
滚轮轴承的磨工工艺研究与实践
2014-03-16 12:26谭树范
哈尔滨轴承 2014年2期
谭树范,赵 虹
(哈尔滨轴承集团公司 小型球轴承分厂,黑龙江 哈尔滨 150036)
1 前言
随着工业现代化的不断发展,为了满足某些特殊场合的安装和工作要求,专业轴承、非标准轴承的种类和需求量正在呈显著上升趋势,这种趋势也将成为轴承工业今后的主要发展方向,例如,汽车专用的水泵轴承、汽车轮毂轴承,都具有结构独特、使用场合单一、需求量大等特点。
2 DYL10滚轮轴承的结构特点
DYL10是一种与通用型轴承在外形及结构上有着极大区别的新型产品,见图1。
该产品在结构上属于双列深沟球轴承,主要区别在于,内圈是一根带双沟的细长轴实体,中间有注油通道,实际属于内圈与轴的结合体。该轴承可承受较大的倾覆力矩和单一的径向载荷,小游隙可保证旋转精度和刚度。因此内圈两沟道的间距和两沟直径尺寸相互差是磨加工工序的关键。
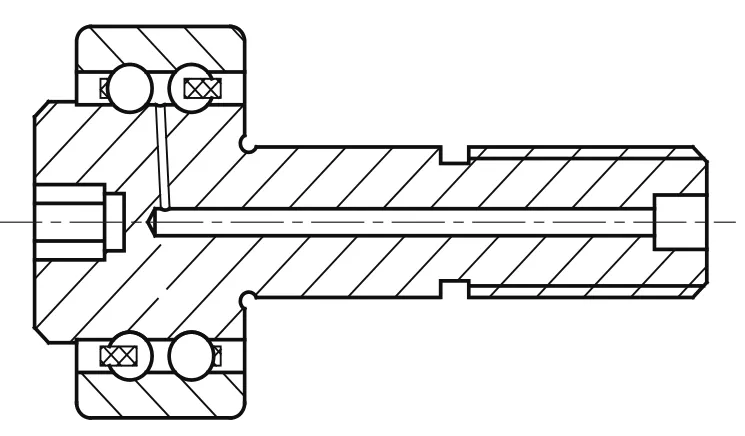
图1 DYL10专用轴承的外形及结构
3 工艺装备的改进
3.1 工艺难点
DYL10轴承外圈与同类轴承一样,可以按现行轴承外圈工艺进行加工。内圈是一根带双沟细长实体轴,现有的工艺装备主要是生产符合GB/ T273.3规定的产品,即生产通用轴承,无法生产该类产品。
3.2 改进措施
3.2.1 磨削内沟道送料装置的改进
常规的取料、送料机构由上料槽、储料槽、回转油缸和机械手等几部分组成,见图2。机械手将内圈的内圆表面和非基准端面作为拾取位置,见图3。机床启动工作循环后,取料器插入套圈的内孔,再由送料臂通过旋转运动,沿面板将工件经料道送到电磁夹盘前面的加工位置,取料器退出、摆回原位,磨削开始。显然DYL10/02在现有的送料机构上是无法进行自动送料的。
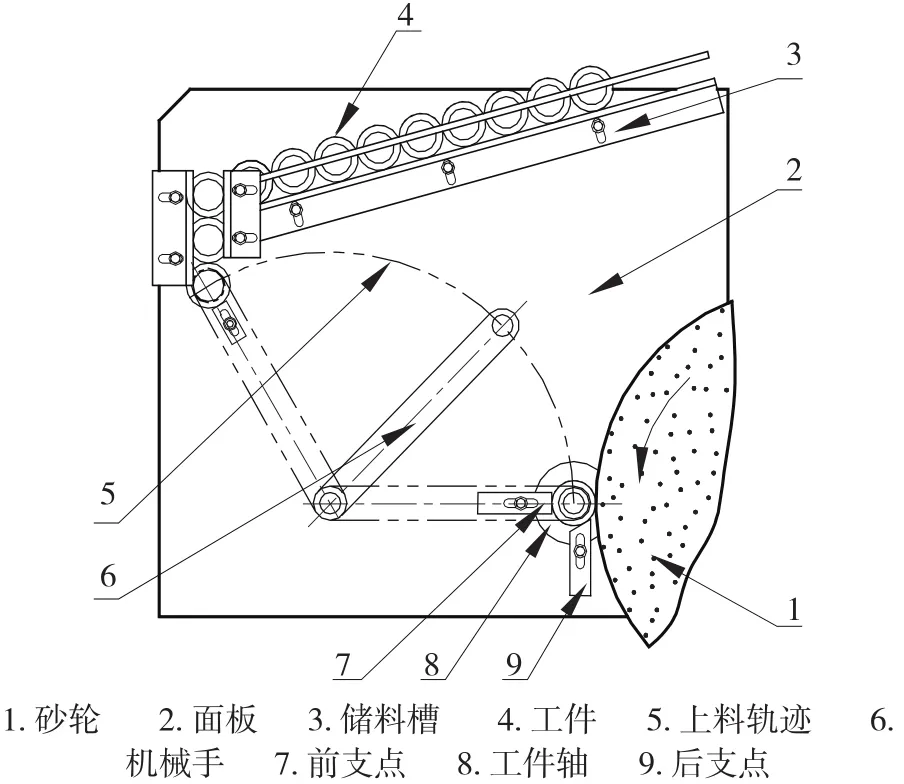
图2 机床面板示意图
3.2.1.1 取料器的改进
