
小径管焊口未焊透深度射线检测特殊工艺
2014-03-08 08:26李隆骏郭黎群洪君华台州市特种设备监督检验中心台州318000
中国特种设备安全 2014年10期
李隆骏 郭黎群 洪君华(台州市特种设备监督检验中心 台州 318000)
小径管焊口未焊透深度射线检测特殊工艺
李隆骏 郭黎群 洪君华
(台州市特种设备监督检验中心 台州 318000)
本文介绍了JB/T 4730.2-2005标准未能涵盖的、适用于在用压力管道的小径管焊口未焊透深度射线检测的一种特殊工艺,并配套设计了特殊的未焊透深度RT对比试块。
小径管 未焊透深度 射线检测 特殊工艺 对比试块
在用压力管道的全面检验目前执行的是《在用工业管道定期检验规程》[1](试行)(质检锅[2003]108号,以下简称《工业管道检规》),该规程规定对全面检验中发现的未焊透等焊接缺陷按照《工业管道检规》第四章的规定进行安全状况等级评定,在某特殊下可按局部减薄定级。
针对今年发生在吉林长春、上海两涉氨企业的重大事故,国家质检总局于2013年11月4日发布《质检总局特种设备局关于氨制冷装置特种设备专项治理工作的指导意见》(质检特函〔2013〕61号),对以氨为介质的制冷装置中压力管道的治理工作提出指导意见,尤其是对低温侧氨制冷压力管道允许存在的未焊透深度做了特殊规定。
本文针对上述规程和文件中在用压力管道焊口环焊缝的未焊透深度的特殊规定,提出一种专门适用于小径管(外直径D0≤100mm)焊口未焊透深度范围射线检测(RT)的特殊工艺,并配套设计了特殊的未焊透深度对比试块。
该工艺同时适用于管道环焊缝根部内凹深度范围的射线检测。
1 标准与规程的矛盾
根据JB/T 4730.2-2005《承压设备无损检测第2部分:射线检测》[2],对于外直径D0≤100mm的小径管,检测未焊透时,采了标准附录H规定的专用对比试块即IA型与IB型。该标准评定内容与试块均仅适用于小径管未焊透及根部内凹缺陷深度与壁厚之比≤15%时的情况。
对于在用工业管道的安全状态等级确定,根据《工业管道检规》第四十九条,子管道的材料为20钢、16Mn或奥氏体不锈钢时,未焊透可按局部减薄定级。对在用压力管道允许存在的未焊透深度要求已大大放宽。《工业管道检规》第四十七条允许局部减薄定级相关规定见表1。
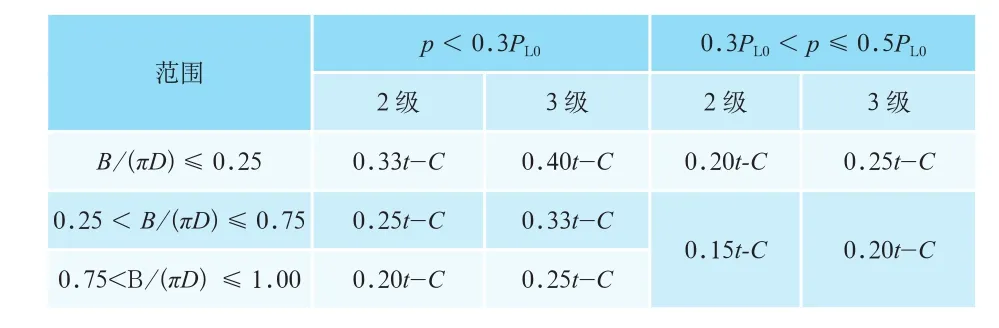
表1 GC2或GC3管道所允许的局部减薄深度的最大值 mm
注:D——缺陷附近管道外径实测最大值,mm;t——缺陷附近壁厚的实测最小值减去至下一检验周期的腐蚀量的2倍,mm;
B——缺陷环向长度实测最大值,mm;
p——管道最大工作压力,MPa;
pL0——管道极限内压,MPa;
σs——管道材料的屈服强度,MPa;
C——至下一检验周期局部减薄深度扩展量的估计值,mm。
而在质检特函〔2013〕61号函中,对按3级评定安全状况等级的低温侧氨制冷压力管道,规定“未焊透深度与管道实测壁厚之比小于0.6,且缺陷底部最小壁厚≥2mm”。
所以,JB/T 4730.2-2005已无法适用于上述规程、文件要求的未焊透缺陷深度范围的RT检测。
2 小径管未焊透深度专用射线检测方案与工艺介绍
现场透照时,在工艺上,笔者首先设计了特殊用途的未焊透对比试块,该对比试块一般需与被检测管道同材料、同规格尺寸。试块及人工缺陷尺寸的设计应符合前文规程、文件的要求,保证未焊透深度采用黑度对比的范围确定,具体见本文第3章。
工艺要求:对比试块与需检测管子并列摆放(捆绑)在一起,并且紧密贴合。保证对比试块中间的人工缺陷槽与焊缝中心线水平对齐,如图1所示。透照方式如图2所示。
透照时射线束中心应垂直指向透照区中心,该中心点位置位于人工试块与管道焊口交界部位的正中,见图2左。使试块和管子各可对比部位受到的射线强度大致相同,从而保证黑度均匀、保证评定时黑度对比的有效性。

