
连杆镗铣专机回转分度工作台结构与维修
2014-03-18 03:04
中国设备工程 2014年10期
(南京汽车集团有限公司,南京 210061)
连杆镗铣专机回转分度工作台结构与维修
汪智凯
(南京汽车集团有限公司,南京 210061)
主要介绍连杆镗铣专机的鼠齿盘式回转分度工作台的结构原理与故障维修。
回转工作台;结构原理;故障维修
数控机床的圆周进给由回转工作台完成,为数控机床的第四轴:回转工作台可以与X、Y、Z三个坐标轴联动,完成各种面、球、圆弧曲线等加工。回转工作台可以实现精确的自动分度,扩大了数控机床加工范围。
一、回转分度工作台的种类
数控回转工作台由伺服电机驱动,经变速箱减速后由蜗杆传给蜗轮,从而驱动回转工作台。 进行分度运动,在加工中自动完成工件的转位换面,实现工件一次装夹完成几个面的加工。回转工作台采用专门定位元件来保证加工精度,主要分两类:一类是定位销式回转分度工作台;另一类是鼠齿盘式回转分度工作台。
1.定位销式分度工作台
它的定位精度取决于定位销和定位孔的精度,最高可达±5″;定位销和定位孔衬套制造和装配精度要求高,其硬度和耐磨性要求也高。
2.鼠齿盘式分度工作台
鼠齿盘式分度工作台应用很广。鼠齿盘分度机构的向心多齿啮合应用了误差平均原理,因此能获得较高的分度精度和定心精度,定位精,可达±1″。由于多齿啮合,所以定位刚度好,承载能力强。多级啮合具有磨合作用,其定位精度可不断提高,而且使用寿命长。缺点是鼠齿盘制造比较困难。
二、鼠齿盘回转分度工作台的结构原理
鼠齿盘式分度回转工作台是由工作台面、底座、压紧液压缸、鼠齿盘、伺服电动机和齿轮转动装置等组成。鼠齿盘是保证分度精度的关键零件,每个齿盘的端面带有数目相同的三角形齿,当两个齿盘啮合时,能够自动确定周向和径向的相对位置。
1.基本结构
一对回转分度鼠齿盘由两个环形平面齿盘组成(图1),各布置着数十或数百个齿,一般标准齿数为72、96、120、144、180、360、720等,其最小分度为360°/Z(表1)。

图1 鼠齿盘的基本结构

表1 鼠齿盘回转工作台的最小分度
2.工作原理
鼠齿盘式分度工作台作分度运动时,其工作过程分为三个步骤:工作台抬起—工作台回转分度—工作台下降并定位锁定。
(1)工作台抬起。数控装置发出分度指令,工作台中央的压紧液压缸下腔通过油孔进压力油,活塞向上移动,通过中心轴将分度工作台抬起,两齿盘脱开。抬起传感器发出抬起完成信号。
(2)工作台回转分度。当数控装置接收到工作台抬起完成信号后,即发出指令让伺服电机旋转,通过蜗轮蜗杆副传动及平面齿轮离合器带动中空驱动轴,使得紧固在中空驱动轴上的工作台回转分度,分度完成后,伺服电机停止旋转。
(3)工作台定位夹紧。当工作台旋转到位后,由数控指令控制液压电磁阀换向,使压紧液压缸上腔通过油孔进入压力油,活塞带动工作台下降,鼠齿盘在新的位置重新啮合,并定位夹紧。夹紧传感器发出夹紧完成信号,液压缸下腔的回油经过节流阀,以限制工作台下降的速度,保护齿面不受冲击(图2)。
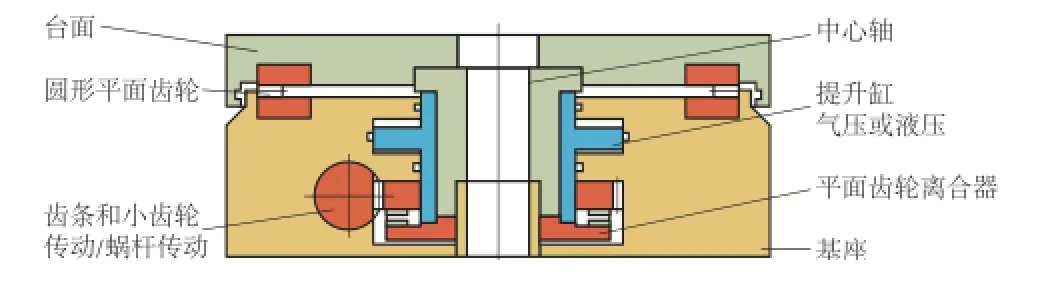
图2 鼠齿盘分度工作台
三、鼠齿盘式回转分度工作台的故障维修
1.工作台不抬起