在原取料器的圆柱实体的中心位置上,加工出来一个与工件尾部实体轴相同尺寸的圆柱孔(ø12mm),用于取料时抓取工件。考虑到工件沿面板滑动时,会因摩擦而倾斜,出现卡料现象,所以在取料头的内孔中加装了一副弹簧压靠装置,使DYL10内圈实体轴在滑动上料时,大端面始终贴紧在面板上,见图4。
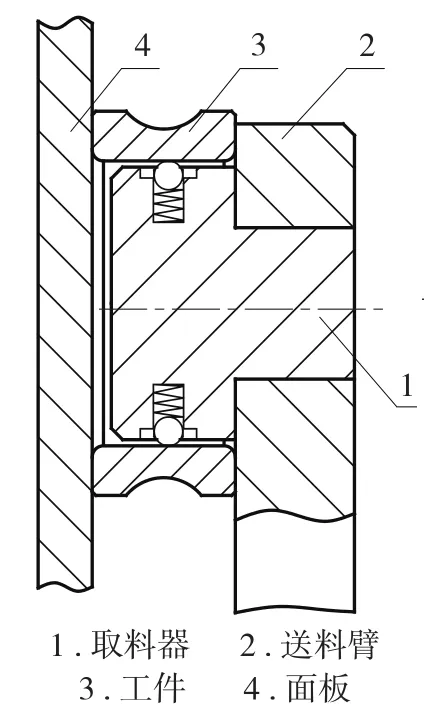
图3 现行工装的送料装置
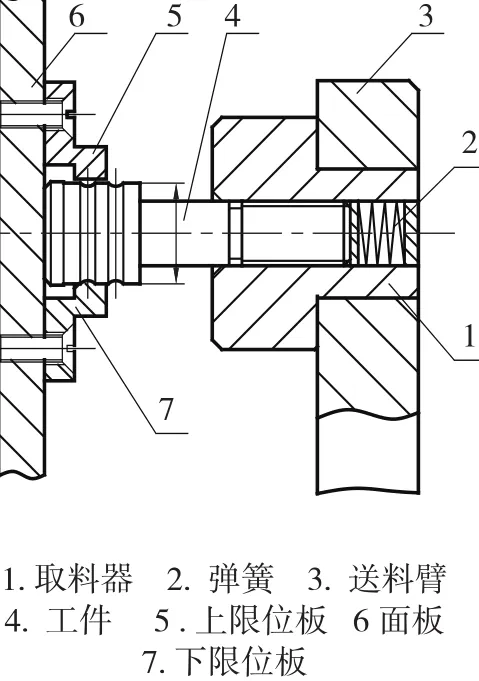
图4 改进后的送料装置
3.2.1.2 在面板上增加上、下限位板
由于DYL10/02属于细长轴结构,送料过程中稳定性差,所以在其滑动的轨迹上又增加了相应的限位槽,见图4,宽度略大于DYL10产品d1尺寸约2mm。
3.2.2 磨削内沟道砂轮修整器的改进
普通轴承双内沟道原来采用翻幅磨削的方法。DYL10内圈实体虽为双内沟结构,但结构特殊,如果仍然采用翻幅磨削的方法,两沟间的直径尺寸相互差和相对位置精度将难以保障,且加工效率低又存在生产安全隐患,所以对3MZ156机床的砂轮修整部分又进行了改进。由原来的单点圆弧修整改为金刚石滚轮双沟同时修整。加工出来的产品,其两沟道直径相互差及平行度、沟道间距、沟道曲率半径、沟道位置等技术参数具有严格的一致性,从而保证了产品的质量要求,且生产效率提高三倍以上。
3.2.3 精研工序的改进
3 MZ324四工位内圈沟道精研机的加工原理是:工件被置于两个相互平行并同向旋转的辊轴上面,以轴承内圈的外径定位,在油石的压力作用下,工件随辊轴旋转,油石与沟道产生相对运动并将沟道精研至工艺规定的表面粗糙度指标,见图5。由于DYL10/02结构的特殊性,直接将其置于辊轴之上会因倾斜而使得辊棒不能稳定地带动工件旋转,加工过程无法进行。为了使工件姿态稳定,在工件尾部,附加了一个与工件最大外径尺寸相同的支撑套筒,见图6。与工件通过螺纹旋合在一起,使得工件能够稳定地在辊轴上旋转。
