
生产流水线液压系统分组供油的理论与实践
2014-03-09 02:06钟文辉
机床与液压 2014年8期
钟文辉
(云南铝业股份有限公司,云南昆明 650502)
生产流水线液压系统分组供油的理论与实践
钟文辉
(云南铝业股份有限公司,云南昆明 650502)
对于多执行元件的生产流水线液压传动系统,分组供油是一种合理的选择。从分组供油需满足的基本要求出发,研究了回路设计、油泵选型、排量计算、系统效率、基本参数的设计计算等重要问题,据此提出基于液压系统效率的分组原则。并介绍了采用分组供油的方法,对浇铸生产线液压系统改造的成功实例,验证了文中的结论,为生产线液压系统的设计和改造提供参考。
分组供油;节流调速;系统效率
我国自20世纪80年代以来,以引进、消化、吸收、再创新的方式,设计、投产了大量的各种生产流水线,许多生产线一直应用至今。随着技术的进步,生产线上广泛使用的液压传动系统,或因提高生产率,导致执行元件速度不够,要求增加供应流量;或因工装、工艺改变工作负载加大,必须提高供油压力。这就需要对生产线液压系统的油源部分进行改造或重新设计。某公司浇铸站的特点是所有执行元件共用一只油泵供油,执行元件多,而且各执行元件的启、停时间,流量和工作压力运行时段区间都不同。这种方式油路简单,但油泵的流量必须按照工作循环内所需的最大流量选配。若工作循环内各时段的流量需求差别很大,就会出现在某一时段流量大量富余的情况,不利于充分发挥油泵的能力,导致系统效率低、发热严重,还可能造成执行元件之间的相互干扰,经常出现不同的故障。
经过分析,合理的做法是将执行元件按工况适当分组,根据不同的要求各组分别配备一台油泵供油,这样将接有助于获得最佳的传动性能,油路布局也比较合理。
1 分组供油的基本问题
1.1 基本要求
分组供油需要考虑的问题很多,但需要满足的基本要求是不变的,主要有以下几点:
(1)保证所有执行元件所需的压力、流量;
(2)同时动作的执行元件互不干扰;
(3)充分发挥油泵的潜能,尽量提高液压系统的效率。
1.2 液压回路设计
由于是一台液压泵同时对多个执行元件供油,各支路与油泵只能采用并联的形式。考虑到各支路所需的压力、流量不可能相同,为了防止同时动作的执行元件发生干扰,只能采用节流调速回路。用节流阀将主油路与各支路隔离,并在主油路上设置溢流阀,防止超压。典型油路如图1所示。
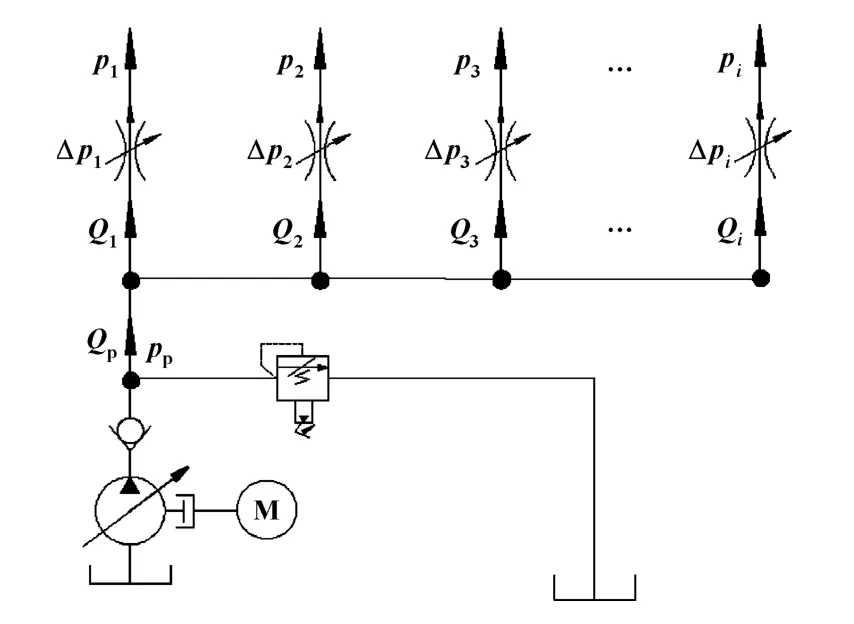
图1 用1台液压泵供油的典型回路
1.3 油泵选型及调整
(1)油泵选型
在一般情况下,生产循环周期内各时段工作所需的流量不相同,甚至差别很大。若采用定量泵供油,泵的流量只能按照所需流量最大的时段来选取,必然导致大多数时段流量大量富余,系统效率低下,发热严重。由此可知若无特殊要求,采用变量泵供油比较好。通常应采用恒压变量泵供油,其输出特性曲线如图2所示。
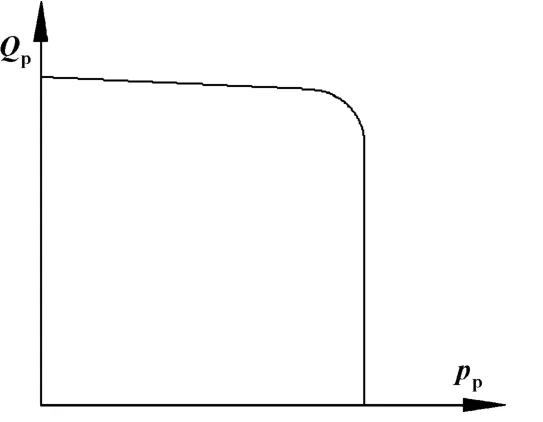
图2 恒压变量泵输出特性曲线
(2)排量选用
一般情况下,生产线工作周期内不同时段同时动作的执行元件数量不会相同,故变量泵在各时段输出的流量也是不同的。设在第i时段共有r个执行元件同时工作,记此时段变量泵的输出流量为Qpi,则有:

为保证所有执行元件的需要,油泵的流量应满足:

式中:Qp为变量泵的额定最大流量;Qpimax为系统单时段所需的最大流量。
考虑到泄漏的影响并留有余地,油泵排量按加大10%选用:

式中:n为电机转速。
(2)压力设定
由于在任意时段油泵都工作在变量段,对于恒压变量泵来说,油泵的工作压力近似为常数,从图1可知,对任意支路来说都有:

式中:pi为第i条支路的实际工作压力;Δpi为第i条支路的节流阀压力差。
为了减小能量损耗,Δpi越小越好。但为了保证节流阀的隔离功能,Δpi有一个最小值,通常取: Δpimin=0.5~1 MPa。
由此可知恒压泵的工作压力应调定为:

系统中的溢流阀作为安全阀使用,其调整压力为:

1.4 基于系统效率的分组原则
为了降低运行成本,必需考虑分组与液压系统效率的关系,若分组不当,必然导致系统效率低下、发热严重。为了简捷地讨论分组供油条件下液压系统的效率,突出分组的影响,以下的讨论不计管路损失与泄漏。
观察图1,对于任意一条支路都有:

支路液压系统效率:

将式(4)代入有:

从上式看出,最大效率出现在pi取最大值 (或Δpi最小值)的支路上,其值为:

根据式 (5),系统的工作压力由工作压力最大的支路来决定,各支路的节流阀压力损失不同,各支路工作压力差别越大,系统的总效率就越低。若把负载接近的执行元件划分在同一组,尽量降低组内的负载压力差,就可以使得大多数的支路效率在等于或接近ηimax的工况运行,通过提高支路效率来提高整个系统的效率。
根据式 (2),油泵流量由工作循环内所需流量最大的时段决定,故分组时应注意同组油缸直径大小搭配、速度快慢搭配,避免各个时段流量大幅度波动,尤其应避免油泵长时间零流量,使得在工作循环内各时段的油泵流量差别最小。
2 应用实例
某公司组装车间浇铸站液压系统共有7只油缸,工作循环及动作次序如图3所示。
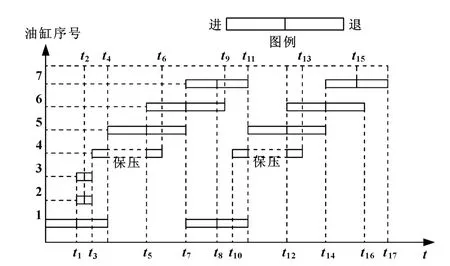
图3 某浇铸站液压系统7只油缸的工作循环及动作次序
此生产线自1999年投产以来运行状况良好,后因工艺及生产组织的变化,提高运行速度后,出现了多缸动作时速度不稳定的现象,初步判断是油泵供油量不足所致。根据油缸的速度要求,将油缸相关液压参数计算如表1所示。
根据图3和表1,得到系统工作循环内各时段的流量变化曲线如图4所示。
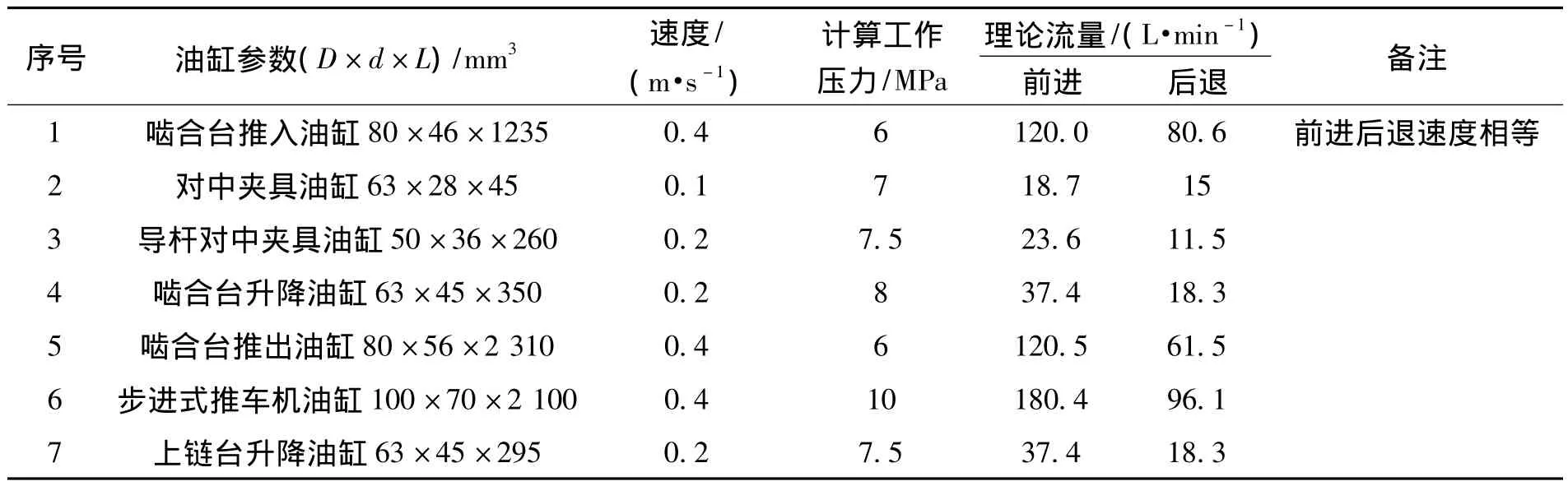
表1 液压参数计算

