提高HFW 焊缝低温夏比冲击韧性的研究
2014-03-09 03:13左兰兰侯学勤
焊管 2014年1期
左兰兰,侯学勤
(1.中石化石油工程机械有限公司沙市钢管厂,湖北 荆州434001;2.北京航空材料研究院,北京100095)
0 前 言
近年来,市场对HFW焊管的品质要求越来越高,其中HFW焊缝的低温冲击韧性成为衡量产品质量的核心指标之一。实际生产中影响焊缝冲击韧性的因素很多,国内外有很多制管厂在这一方面做了大量的研究工作,对于提高焊缝的低温韧性提供了宝贵的经验[1-6]。笔者在借鉴前人研究的基础上,从实际生产中发现的问题着手,重点分析了造成焊缝夏比冲击功偏低的原因,从而针对性地进行改进,以指导实际生产。
1 试验材料及方法
1.1 试验材料
本研究的试验样本均取自于国内某钢厂生产的X60热轧管线钢带生产的高频焊管,规格为φ 406.4mm×10.3mm,生产速度为16m/min,焊缝热处理采用在线正火处理。X60热轧管线钢的化学成分见表1。

表1 X60热轧管线钢的化学成分 %
1.2 试验设备
用NI750F型冲击试验机对样本进行夏比冲击试验,用CS3100扫描电镜和INCA能谱仪观察分析冲击断口的形貌和成分,用YAW200-YB型压扁试验机对钢管焊缝进行压扁试验,用GX41型光学显微镜观察样本的显微组织。试验所有样本均经生产线配置的在线E1155.SNHF.S和离线E1155.SNHF.F超声波检测仪器检测,所有样本的取样、制备和评定均按照GB/T 9711—2011及其引用标准执行。
1.3 试验方法
为了便于对比分析,选择了表2的试验样本。其中未经热处理的1#和2#试样是不同焊接工艺参数下的取样,经热处理的所有样本均是同样焊接条件下的取样。选择夏比冲击值最小的试样进行扫描电镜和能谱分析。
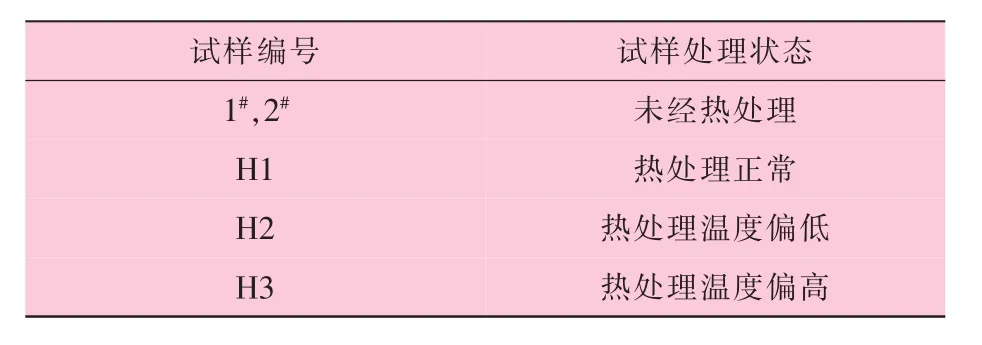
表2 试样编号及处理状态
2 试验结果及分析
2.1 夏比冲击试验结果及分析
夏比冲击试样尺寸为7.5 mm×10 mm×55 mm,表2各组试样的夏比冲击试验结果见表3。
从表3可以看出,未经热处理条件下,由于焊接工艺参数设置不同,造成焊缝本身的焊接质量存在很大差别,按照GB/T 9711—2011的要求,在0℃的条件下,全尺寸焊缝夏比冲击试验的最小平均吸收功≥27 J,任何一个试样的试验值不应小于规定最小平均吸收功的75%,即单值≥20.25 J。2#试样是在1#试样的基础上对焊接工艺参数进行了优化,其结果是单值和平均值均满足标准要求,而1#试样单值和平均值均不满足标准要求,表明如果焊接工艺参数设置恰当,焊缝焊接质量良好,即便不需经过热处理,焊缝的夏比冲击值也满足标准要求。

表3 夏比冲击试验结果
由表3还可以看出,焊缝经过热处理后低温冲击韧性得到明显的改善,-20℃条件下,经过热处理的H1试样的冲击值无论是单值还是平均值均要远远大于未经热处理的2#试样。而不同热处理工艺条件下,例如H2试样的热处理温度约为900℃,H3试样的热处理温度约为1 180℃,出现低温冲击韧性不均匀,吸收功单值分别出现29 J和12.4 J的较低值。
2.2 夏比冲击试验断口分析
夏比冲击试样的断口在扫描电镜下的形貌如图1所示,断裂裂纹源区位于试样左下方的黑色区域,即红色圈内的区域。利用能谱仪对该黑色区域的成分进行分析,结果见图2~图4及表4~表6。