在工件加工过程中,回转分度工作台不抬起,工作停止。工作台不抬起与三因素有关,首先,检查工件加工工序是否已经完成,并确认加工工序完成数控信号已经发出;其次,检查回转分度工作台侧面的限位传感器(BALLUF),是否已经发出在位信号,调整测试传感器,若损坏则更换;第三,检查电磁换向阀(REXROTH)是否向工作台下腔供给5MPa的压力油,若无压力油提供,需检查修理或更换电磁换向阀。
2.工作台抬起后不旋转
回转分度工作台抬起后不旋转,首先观察工作台侧面的上升到位传感器信号有无发出,如无信号,调整测试传感器,若损坏则更换。其次检查驱动蜗轮蜗杆的伺服电机有无接收到信号后工作。电气故障排除后,再检查拆解排除机械故障。
3.工作台不回落
回转分度工作台不回落,即工作台油缸上腔未进油,或下腔没出油,首先,检查回转分度工作台侧面的上升位置传感器是否发出到位信号,如没有到位则检查相关的满足条件,如已经到位,则观察控制油缸的电磁阀是否得电,电磁阀是否换向,依次检查、修理或更换。
4.工作台回落很慢,且不能落到底
回转分度工作台有回落动作,下降很慢,只有打百分表才能观察到,有时甚至落不到底。回转分度工作台在下降,说明电气已发出信号,液压系统油路已在工作,没问题。问题应是机械故障。回转分度工作台的上部是工作台面和鼠齿盘,安全可靠,回转分度工作台中部的油缸不可能出现类似故障现象。回转分度工作台的下部是传动离合器,零件间隙小,浸在润滑油中,对润滑油的清洁度要求高,这些零件在长期使用中会磨损,这些污染物逐渐沉降在离合器腔底部,阻碍平面齿轮离合器及油缸工作台组成的结合体的下降。此时可通过冲洗油箱和换油,暂时缓解,但不能根本解决问题。
连杆镗铣专机是德国Alfing 公司生产,型号:3904N00,该机床使用FIBRO旋转工作台,是德国哈斯默斯海姆(Hassmersheim)生产的标准件,FIBROTAKT鼠齿盘回转分度工作台,型号:11.16.8.00.5.71.42.2.0144。
要解决故障必须拆解FIBROTAKT鼠齿盘回转分度工作台。咨询德国Alfing 公司专家,他们认为拆解维护工作必须在德国专家参与指导下进行,需要较长时间。为了缩短维修时间,决定自行维修。
(1)解体准备阶段
将整个设备的数十片机床内外罩壳、支撑立柱用记号笔编号,画线做记号后,拆离机床,分方位摆放整齐,分离6个机床门和门轨;旋转分油器上的53根液压油管及机床内部各硬管(油管、气管、水管)编号,并作记录,拆开后用无纺布将管口扎好,防止污物进入;各电气线路记录挂牌后分离,用尼龙扎带固定,采取必要的防护;拆掉通风除尘管道。
(2)四工位夹具体拆出
拆去二工位的机械手,用布裹扎防护;拆掉四工位的气检装置,存放在木板上加以保护;卸去顶部的工位位置无线发射接收装置,与液压软管和旋转中心支架固定在一起;吊开顶部框架及四周支撑结构;
做好四工位夹具体与FIBROTAKT旋转分度工作台相对原始位置记号,打好钢印;分开部分影响拆解过程的管路,使用拔销器取出3只定位销;用加长专用扳手拆出夹具体与旋转分度工作台的内六角螺栓;四周各用1t千斤顶作辅助顶升,均匀打起,8t汽车吊缓缓将4.8t夹具体吊起,移开放在钢凳上;注意观察检查各密封件的位置及使用损坏情况。
(3)回转分度工作台拆出及解体保养
拆除回转分度工作台升降的油管,拆去气密管路,拆掉电气控制线路。做好工作台与大盘机座的位置记号,取出紧固螺栓,拆出吊离3.5t的FIBROTAKT回转分度工作台。
