
数控铣削中清根方法的研究
2014-03-09 02:06王宏松黄晓东刘晓红
机床与液压 2014年8期
王宏松,黄晓东,刘晓红
(九江职业技术学院机械工程学院,江西九江 332007)
数控铣削中清根方法的研究
王宏松,黄晓东,刘晓红
(九江职业技术学院机械工程学院,江西九江 332007)
为提高数控铣削加工效率和精度,缩短用户选择最优加工方法的时间,分析清根区域求解的原理,并提出基于UG数控铣削加工的8种清根方法,通过滑块的清根加工总结了各种方法的应用场合和特点,结果表明:这些方法可以有效地解决各类零件的清根加工问题。
数控铣削;清根加工
在现代制造业中,数控铣削因加工零件精度高、生产效率高,特别适合加工复杂的轮廓表面等特点而被广泛应用于航空航天、汽车和家电等制造业中。在数控铣削中,为缩短总的刀具轨迹路径长度、提高加工效率,可考虑先用较大直径的刀具在较短时间内切除型腔的绝大部分材料即粗加工,后再用较小直径的刀具去除粗加工后残留部分的材料即精加工,利用不同尺寸的刀具来优化刀具组合达到最终的形状和尺寸及加工精度。
在大多数模具加工中,清根区域大部分在型腔边界的拐角处、岛屿与型腔之间、岛屿之间,有很多呈现多样化和不规则的尖角、圆角和钝角等大小角度不同的过渡连接,它们可能出现在平面、斜面、曲面上[1]。文中基于UG多刀具组合加工方式,研究粗加工完成后对残料进行清根加工的刀轨生成方法和应用场合。
1 清根区域的求解
在铣削加工中,刀具的选择与生产效率息息相关,直径较大的刀具,在较短的时间内可以切去大量的材料,但在某些区域会留下加工不到的区域,如图1所示的阴影部分为型腔壁之间和型腔壁与底面之间的加工盲区,并且刀具直径越大,残留区域面积越大;若选择采用小直径的刀具加工,虽然可以用一把刀具完成加工,但会使得刀路轨迹总长度显著增加,加工时间明显增加,使生产效率大大降低,成本明显增加。解决该问题的一个方法是多刀具组合分工序加工方式,首先选用较大直径的刀具对毛坯进行粗加工,切除大部分材料,然后再用较小直径的刀具对前面加工留下的残留区域的材料进行清根加工[2]。

图1 壁面之间和壁面与底面间的残料
2 滑块零件的清根
清根是常用的加工工序,清根通常采用球头刀,主要是把前面的加工中由于刀具直径大的原因而没有切除掉的余量加工掉。有两种情况必须注意使用清根:一种情况是在大刀换小刀之前,避免小刀在型腔拐角处的切削量过大而进给不能保持恒定速度;另外就是用于精加工前后,也是为了速度及加工出符合要求的圆角。清根的方法有很多,文中结合模具中滑块零件的最后一道加工工序,对清根进行深入的分析和探讨。
2.1 零件加工工艺规划
如图2所示为模具滑块零件,零件的最大外形尺寸为80 mm×55 mm×25 mm,属于较简单的零件,一次装夹即可完成整个零件的加工,型腔的加工工艺规划流程如表1所示。
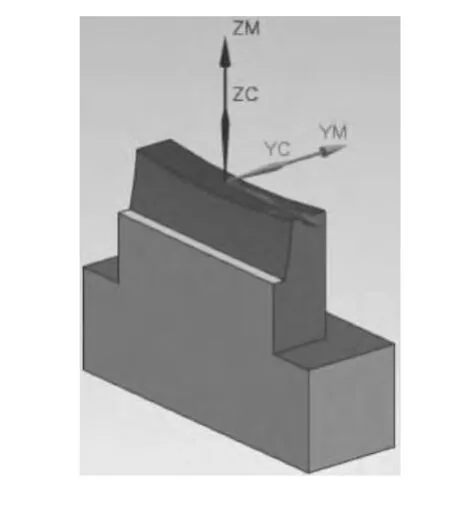
图2 滑块零件

表1 加工规划表
2.2 UG中清根的方法
清根的方法有许多种,文中利用UG NX8 CAM对滑块零件最后一道清根工序用8种方法进行分析和探讨。
2.2.1 平面铣清根
平面铣是二维线框的铣削方式,首先定义程序、刀具、几何体、加工方法4个子节点[3],然后选择面铣操作,选择要清根的面,如图3所示,根据清根区域求解的原理,整体开粗R0.8的刀具留下约为0.8 mm的余量,因此定义毛坯距离为1 mm,然后定义切削模式为轮廓加工、每刀深度为0.2 mm,生产刀轨如图3所示。当然如果觉得余量较大,刀具磨损过于严重,可以增加附加刀路达到清根的目的。