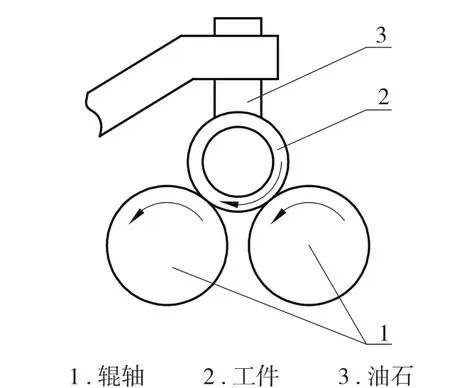
图5 3MZ324精研内沟道加工示意图
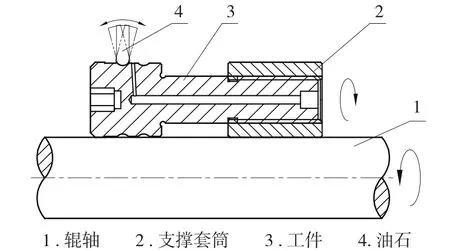
图6 改进后的DYL10内沟道加工示意图
3.2.4 径向游隙测量方法的改进
通常,径向球轴承的游隙测量是在X903仪器上进行的,以轴承内孔定位,在规定径向负荷下,将轴承外圈由一个极限位置移动到另一个极限位置,移动的距离将在测量仪表上显示出来,此距离即是轴承在规定负荷下的径向游隙值。
因DYL10产品无实际内孔,所以不能在X903仪器上进行测量。改进的措施是:利用其长轴两端的孔,采取对顶针方式固定轴承,在外圈下面垂直向上施加一50N的力,使得外圈处于一个极限位置,在外圈上部固定一个测量精度为1μm仪表,见图7。

图7 DYL10径向游隙测量方法示意图
图7 所示为DYL10径向游隙检测方法示意图,现选用的是无负荷测量方法,外圈依靠自重自然处于一个极限位置,此时记住量表读值,然后按图中箭头方向轻轻向上垂直托起外圈至另一极限位置,量表显示另一读值。两次读值的代数差的绝对值即为该产品的径向游隙近似值。
4 结束语
通过对关键工序的工装及加工方法的改进,该型号产品最终得以保质保量的成功生产,同时也为今后生产其它类型专业产品积累了经验。
猜你喜欢
一重技术(2021年5期)2022-01-18
山东冶金(2021年4期)2021-09-09
哈尔滨轴承(2021年1期)2021-07-21
装备制造技术(2021年1期)2021-05-21
防爆电机(2020年5期)2020-12-14
装备制造技术(2020年2期)2020-12-14
水泥技术(2020年3期)2020-06-06
农产品加工(2019年22期)2019-12-04
制造技术与机床(2017年6期)2018-01-19
凿岩机械气动工具(2017年3期)2017-11-22