工作台圆盘侧立,用汽车吊保住,下面用2块枕木垫稳,让出油管、气管接口。取出底部轴座板上的4只轴座板定位销和2只主轴定位销,拆去12只轴座板螺栓和12只主轴螺栓,拆下轴座板,发现底部积垢严重。拿出轴套、主轴、三脚环,解体离合器等。
(4)各部件安装、调试
首先,用煤油、柴油等有机溶剂或其它化学溶剂清洗保养各个零部件、紧固件、联接件等。
其次,检查各机件使用状况,观察密封件损坏及老化情况,将使用3~5年以上及平时不易解体拆出的橡胶密封件都需更换掉。查看齿轮、蜗轮蜗杆、轴承、联轴器、轴、轴套的磨损状态并测量传动间隙,作必要的记录和测绘备用。
第三,按回转分度工作台、四工位夹具体、管路及机床附件拆解相反的步骤安装。但有2处安装要点必须注意:一是回转分度工作台落位必须精准,原4个定位键不得调整和移动,否则机床将失去精度;二是四工位夹具体吊装因内部不能准确对位,无法落位,必须事先制作3根带螺纹孔的Ф20mm×500mm定位导向长销,来帮助滑到准确位置(图3)。
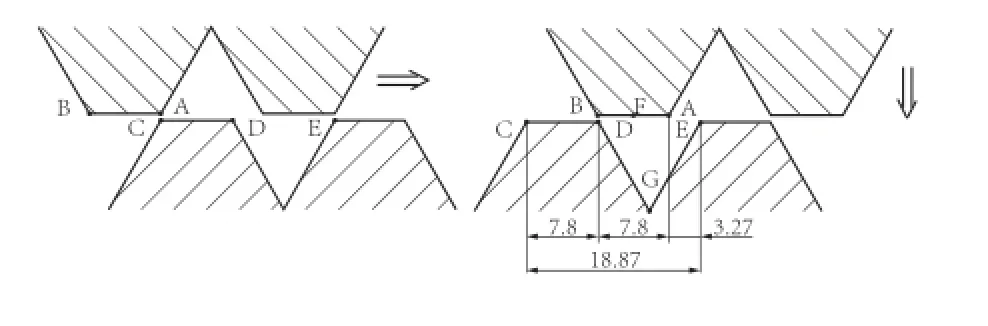
图3 FIBROTAKT回转分度齿盘运动示意图
安装后的机床调整包括:回转分度工作台上升、下降的2只BALLUF传感器位置调整;夹具体与工作台及其它运动结合处的气密压力调整到0.2~0.3MPa;回转分度工作台运动零点的调整,当上齿盘的A点开始向右作旋转运动,直到B点到达D点前都不能下落,当A、B的中间F点到达D、E的中间G点上方时,工作台落下平稳贴合后所在位置,即为工作台旋转的零点(如图4)。CE是齿轮节距,AB和CD都是齿顶宽,只有在AE范围内,3.27/18.87,约1/6,从表1中我们知道,最小分度2.5°,换算成角度,在0.43°范围内才能落下,还不包括减速器、柔性联轴器、蜗轮蜗杆的传动间隙等所积累的误差。所以,FIBROTAKT工作台落不下去不一定是机械问题,也可能是电气零点问题。
四、FIBROTAKT回转分度工作台的缺陷与改进
在设备运行、维护保养、故障排除方面,FIBROTAKT工作台在下面三个方面存在缺陷,需改进。
1.加大离合器下沿与轴座的距离
FIBROTAKT工作台的离合器下沿与轴座板距离太小,只有4mm,积污后,工作台下降动作易失效,建议扩大到10mm,对于此类故障将会有很大改善。
2.离合器腔的放油口位置改动
离合器腔的放油口在侧面,腔内积污后,不利维护清洗,建议放油口放在工作台的底部轴座板上,用弯管接出,有利于离合器腔冲洗排污。将加油口附近的油标改成观察窗,同时刻上最高最低油位线,便于观察了解蜗轮蜗杆和离合器的运行情况。
3.加大工作台下落范围
鼠齿盘有数十,甚至有数百个齿,共同啮合定位,强度不存在问题,将齿顶宽减小,有利于加大工作台下落的范围,改善工作台不下落的故障诊断。
[1]赵艳萍,姚冠新,陈骏. 设备管理与维修(第二版)[M].北京:化学工业出版社,2009.
[2]福仕德.Rotary Indexing Tables-Programme,2012.
TG659
B
1671-0711(2014)10-0066-03
2014-09-18)
猜你喜欢
航空发动机(2021年1期)2021-05-22
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
制造技术与机床(2017年8期)2017-11-27
汽车零部件(2015年8期)2015-06-23
汽车科技(2015年1期)2015-02-28