图3 面铣清根
平面铣一般用于直壁零件的清根加工,面铣严格按照边界定义走刀,因此不会产生过切现象,加工精度高,深受加工者的喜爱。
2.2.2 型腔铣清根
型腔铣是基于3D的加工方式,系统按照零件不同深度的截面形状,来计算各层的刀具轨迹,在刀具轨迹的同一高度内完成一层切削,遇到曲面时按照曲面的轮廓绕过,再降到另一个高度进行下一层的切削。首先定义程序、刀具、几何体、加工方法,然后创建型腔铣操作,指定切削区域为需清根区域,如图4所示,然后定义切削模式为轮廓加工、将切削层的顶部定义到-12 mm处,根据清根区域求解的原理,整体开粗R0.8 mm的刀具留下约为0.8 mm的残料,设定范围深度为1 mm,定义每刀深度为0.2 mm,生产刀轨如图4所示。如果精度达不到要求,也可以进行多刀路清根。
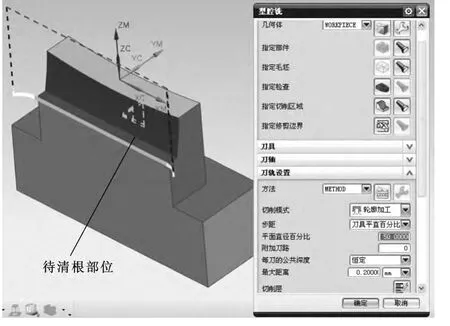
图4 型腔铣清根
2.3 参考刀具法清根
参考刀具是指以前一把刀具为参考,系统以设定的参考刀具来计算出未加工到的区域,进而用现在的刀具来加工参考刀具未加工到的区域。复制第2.2节中的型腔铣操作并命名为CAVITY-MILL-1,进入切削模参数/空间范围,设置为一把D30的球刀做为参考刀具,重叠距离设为2 mm。生产刀轨如图5所示。

图5 参考刀具清根
当然还可以利用基于IPW清根和基于层清根,这两种清根方式一个是基于零件加工后的3D残留,一种是基于层加工后的残留的清根方式。从本质上来讲,参考刀只加工前一把刀具进入不了的区域,凡是参考刀具能进入的区域,无论事实上进入不进入,都不再加工;参考刀具不一定就是开粗的刀具,它可以只做参考作用,不真正用在之前的操作中[4],因此参考刀法并不考虑上个操作由于切削深度留下的台阶残料、刀路是否修剪过、是否忽略过小区域的刀轨等情况,它只考虑前一把刀即参考刀具无法进入的区域,因此在清根过程中需要注意,以防撞刀事故的发生。与参考刀法相比,基于IPW的清根方法考虑到了前一个操作所留残料的真实情况,以及一些忽略的区域,从而避免了很多扎刀的动作,具有很高的安全性,尤其是在复杂的零件加工中,但是参考刀法较IPW法具有运算速度快、空刀数量少的优点。基于层的IPW是UG高版本推出的,效率更高,自推出后,很少人运用传统的IPW加工了。
2.4 等高轮廓铣削清根
等高轮廓加工是型腔铣加工的一个特例,它对整个部件进行轮廓的加工,或者指定陡峭空间范围,以便仅对陡峭超过指定角度的区域进行轮廓加工[5]。首先创建等高加工操作,指定切削区域,选择要加工的面,如图6红色区域所示;定义每刀公共深度的距离为0.2 mm,进入切削层,将切削层的顶部定义到-12 mm处,根据清根区域求解的原理,设定范围深度为1 mm。生成刀轨如图6所示。

图6 等高轮廓铣清根
等高轮廓铣的刀轨样式与型腔铣的轮廓铣削相类似,但是在进退刀设置方面大大简化,选定部件几何体即可加工,此外还可以指定部件的几何体的子集,以限制要切削的区域,使得加工更加灵活、简洁方便。
2.5 固定轴轮廓铣曲面驱动法清根
固定轴曲面轮廓铣加工属于三轴联动加工,由驱动几何体生成一次刀轨,并将一次刀轨沿刀具接近工件的方向进行投影,同时考虑刀具的真实形状,在零件几何体表面产生二次刀轨。对于固定轴轮廓铣曲面驱动法清根,首先选择驱动方法为曲面,然后选择如图7红色曲面为驱动几何体,指定切削方向、材料侧,点“曲面%”设置起始步长%为85,结束步长%110;在驱动设置里面,定义切削模式为往复,步距数为20,生成刀轨如图7所示。

