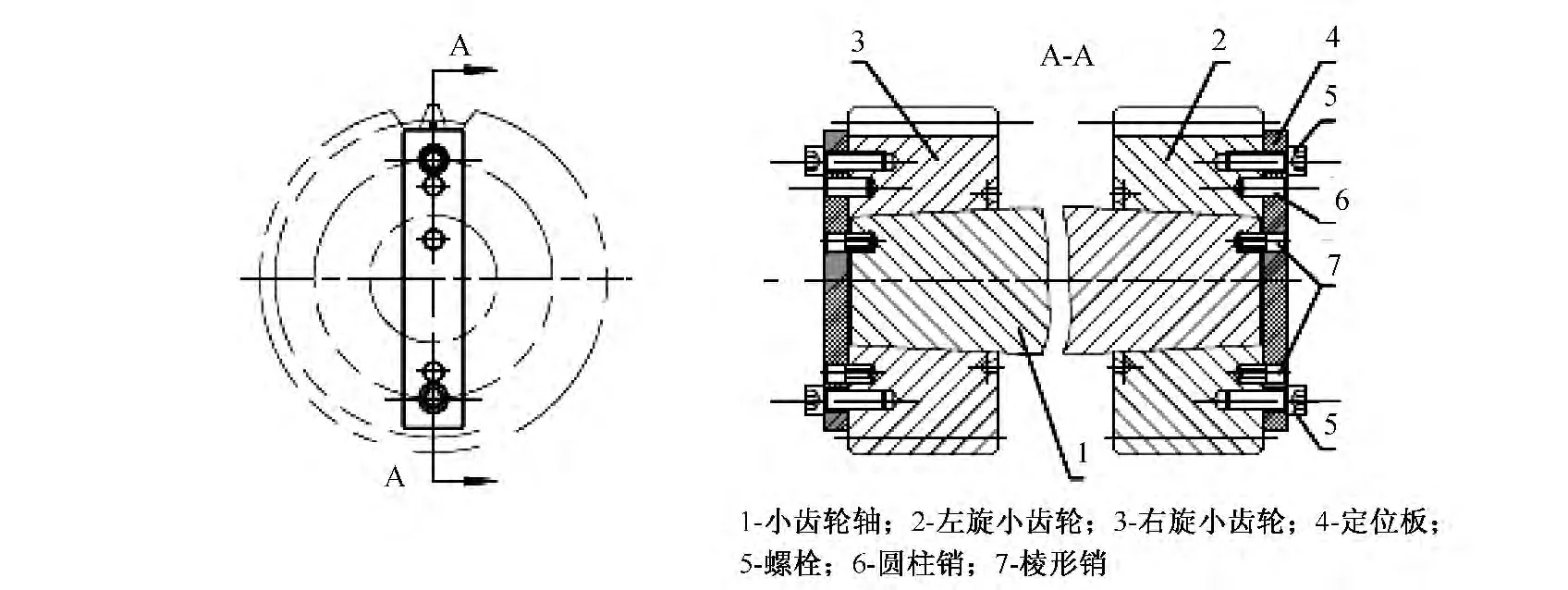
图5 五缸钻井泵结构示意图
2.3 左、右旋大齿轮总成的安装
左、右旋大齿轮总成分别安装在曲轴两端的轴颈上,左、右旋大齿轮总成和曲轴之间通过胀紧连接套和螺栓连接,如图3所示[7]。为保证大、小齿轮同步啮合,左、右旋大齿轮总成在加工过程中,分别在左、右旋大齿轮总成相邻的两个齿外端面打印标记 “0”,打印标记 “0”的两个齿面之间的齿槽中心、齿轮总成中心和齿轮总成的螺栓安装孔a的孔心位于同一直线上[7]。大齿轮总成的结构示意图如图6所示。
左、右旋大齿轮总成安装方法如下[7]:
1)将左、右旋大齿轮总成装入曲轴两端,安装时小齿轮上打印标记 “0”的齿面必须位于大齿轮上打印标记 “0”的齿面之间,并用螺栓将左、右旋大齿轮总成轻轻拧在曲轴上;按标记 “0”装配大、小齿轮才能确保装在曲轴上的2个大齿轮总成的螺栓安装孔a和曲轴上相应的螺纹孔同时对齐。
2)分别旋转左、右旋大齿轮总成,使得大、小齿轮的啮合面贴紧,并在大、小齿轮的非啮合面用塞尺或垫片塞紧。

图6 大齿轮总成结构示意图
3)将左、右旋大齿轮总成和曲轴间的螺栓拧紧。
4)将胀紧连接套安装到左、右旋大齿轮总成和曲轴之间。
5)取下大、小齿轮非啮合面的塞尺。
由于安装胀紧连接套后,可能造成塞尺或垫片难以取下,此时可以通过适当旋转齿轮而将塞尺取下。
完成齿轮副的安装后,通过现场测试,大齿轮旋转一周的过程中,在大齿圈圆周上均匀选取10个点测试两端齿轮同步啮合情况,实际检测结果为两端齿轮啮合面不同步性差值在0.05mm内。
3 结论
在钻井泵上采用双斜齿轮传动方式,极大地改善了曲轴和轴承的受力状况,提高了曲轴和轴承的寿命。提出了双斜齿轮传动的设计方法和安装方法,能有效地解决两对齿轮副的同步性啮合问题。双斜齿轮传动设计和安装方法已经成功地运用到宏华公司新开发的五缸钻井泵,该五缸钻井泵已经成功完成3口井的钻井工作。双斜齿轮传动的设计和安装方法,可为同类齿轮设计和安装提供参考。
[1]李德清,翁卫东,李蓉,等 .一种新型五缸钻井泵的设计 [J].石油钻探技术,2006,34(5):60~62.
[2]胡俊成,黄新杰,周东亮,等 .新型五缸钻井泵研制 [J].石油矿场机械,2010,39(10):71~74.
[3]沈学海 .钻井往复泵原理与设计 [M].北京:机械工业出版社,1990.
[4]钟功祥,段会竹,梁政,等 .一种新型泥浆泵动力端的设计及运动仿真 [J].石油矿场机械,2008,37(1):9~12.
[5]张会霞,周骥平 .双斜齿轮泵工作原理及其特性分析 [J].煤矿机械,2008,29(9):71~73.
[6]黄顺俊 .一种齿轮轴两端斜齿轮的对中装置及其制造、装配方法 [P].CN102606634A,2012-07-25.
[7]周恕毅,黄顺俊,张芳芳,等 .钻井用五缸泵及其五缸泵的斜齿轮安装方法 [P].CN103541880A,2014-01-29.
猜你喜欢
技术与市场(2022年7期)2022-07-16
装备制造技术(2020年1期)2020-12-25
重型机械(2020年3期)2020-08-24
航空维修与工程(2020年3期)2020-04-10
少儿科学周刊·少年版(2020年9期)2020-03-04
水泥技术(2019年1期)2019-02-26
世界农药(2018年6期)2019-01-05
课程教育研究(2018年1期)2018-03-31
大型铸锻件(2015年1期)2016-01-12
药学与临床研究(2015年4期)2015-06-05
