复合螺栓搓丝模板成型控制系统研究
2014-03-15 07:18:48刘庆运耿培涛许杰峰
冶金动力 2014年10期
王 洋,刘庆运,耿培涛,许杰峰
复合螺栓搓丝模板成型控制系统研究
王 洋1,刘庆运2,耿培涛1,许杰峰1
(1.马钢股份有限公司车轮公司,安徽马鞍山243000;2.安徽工业大学机械工程学院,安徽马鞍山243002)
针对复合螺栓搓丝模板的成型特点,引入闭环控制系统对液压缸的位移、压力进行实时动态调节,首先设定位移、压力值,其次对传感器采集的数值与设定值比较,二者的偏差经PID算法调节后送入比例放大器调节比例阀的开度,以控制液压缸的动作,最后利用CAN总线将传感器采集的实时数据传输至触摸屏,实现位移、压力等数据的实时显示。通过现场调试及生产应用,实现了复合螺栓搓丝模板表面在同一水平面上,用该模板加工而成的复合螺栓的螺纹牙底在同一圆柱面上,复合螺栓具有较好的可旋合性与防松可靠性。
复合螺栓;搓丝模板;闭环控制;PID;可旋合性与可靠性
1 前言
螺栓连接是紧固件连接中最基本的一种结构形式,有着结构简单、成本低、安装方便等优点,在现代工业中被广泛采用[1]。然而在冲击、振动、变载荷作用下或工作温度变化很大时,螺栓连接可能松动,这是采用螺栓连接的最大缺点,螺栓的松动造成设备和人身事故的事例屡见不鲜,解决螺栓松动是螺纹紧固件领域内的重要课题。传统的防松方式均存在着明显的不足,现在出现了一种新的防松方式—复合螺栓。复合螺栓在轨道连接中的应用,开拓了轨道连接装置的崭新结构,轨距可调式和抗水平力大吨位行车轨道连接装置的开发应用,提高了轨道连接装置的防振松性能。
复合螺栓是由左旋和右旋两种旋向的螺纹复合而成的新型防松螺栓,左旋螺纹牙底与右旋螺纹牙底相互交叉,左旋螺纹牙顶与右旋螺纹牙顶重合。在联接时,使用两只不同旋向的螺母:紧固螺母(工作支承面上)和锁紧螺母(非工作支承面上),使用时先后预紧紧固螺母和锁紧螺母。在振动、冲击的情况下,紧固螺母发生松动的趋势,但由于紧固螺母的松退方向是锁紧螺母的拧紧方向,锁紧螺母的拧紧阻止了紧固螺母的松退,导致紧固螺母无法松脱[1][3]。
搓丝板是标准紧固件行业加工螺钉和螺栓螺纹时常用的螺纹工具,由于具有生产效率高,加工成本低,加工出的螺纹精度及强度高,表面质量好等优点,因此得到了广泛应用[4]。传统螺栓的螺纹大多数是正螺纹,也有少数是反螺纹,螺纹外表面为圆形,加工搓丝模板时滚柱轴线始终在同一水平面上,利用恒压可以轧制出表面水平的模板。由于本文的螺栓为复合螺栓,左旋螺纹牙底与右旋螺纹牙底相互交叉,螺纹外表面为椭圆形,恒压轧制出的螺纹椭圆大径处轧制得深,椭圆小径处轧制得浅,造成螺栓搓丝模板表面不平,影响待加工复合螺栓的可旋合性与可靠性。
为保证复合螺栓搓丝模板表面水平,本文引入闭环控制系统及PID(Proportional-Integral-Derivative比例-积分-微分)算法,开发出一种新型控制系统。利用控制系统在椭圆大径处给系统减压,椭圆小径处增压,对液压缸的压力与位移进行实时动态调节,既有效地防止了搓丝模板与丝锥的脱离,又防止了模板表面高低不平,大大提高了待加工复合螺栓的可旋合性与可靠性。
2 复合螺栓搓丝模板成型原理
复合螺栓搓丝模板成型原理如图1所示。
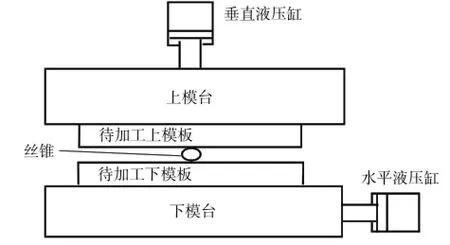
图1 复合螺栓搓丝模板成型原理图
丝锥放于待加工下模板上,控制垂直液压缸下降,运动至丝锥即将与待加工上模板接触,控制水平液压缸运动,根据待加工搓丝模板长度设定液压缸左右极限。当丝锥运动至左右极限时,开始反向运动。设定完成后,控制垂直液压缸下降,直至丝锥被待加工上、下模板夹住,设定压力值直至丝锥在模板上开始运动,利用PID算法调节液压缸位移、压力值与设定值的偏差,偏差送入比例放大器调节比例阀的开度,继而控制液压缸的动作,直至偏差在稳态误差以内,通过CAN总线将位移值、压力值传输至触摸屏上实时动态显示,丝锥在待加工上、下模板之间来回反复的滚动,最终在上下模板上压出螺纹,复合螺栓搓丝模板就是这样成型了。这个成型过程是个旋转碾压的过程,通过与工件相互滚压,使之发生塑性变形,而轧压出螺纹[4]。