图7 曲面驱动法清根
曲面驱动法清根适合侧壁是曲面的角落清根,曲面可以自由控制起点、终点、起点步长和终点步长,生成的刀路漂亮美观,有很好的适用性。
2.6 固定轴轮廓铣边界驱动法清根
对于固定轴轮廓铣边界驱动法清根,首先选择驱动方法为边界,定义好边界为曲线/边模式、开放的,选择面a的下边界曲线,定义切削模式为轮廓加工,边界偏置为-0.8,步距为0.2,附加刀路为10,生成刀轨如图8所示。
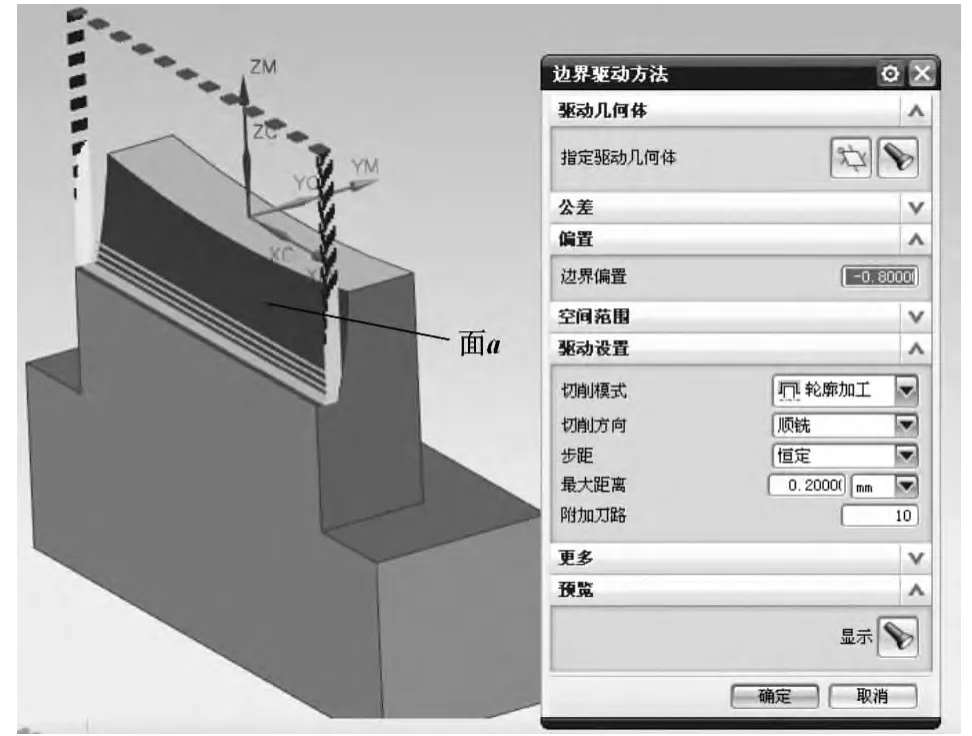
图8 边界驱动法清根
边界驱动法类似于平面铣中选择曲线的方式,但边界驱动法清根可以清除底面不平的区域的角落,因此用途更广。
2.7 固定轴轮廓铣径向切削法清根
对于径向切削法清根,首先选择驱动方法为径向切削,类似边界驱动法,定义好边界为曲线/边模式、开放的,选择面b的下边界曲线,定义切削模式为往复,材料侧的条带为-0.5,另一侧的条带为2,附加刀路为10,生成刀轨如图9所示。