图1 夏比冲击试样的断口在扫描电镜下的形貌

图2 图1黑色区域位置一的能谱分析

表4 图1黑色区域位置一的能谱分析结果

图3 图1黑色区域位置三的能谱分析

表5 图1黑色区域位置三的能谱分析结果
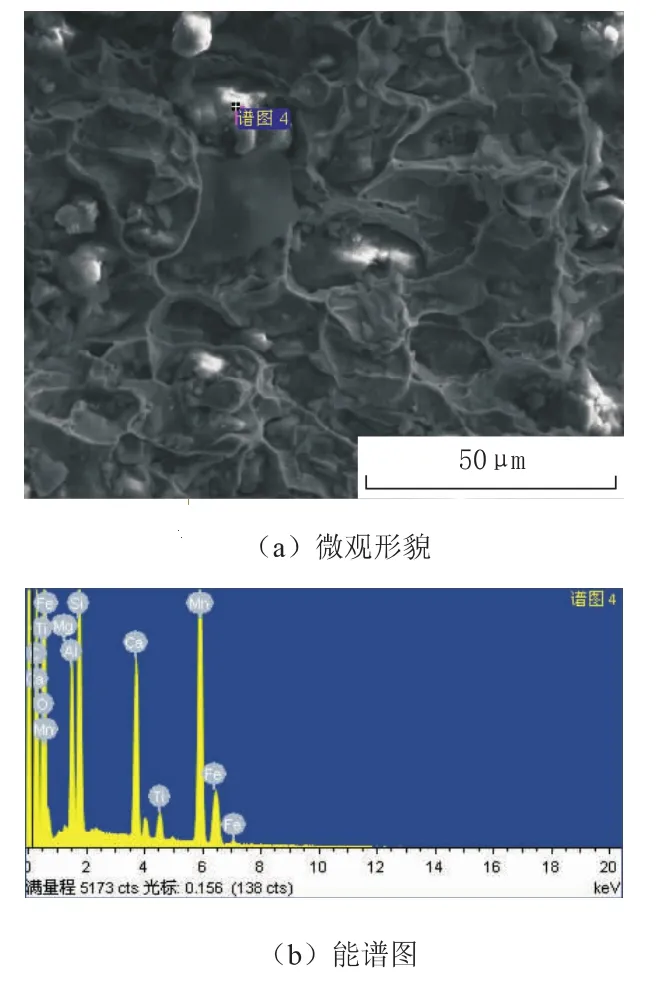
图4 图1黑色区域位置四的能谱分析
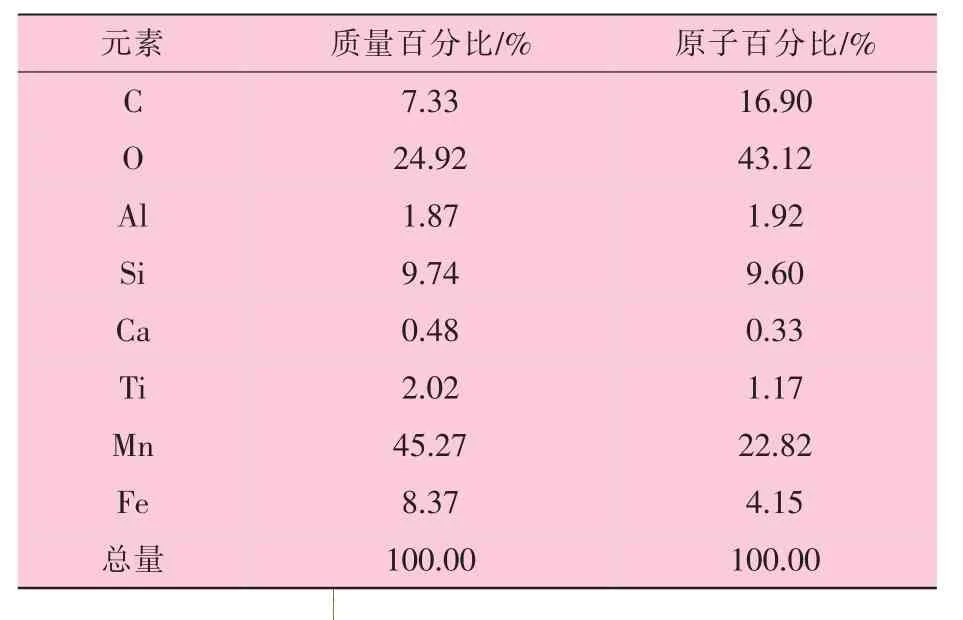
表6 图1黑色区域位置四的能谱分析结果
图2~图4分别选取了3个不同点进行能谱分析,从图2和图4的能谱图和元素百分比可以看出,此区域的Mn,Si和O的含量相对较高,说明该处为Mn和Si的氧化物,从图3谱图和元素百分比可以看出,此区域Mn含量占绝大部分比例。由此可以判断,断裂裂纹起源于Mn和Si氧化物的聚集区域,说明焊缝中氧化物夹杂是造成夏比冲击吸收功过低的主要原因[7-9]。
2.3 显微组织分析
图5是不同热处理工艺下焊缝的显微组织。
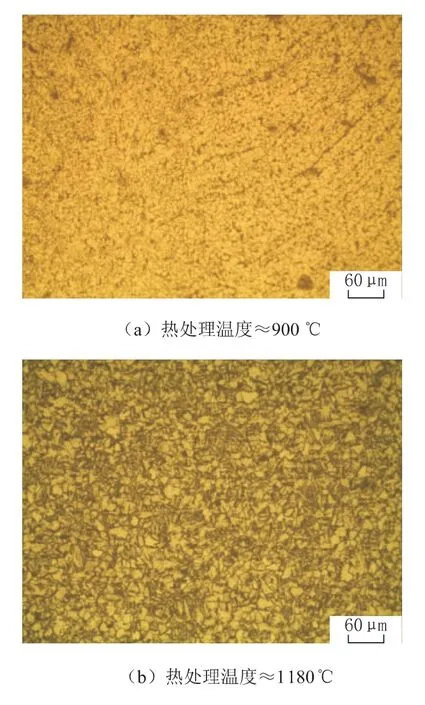
图5 不同热处理工艺下焊缝的显微组织
由图5(a)可以看出,焊缝区域组织大小不一,且分布不均匀,说明在本试验所设置的生产速度(16 m/min)和正火热处理温度(约900℃)条件下,由于热处理温度较低,使焊缝区域的组织未完全达到均匀化,从而影响了焊缝的低温冲击韧性(见表2中H2试样)。图5(b)是同样的生产速度,正火热处理温度约为1 180℃时焊缝的显微组织,组织中出现损害韧性的魏氏组织[10],是影响焊缝低温韧性的主要原因(见表2中H3试样)。
3 结 论
(1)焊缝中氧化夹杂物通常是焊缝断裂的源区,是影响焊缝冲击韧性的主要原因之一。因此,对于HFW焊管而言,选择优质的原材料是提高焊缝低温冲击韧性的第一步。
(2)热处理工艺对于提高焊缝的低温冲击韧性也很重要,不同的热处理工艺会产生不同的显微组织,从而影响焊缝的韧性。因此,应根据生产线的具体设置,包括生产速度、材质、壁厚来确定相应的热处理温度,使焊缝组织均匀、细化,以达到更好地改善焊缝韧性的目标。
(3)高频焊缝的焊接质量也是影响焊缝低温冲击韧性的重要因素。在同样的夏比冲击试验温度(0℃)下,优化焊接工艺本身就可以提高焊缝的韧性,加之后续适当的热处理工艺,可以更大程度上提高焊缝的低温冲击韧性。
实际生产中虽然影响焊缝冲击韧性的原因很多,有些情况下也很复杂,可能是多方面原因共同作用的结果,但是分析造成的主要原因,并从源头上着手一一进行控制和解决,才是提高HFW焊缝低温冲击韧性最有效的方法。