3 控制系统组成与工作原理
控制系统主要由传感与控制模块、人机交互模块、报警模块等三部分构成,结构简图如图2所示。
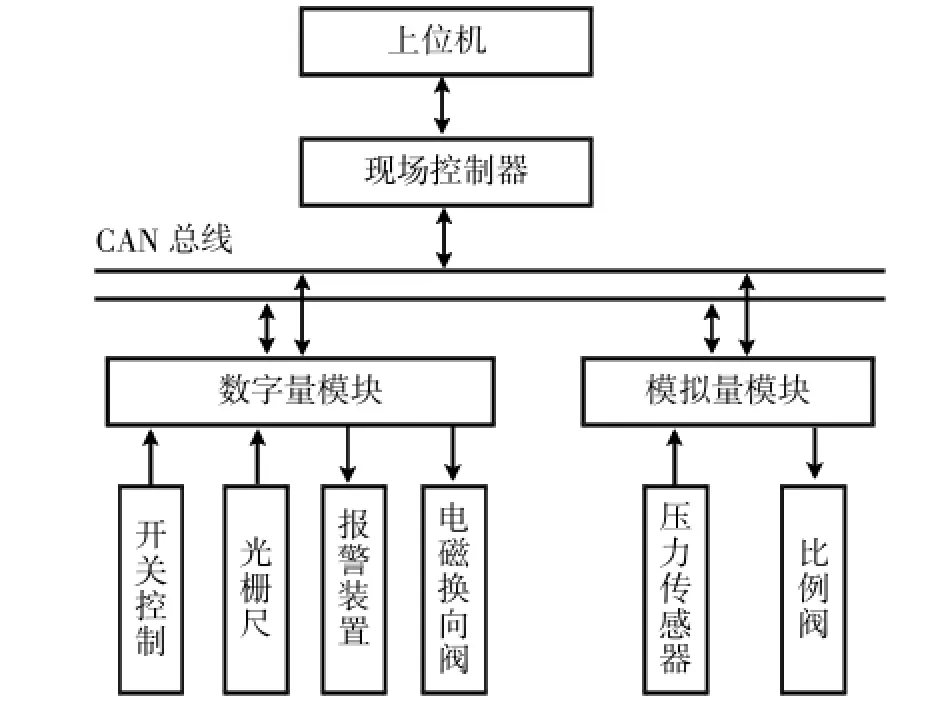
图2 控制系统结构简图
传感与控制模块:主要由基于CAN(Controller Area Network,控制器局域网络)总线的现场控制器、信号转换模块、位移传感器、压力传感器等构成,完成传感器等输入信号的采集、运算、处理和输出信号的传输与发送。本文利用K-7110信号转换模块进行RS-422到CAN总线协议的转换,并通过CAN总线发送到现场控制器ESX-LTplus。
人机交互模块:主要为控制系统、I/O模块提供一个人性化的操作界面,并通过RS232、CAN总线等协议与控制系统交互数据与控制指令。本系统利用触摸屏作为人机交互模块的硬件,触摸屏与现场控制器通过CAN总线相连接,控制器将外部设备采集的实时数据,传输发送至触摸屏,实现位移、压力等数据的实时显示;同时利用触摸屏上的按键,实现对系统参数的设置及修改。
报警模块:主要是对压力传感器、CAN总线通讯、液压系统油路进行报警显示,当压力传感器出现故障、CAN总线通讯过程中出现故障、液压系统油路出现堵塞等,蜂鸣器开始报警。
控制系统的工作原理为:控制系统以ESXLTplus为核心,通过CAN总线实现各单元之间的通信。通过程序指令给比例阀、电磁换向阀发送指令以控制它们的开启与关闭,最终对液压缸的动作进行控制。通过光栅尺、压力传感器将液压缸的位移、压力传送至控制器中,控制器再发送动作切换命令。信号经过控制器处理后,再传送至上位机在触摸屏上以显示,从而实现状态监控。
控制系统引入了闭环控制系统,其中位置闭环控制系统工作原理如图3所示。光栅尺检测的信号反馈至信号输入端,与给定信号比较,产生的偏差经过A/D转换后送入控制器中,经过PID算法调节后再经D/A转换,送入比例放大器对其进行处理、运算和功率放大后转换为电流信号,以此来调节比例阀的开度,继而转换为流量控制液压缸的动作,直至偏差在稳态误差以内为止。压力闭环控制系统工作原理与位置闭环控制系统类似。由图3可得出位置闭环控制系统传递函数方框图如图4所示。

图4 位置闭环控制系统传递函数方框图
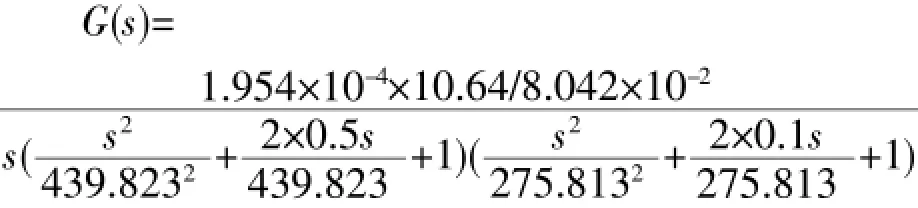
系统的传递函数为:
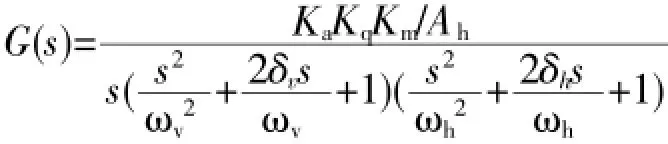
式中,比例放大器增益:Ka=1;比例阀增益:Kq= 1.954伊10-4(m3/sA)
位移传感器增益:Km=10.64(V/m);液压缸的有效作用面积:Ah=8.042伊10-2(m2)
比例流量阀固有频率:棕v=439.823(rad/s);比例流量阀的阻尼比:δv=0.5;
液压缸—负载质量系统的固有频率:棕h= 275.813(rad/s);
液压缸-负载质量系统的阻尼比:δh=0.1;
由此可得,位置闭环控制系统的传递函数为:
4 控制系统软件设计
软件设计是控制系统设计的核心。软件设计主要实现以下功能:通过串口接收来自光栅尺、压力传感器的信号,信号经过处理后传送至触摸屏中,以显示系统工作状态,并对位移和压力信号进行PID调节,以驱动液压缸完成要求的动作。
本系统编程软件采用了CoDeSys(Controlled Development System,即受控的开发系统)V2.3,CoDeSys是基于IEC61131-3标准,适用于工业控制器和PLC组件的编程工具,它的最大优点在于把逻辑控制、运动控制和可视化集成于一体,不需要其他的组态软件就可以轻松实现可视化[5]。