图4 上述系统工作循环内各时段的流量变化曲线
从图4可知系统所需最大流量出现在t12~t13时段,Qpimax=260.4 L/min。
原有油泵电机组参数为:排量V=130 cm3;电机额定转速ns=1 480 r/min;电机额定功率45 kW;
理论最大流量为:

由于:Qpmax≤Qpimax,流量明显不够。
若改为大排量的油泵供油,需要油泵的排量为:

系统最大有效工作压力10 MPa,取节流阀最小压差Δpimin=1 MPa,则油泵工作压力为11 MPa,由此可得配用油泵电机功率为:

新购这样规格的油泵及电机,本身就价格不菲,原有的油泵电机组还得报废,成本太高。经研究,决定增加一台小排量的油泵,采用分组供油的方案,为了充分发挥原有油泵电机组的效能,将分组方案定为:
Ⅰ组:油缸1、2、3、4、5;
Ⅱ组:油缸6、7。
分组后,工作循环内各时段的组内流量变化曲线如图5、图6所示。
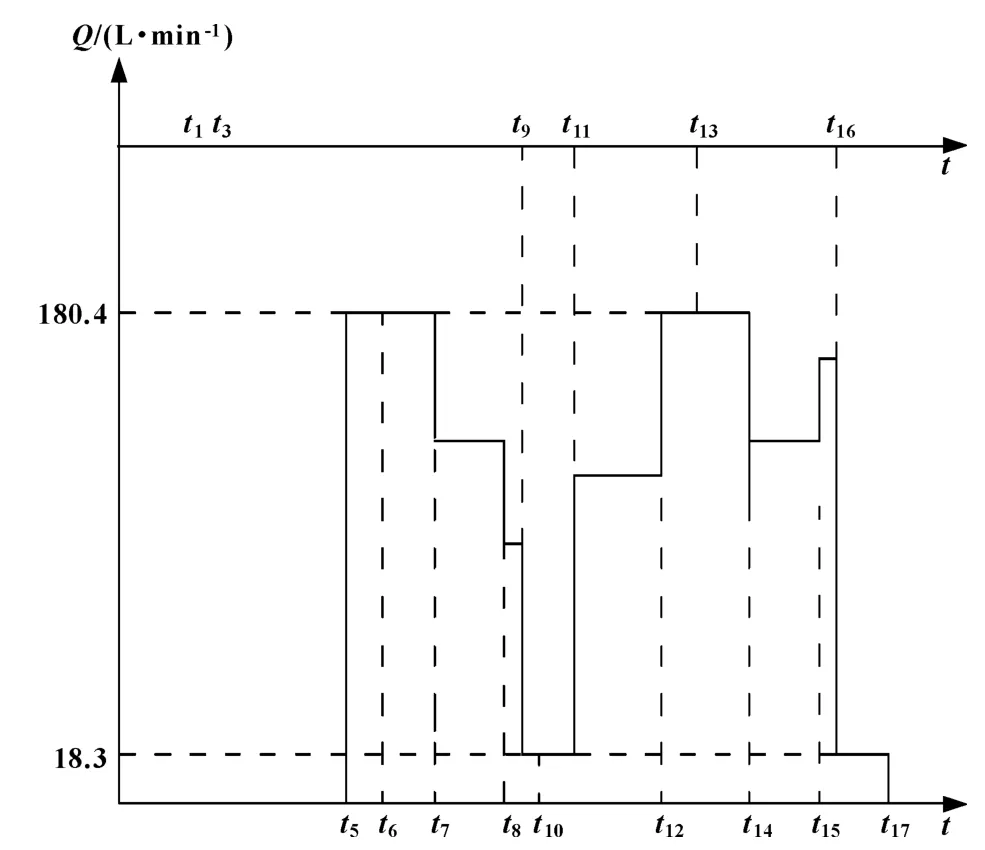
图6 Ⅱ组流量循环
考察两组的流量要求,Ⅰ组的最大流量为120 L/min,Ⅱ组的最大流量为180 L/min,Ⅱ组刚好可以用原来的油泵供油,只需为Ⅰ组配备新的较小规格泵就可以了,计算如下:

根据产品样本可选型号A7V55DR1LPF的斜轴式恒压变量泵,其排量V=107 cm3(若工作速度允许略微降低,可选80 cm3标准排量的油泵)。

改造后液压系统油源部分的液压原理图如图7所示,有如下特点:
(1)两台油泵的出口设有3只高压球阀,正常状态球阀1、3开启,球阀2关闭,形成泵1、泵2对Ⅰ组、Ⅱ组的分组供油。
(2)由于球阀1、2、3的存在,两台泵中的任意一台泵发生故障,另外一台可作为备用泵使用。例如泵1发生故障,只需关闭球阀1,开启球阀2,就可以在短期内由泵2同时向Ⅰ组、Ⅱ组供油,反之亦然。这种设置,可在不停产的状态下赢得维修时间,系统应急性能好。
(3)设有回油过滤器,所有回油经过滤后才进入油箱,可以长时间保持油箱内液压油的清洁,防止因污染造成的液压系统故障。
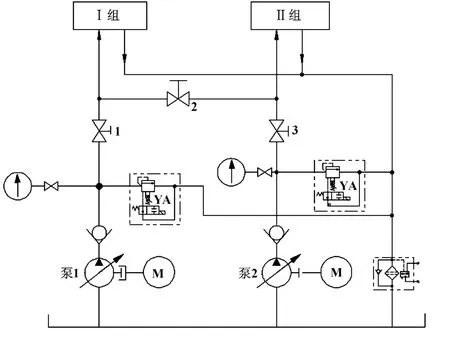
图7 改造后液压系统原理图
3 结束语
系统改造完成后至今使用已两年多,效果良好,达到了预定的技术目标。
【1】杨尚平,杨晓玉,朱炎周,等.基于负载匹配的节流调速回路最大效率及计算模型[J].机械科学与技术,2010 (3):303-307.
【2】余国城.节流调速系统最佳工作压力的确定[J].起重运输机械,2000(11):12-13.
【3】秦小宝,谷峰,张振考,等.恒压变量泵液压系统温升过高的原因及解决措施[J].机床与液压,2011,39(18): 114-115.
Theory and Practice on Grouping Oil Supply of Hydraulic System in Production Line
ZHONG Wenhui
(Yunnan Aluminium Co.,Ltd.,Kunming Yunnan 650502,China)
Grouping oil supply is a reasonable selection to hydraulic power actuating system in multi-component production line.Considering the basic requirements of grouping oil supply,loop design,oil pump selection,displacement calculation,system efficiency,design calculation of basic parameters and so on were researched.On these grounds,group forming criterion was come up with based on hydraulic system efficiency.Using the method of grouping oil supply,a successful example of hydraulic system reformation in casting production line was introduced,and the conclusion was validated.It can be used for reference in the design and reformation of hydraulic system in production line.
Grouping oil supply;Throttle governor;System efficiency
TH137
B
1001-3881(2014)8-077-4
10.3969/j.issn.1001-3881.2014.08.026
2012-12-26
钟文辉 (1970—),男,本科,工程师,研究方向为机械设计。E-mail:zwh6263.com@163.com。
猜你喜欢
西安石油大学学报(自然科学版)(2022年5期)2022-10-08
水电站机电技术(2018年2期)2018-03-05
电线电缆(2017年1期)2017-05-17
广东技术师范大学学报(2016年5期)2016-08-22
电信科学(2016年9期)2016-06-15
电测与仪表(2016年13期)2016-04-11
电工技术学报(2014年7期)2014-11-15
航运交易公报(2014年10期)2014-04-02
航运交易公报(2014年10期)2014-04-02
河南科技(2014年22期)2014-02-27
