
X80钢油气管道的钻铣切管机设计
2014-03-09 02:06葛汉林吴明邓子龙姜芳
机床与液压 2014年8期
葛汉林,吴明,邓子龙,姜芳
(辽宁石油化工大学,辽宁抚顺 113001)
X80钢油气管道的钻铣切管机设计
葛汉林,吴明,邓子龙,姜芳
(辽宁石油化工大学,辽宁抚顺 113001)
围绕X80高强度油气管道的切割问题,分析了这一领域的国内外技术现状,介绍了钻铣切管机的组成及工作原理,设计了液压驱动方案。通过现场试验,得出了用钻铣切管机切割高强度油气管道具有在线切管不夹刀、切管时间短、能切割X80高强度油气管道的结论。
切管机;冷切割;油气管道;X80钢;液压驱动
随着石油、天然气的广泛应用,我国油气管道的建设越来越快,目前我国长距离油气管线总里程约为6.8万公里,油气集输管道约20万公里。管道一旦出现问题,一是损失巨大,二是维抢修工作刻不容缓。油气管道发生破损时,需要对破损位置的管道进行更换或是对漏点进行封堵。对于管道更换,一般是在破损位置的两端进行管道切割,然后对管端做坡口,最后将管道进行焊接[1]。切割常用的方法有冷切削和热切削两类。热切削如火焰切割、等离子弧切割,对于油气管道的现场维抢修,容易发生爆炸等安全事故。
随着油气管道输送压力、输送量的增加和制管技术的进步,高强度、大壁厚、大口径管道已经成为油气管道的发展重点,特别是X80钢已成为长输油气管道的主流钢级[2]。例如西气东输二线项目,采用X80高强度管线钢、管道直径1 219 mm、壁厚达到18.4 mm[3]。管道的材质、管径、壁厚对切管机提出了更高的要求。
针对油气管道材质的发展和快速维抢修的需要,研制出切管速度快,适合于X70、X80高强度油气管道的对开式钻铣切管机。
1 国内外技术现状
油气管道切管机在国内外管道施工中已得到普遍的应用[4-5]。最具代表性的是美国“瓦奇”公司生产的链条爬管式切管机、分瓣式切管机、重型分瓣式切管机,如图1所示,其工作原理是采用卧式盘铣、车削的冷切削加工,存在的主要问题是:切管时间过长;在线切管时容易产生夹刀;效率非常低。

图1 美国“瓦奇”公司的切管机
2 对开式钻铣切管机的组成及工作原理
2.1 主要技术性能指标
作业能力:X70、X80管道材质;管径711~1 219 mm;管道壁厚28 mm以内;铣刀转速270 r/ min,可调;液压驱动。
2.2 钻铣切管机的组成
钻铣切管机主要由机体框架、活动盘、夹持支腿、传动装置、钻铣头、仿形坡口刀架、液压系统等组成,如图2所示。

图2 对开式钻铣切管机示意图
2.3 基本工作原理
对开式钻铣切管机采用“立铣刀立式铣削”的冷加工方案。首先对开式的机体框架通过夹紧装置固定在油气管道待切割位置。然后利用一个液压马达驱动立铣刀高速旋转,形成切削主运动;利用另一个液压马达驱动活动盘沿机体框架低速圆周旋转,形成周向进给切削运动。由液压系统提供压力油供液压马达旋转。活动盘带着旋转的立铣刀沿管道周向进给1周,便可完成管道的切割作业。最后把钻铣头换装成仿形坡口刀架,就能加工出精确的焊接坡口和一致的钝边,完全符合油气管道焊接标准[6]。
3 对开式钻铣切管机液压系统的设计
3.1 液压系统原理图
根据该机的工作环境及工作要求,决定采用液压马达驱动。考虑液压系统实际需要完成的动作要求以及调速特性,液压系统的工作原理简图如图3所示。

图3 钻铣切管机液压系统工作原理图
3.2 液压动力参数的确定
3.2.1 铣削要素的确定和铣削力的计算[7]
理论计算着眼于切管材质X80钢、管径1 219 mm、壁厚28 mm的极端工况。采用高速钢波纹立铣刀,刃径d=20 mm,铣刀转速n=270 r/min,切削深度为ap=28 mm,切削宽度aw=20 mm,取每齿进给量fz=0.05 mm/齿,铣刀齿数z=4。因此:
切削进给速度:

按此进给速度,绕管道一周的时间:

铣削速度:

铣削功率:

切削力:

垂直切削力:

钻铣头液压马达的转矩:

钻铣头液压马达的转速:n1=270(r/min)
活动盘的阻力矩:

周向进给驱动液压马达的转矩:

周向进给驱动液压马达的转速:

3.2.3 液压元件计算[8]
执行元件的工作压力:

液压泵的最大工作压力:

液压泵的最大流量:

驱动液压泵的电机功率:

4 现场切割试验结果
4.1 试验一
管道材质X70管线钢,管径914 mm,壁厚28 mm。切管时间65 min,坡口时间27 min,结果如图4所示。

图4 X70管线钢,管径914 mm,壁厚28 mm切管和坡口效果
4.2 试验二
管道材质X80管线钢,管径711 mm,壁厚20 mm。切管时间43 min,坡口时间18 min,结果如图5所示。
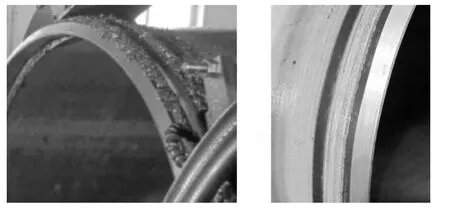
图5 X80管线钢,管径711 mm,壁厚20 mm切管和坡口效果
5 结束语
研制的对开式钻铣切管机,采用“立铣刀立式铣削”的方案,具有管道切口宽、与切口接触面积小、坡口质量高等优势,能解决“在线切管不夹刀、切管时间短、能切割X80高强度管道材料”的关键问题。
【1】中国石油管道兰州输气分公司.长输油气管道抢修手册[M].兰州:兰州大学出版社,2005.
【2】API SPEC 5L-2007.管线钢管规范[S].44版.
【3】向波.西气东输二线管道设计的主要特点[J].天然气与石油,2008,26(3):1-6.
【4】弓海霞,赵杰,张岚,等.液压闸刀式切管机设计[J].机床与液压,2009,37(3):71-73.
【5】曹立文,张海兵,刘国华,等.单纯输油管道切割试验[J].工具技术,2010,44(7):30-33.
【6】SY/T 0518-2002油气管道钢制对焊管件设计规程[S].
【7】杨叔子.机械加工工艺师手册[M].2版.北京:机械工业出版社,2011.
【8】成大先.机械设计手册单行本:液压传动[M].北京:化学工业出版社2011.
Design of Drilling and Milling Pipe Cutting Machine for Cutting X80 Oil/Gas Pipelines
GE Hanlin,WU Ming,DENG Zilong,JIANG Fang
(Liaoning Shihua University,Fushun Liaoning 113001,China)
Centered around the cutting of X80 high strength oil/gas pipelines,the status quo at home and abroad in the technology field was analyzed.The composition and working principle of drilling and milling machine were introduced,hydraulic drive scheme was designed.By field tests,the conclusion is that drilling and milling machine can be used to cut high strength oil/gas pipelines with on-line pipe cutting not folder knife,short cutting time and can cut X80 high strength oil/gas pipelines.
Cutting machine;Cold cutting;Oil/gas pipeline;X80 steel;Hydraulic drive
TH137
A
1001-3881(2014)8-006-3
10.3969/j.issn.1001-3881.2014.08.003
2013-03-21
葛汉林 (1977—),男,博士研究生,讲师,从事机电液一体化设备、油气管道维抢修设备研究开发。E-mail: sutghl@163.com。
猜你喜欢
中国金属通报(2022年1期)2022-06-02
建材发展导向(2021年11期)2021-07-28
锻压装备与制造技术(2021年2期)2021-07-19
制造技术与机床(2019年9期)2019-09-10
水利科技与经济(2016年6期)2016-04-22
设备管理与维修(2016年5期)2016-03-16
大型铸锻件(2015年4期)2016-01-12
应用科技(2015年5期)2015-12-09
原子与分子物理学报(2015年3期)2015-11-24
城市道桥与防洪(2014年8期)2014-02-27