3.1 PID算法的实现
在工业生产中,一般用自动控制方式来控制压力、流量等连续变化的模拟量。模拟量的PID调节是常见的一种控制方式。
PID控制因其结构简单、稳定性好、工作可靠、调整方便等优点而成为目前工业上应用最广泛的控制算法之一。它由比例单元(P)、积分单元(I)和微分单元(D)组成。其输入e(t)与输出u(t)的关系为:

式(1)中,Kp为比例系数;T1为积分时间常数;TD为微分时间常数。
本系统的PID算法是在CoDeSys V2.3中实现。
3.2 人机界面的实现
人机界面是人与计算机之间传递、交换信息的媒介和对话接口,本系统采用触摸屏进行人机交互。触摸屏是显示器和触摸开关一体型的可编程终端,是新一代高科技人机界面产品,用它作为人机界面,具有交互性好、可靠性高、编程简单以及与PLC连接简便等优点[6]。本系统的人机界面是在CoDeSys V2.3中完成的,包括几个模块,分别为指示灯模块、动态图表模块、数据显示模块、数据输入模块、报警模块、静态显示模块。
指示灯模块:控制器I/O模块,当选择位移控制、压力控制、自动、手动时,其后面的指示灯显示为绿色,当电磁阀的线圈得电时,其后面的指示灯显示为绿色,表示对状态的显示。
动态图表模块:趋势图,用于实时的显示轧制力与时间的变化关系曲线,方便用户对系统的实时控制。
数据显示模块:数值显示,如压力值、上下栅值、左右栅值、PWM值等,当信号经过控制器处理后,通过CAN总线传送至触摸屏上以显示。
数据输入模块:数值输入,设PWM值,通过设置PWM值来调节比例阀的开度,实现对流量的控制;设左限栅值、右限栅值,根据要求的螺栓搓丝模板长度来确定左右液压缸换向的位置。
报警模块:报警显示,当压力传感器出现故障、CAN总线通讯过程中出现故障、液压系统油路堵塞,其后面的指示灯显示为红色,蜂鸣器开始报警。
静态显示模块:圆,矩形,文字显示,如位移控制、压力控制、手动、自动、电磁阀后面的圆圈,界面上显示的文字、文字上加的矩形等。
5 结论
本文针对传统正、反螺栓可旋合性与可靠性低下的问题,以复合螺栓为基础,构建了复合螺栓搓丝模板成型系统。分析了复合螺栓搓丝模板成型原理,并对控制系统组成与原理、控制系统软件及其人机界面进行了设计与研究。通过对系统进行反复地现场调试,系统的稳定性达到很高,可以轧制出高精度的复合螺栓搓丝模板。目前该系统已经投入生产使用,不仅提高了设备的自动化程度,方便对系统进行实时状态监控,而且提高了复合螺栓搓丝模板的精度,用以加工的复合螺栓可旋合性与可靠性都大大提高,复合螺栓的应用前景将更加广阔。
[1]陈海平,曾攀,方刚,雷丽萍.螺纹副承载的分布规律[J].机械工程学报,2010,46(9):171
[2]孙峰,唐宗才.唐氏螺纹的防松原理及效果[J].机械工程师,2002: 13-15
[3]唐宗才.复合螺纹:中国,CN1281954[P].2001.01.31
[4]高盈佳,陈体康.高性能、高强度搓丝板的改进[J].工具技术, 2009,43(4):89-91
[5]王丽丽,康存锋,马春敏,黄旭东,朱贤德,方庆华.基于CoDeSys的嵌入式软PLC系统的设计与实现[J].现代制造工程,2007(3):54-56
[6]蒋晓峰,施伟峰,刘以建,桂如裕,杨锦斌.基于触摸屏和PLC的船舶电站监控系统设计[J].电力自动化设备,2011,31(1):122
Research on the Control System for Template Formation of Composite Bolt Twist Wire
Wang Yang1,Liu Qingyun2,Geng Peitao1,Xu Jiefeng1
(1.The Railway Wheel Company of Masteel; 2.the College of Mechanical Engineering of Anhui University of Technology,Maanshan,Anhui 243000,China)