[1]SANGYONG SHIN,KYUNGSHIK OH,KI BONG KANG,et al.Effects of Complex Oxides on Charpy Impact Propertites of Heat Affected Zones of Two API X70 Linepipe Steels[J].ISIJ International,2009(08):1191-1199.
[2]小出竜男,近藤広章,板谷進.ラインパイプ用高強度高靭性 ERW 鋼管[J].JFE 技報,2005(09):25-29.
[3]辻村修.新潟·仙台間天然ガ パイプラインの施工と技術[J].川崎製鉄技報,1997(02):102-107.
[4]中石油管材研究所.严格控制的高质量ERW钢管可用于油气输送管[C]//ERW钢管在油气输送管中的应用交流研讨会论文集.西安:[s.n.],2005:78-80.
[5]The Technical Society,the Iron and Steel Institute of Japan.Production and Technology of Iron and Steel in Japan during 2008[J].ISIJ International,2009(06):749-770.
[6]石川信行,遠藤茂,近藤丈.ラインパイプ用高性能鋼管[J].JFE 技報,2005(08):19-24.
[7]周振丰,张文钺.焊接冶金与金属焊接性[M].北京:机械工业出版社,1988.
[8]NTPPON STEEL.优质高频电阻焊管的研究[J].石油专用管,1991(04):111-138.
[9]张朝生.C,Si,Mn含量和焊接区氧含量对 ERW钢管焊缝区压扁试验的影响[J].焊管,2007(05):98-99.
[10]李炯辉,林德成.金属材料金相图谱[M].北京:机械工业出版社,2006:1103-1263.
猜你喜欢
色谱(2022年5期)2022-04-28
军民两用技术与产品(2021年8期)2021-11-24
粉末冶金技术(2021年3期)2021-07-28
模具制造(2019年10期)2020-01-06
中国特种设备安全(2019年2期)2019-04-22
制造技术与机床(2019年4期)2019-04-04
中南大学学报(自然科学版)(2016年2期)2017-01-19
中成药(2016年8期)2016-05-17
焊接(2016年10期)2016-02-27
焊接(2016年2期)2016-02-27