图9 径向切削法清根
径向切削驱动方法允许使用指定的步距、带宽和切削类型生成沿着并垂直于给定边界的轨迹。因为曲面有曲率,此驱动方法一般也是用于创建清根操作以及带有弧度的曲面加工。
2.8 固定轴轮廓清根法清根
对于清根法清根,首先选择驱动方法为清根,指定清根区域,参考刀具为φ20,重叠距离设为2,其他参数默认。生成刀轨如图10所示。
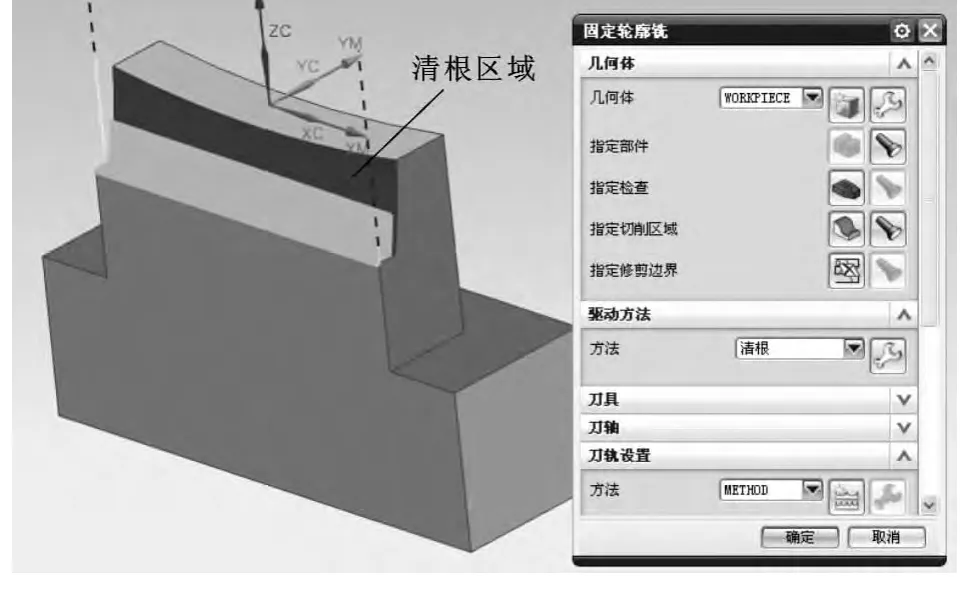
图10 清根法清根
清根驱动方法可用于:高速加工,精加工之前移除拐角中的多余材料,移除之前较大的球刀遗留下来的未切削的材料,它可以沿部件表面形成的凹角和凹部一次生成一层刀轨,为陡峭和非陡峭区域提供不同的切削模式。
3 结束语
对模具中滑块零件进行加工工艺规划,重点对清角原理进行分析,结合UGNX8软件研究了清角的加工方法,通过分析可以得出,对于平底类的零件清角,面铣、型腔铣、等高轮廓加工比较适用;对于非平底类的零件,尤其是复杂曲面形状,固定轴曲面轮廓铣的各种方法比较适用。通过对加工方法的优化选择,针对不同的零件,为数控编程人员提供更多的清根加工方法,提高了模具加工的质量,缩短了模具的制造周期。
【1】吴世雄,李开柱.复杂型腔模具高速铣削拐角加工的研究现状与分析[J].机械设计与制造,2010(9):234-235.
【2】安鲁陵,周来水,王玉国,等.型腔边界拐角精加工刀轨生成算法的研究[J].中国机械工程,2005,16(24): 2188-2191.
【3】罗和喜.UGNX4中文版数控加工专家实例精讲[M].北京:中国青年出版社,2007.
【4】廖玉松.数控铣削中的半精加工[J].机械制造,2007,45 (7):38-40.
【5】康文利,路世强,周学辉.基于UG的数控加工技术在模具精加工中的应用工[J].组合机床与自动化加工技术,2008(4):85-88.
Study on Corner-milling Methods of CNC Milling
WANG Hongsong,HUANG Xiaodong,LIU Xiaohong
(School of Mechanical Engineering,Jiujiang Vocational and Technical College,Jiujiang Jiangxi 332007,China)
In order to improve the efficiency and precision of CNC milling,shorten the time which user choose the optimal processing methods,the solving principle of corner-milling zone was analyzed,eight methods of corner-milling based on UG software were proposed.Through the corner-milling of slider,the application occasions and characteristics of the various methods were summarized.The results show that these methods can be used to solve all kinds of corner-milling processing problems.
CNC milling;Corner-milling processing
TG54
B
1001-3881(2014)8-062-4
10.3969/j.issn.1001-3881.2014.08.021
2013-02-08
王宏松 (1983—),男,硕士,讲师,主要研究方向为数字制造技术、快速模具制造。E-mail:whs1124@ 126.com。
猜你喜欢
装备制造技术(2020年1期)2020-12-25
制造技术与机床(2019年11期)2019-12-04
数学年刊A辑(中文版)(2019年1期)2019-01-31
数学物理学报(2018年5期)2018-11-16
橡塑技术与装备(2018年2期)2018-02-19
中国交通信息化(2017年4期)2017-06-06
浙江大学学报(工学版)(2016年10期)2016-06-05
中国塑料(2016年5期)2016-04-16
锻压装备与制造技术(2015年4期)2015-07-01
华东师范大学学报(自然科学版)(2014年1期)2014-04-16