According to the formation characteristics of composite bolt twist wire tem原plates,closed loop control system was introduced to real-time control the displacement and pressure of the hydraulic cylinder.First of all,displacement and pressure values were set; then the values collected by the sensors were compared with the preset ones and the devia原tion is sent to the proportional amplifier after adjustment by PID algorithm to regulate the opening of proportional valve and in turn to control the action of hydraulic cylinder;finally, the real-time sensor data is transmitted to the touch screen by the CAN bus,realizing realtime display of displacement and pressure.Through on-site test and production application,it is achieved that the surface of the composite bolt twist wire templates on the same horizontal plane and the thread bottom of composite bolts processed by the templates are on the same cylindrical surface,which proves the composite bolt has good screwing property and anti-loos原ening reliability.
composite bolt;twist wire template;closed loop control;PID;screwing prop原erty;anti-loosening reliability
TP27
B
1006-6764(2014)10-0080-04
2014-06-10
王洋(1968-),男,1991年毕业于西安交通大学信息与控制工程系自动控制专业,高级工程师,现从事电气及自动化专业技术工作。
猜你喜欢
中国设备工程(2024年6期)2024-04-08 07:07:08
装备制造技术(2020年9期)2021-01-26 00:15:24
冶金设备(2020年2期)2020-12-28 00:15:26
有色金属加工(2020年4期)2020-08-20 04:35:04
重型机械(2020年2期)2020-07-24 08:16:20
装备制造技术(2019年12期)2019-12-25 03:06:36
福建质量管理(2018年20期)2018-11-14 04:42:46
知识就是力量(2018年7期)2018-07-11 06:39:56
石油化工建设(2015年6期)2015-12-01 04:17:35
组合机床与自动化加工技术(2014年10期)2014-03-01 02:22:13