图1 试块布置图

图2 透照方式
应采用双壁双影倾斜透照,且倾斜角度不宜超过30°,避免双壁单影时焊缝畸变过大,双壁双影时控制影像的宽度在1倍焊缝宽度左右。
其它工艺要求如焦距、曝光参数等应符合JB/T 4730.2-2005的规定。
评定未焊透深度范围时,以管道焊口的未焊透黑度与对比试块的人工缺陷黑度进行判定,可借助黑度计,得出未焊透缺陷的深度范围。
采用本工艺后,一次摄片一张即可完成管道焊口未焊透缺陷与对比试块人工缺陷槽的黑度对比。
3 未焊透对比试块的制作
未焊透深度RT检测用试块分为两大类, 一类是适用于所有在用工业管道,以《工业管道检规》第四十九条、四十七条为安全状况等级评定依据的“通用型未焊透深度RT对比试块”;另一类为质检特函〔2013〕61号文适用的专门针对在用氨制冷压力管道低温侧的“氨管道专用型未焊透深度RT对比试块”。
3.1 通用型未焊透深度RT对比试块的制作
考虑到小径管焊接头基本采用手工焊条电弧焊为主,暂取余高平均为2mm,制作出的通用型未焊透深度RT对比试块模型见图3。试块总长100mm上下均可,外壁在图中采用人工焊接加工模拟2mm的余高,当然也可由厚壁管直接加工而成。

图3 通用型未焊透深度RT对比试块模型
按照表1进行试块的制作,以实验验证为目的,制作了一组试块,以氨制冷压力管道为例,对表1中的数据进行简化设计如下:
计算取p<0.3pL0,根据本地区氨制冷管道焊口实际情况及多年检测经验,仅需制作安全状态等级为3级的一整套试块。安全状态等级为2级的试块一般认为已无制作的必要。
参考国家质检总局压力管道检验师培训教材《压力管道检验(试用版)》,近似取C=0;根据实际经验,氨制冷管道基本无内腐蚀,外腐蚀一般约为0.05~0.1mm/年,可取t=试块管道公称厚度减去0.5mm。
每块通用型未焊透深度RT对比试块内有三条环向人工缺陷,人工缺陷形状为环形槽,人工缺陷尺寸也由表1换算得出,槽宽尺寸则参考了氨制冷管道焊口的实际间隙, 环形槽间距A的取值可在3~20mm之间,推荐取5mm,可根据管道焊口外观实际尺寸等情况及RT人员经验取一定值。且设公称壁厚等于实测壁厚,得出一组试块的人工缺陷具体数据见表2。

表2 通用型未焊透深度RT对比试块人工缺陷尺寸 mm
3.2 氨管道专用型未焊透深度RT对比试块的制作
氨管道专用型未焊透深度RT对比试块以质检特函〔2013〕61号函文中规定(见前文)为制作依据,制作出适用于在用氨制冷压力管道低温侧的对比试块模型见图4。试块总长100mm上下均可,同样,外壁在图中采用人工焊接加工模拟2mm的余高,当然也可由厚壁管直接加工而成。每块氨管道专用型未焊透深度RT对比试块内有一条环形槽人工缺陷,同样设公称壁厚等于实测壁厚,得出一组试块的人工缺陷尺寸见表3。余高、槽宽尺寸取法同上文。

图4 适用于在用氨制冷压力管道低温侧的对比试块模型

表3 氨管道专用型未焊透深度RT对比试块人工缺陷尺寸 mm
4 实际应用
4.1工作图片
实际工作对比试块与底片的放置可参如图5所示。

图5 对比试块与底片的放置照片
4.2 典型底片
典型底片参如图6所示,左为实际焊口,右为通用型未焊透深度RT对比试块。可判定缺陷焊口的未焊透深度范围相当于对比试块的人工槽h2~h3深度之间。

图6 典型底片
5 结束语
1)本文推荐的在用压力管道小径管焊口未焊透缺陷深度射线检测的特殊工艺,在目前国家质检总局特种设备专项治理的大环境下有很强的适用性、能解决JB/T 4730.2-2005未能覆盖的实际问题,判定缺陷焊口的未焊透深度范围实用、有效,所以希望该工艺能得到有关部门的认可。
2)为保障未焊透深度RT检测工作的顺利进行,推广试块的应用,可对试块及人工缺陷的一些具体尺寸取值作简化修正处理。且试块人工缺陷应有权威部门的计量检定。如果条件允许,试块做得越多越好,可根据在用管道壁厚、余高等数据的实测值全部做针对性的专用对比试块。
3)根据检测对象的实际尺寸(如实测壁厚与试块的壁厚差、余高的实际尺寸与试块的偏差),检测人员在进行未焊透深度断定时,要进行适当的修正性判断。
4)对外径超出小径管范畴的,虽然在一定外径范围内仍可采用本文的工艺,但在试块加工、布片操作、结果判定等方面难度会大大增加,所以不推荐。
5)黑度对比法估计未焊透、根部内凹缺陷深度本身就有很大的不确定性,所以希望将来能有更科学的方法、技术(如数字化技术等)来解决这个问题。
1 在用工业管道定期检验规程(试行)[S].
2 JB/T 4730.2-2005 承压设备无损检测2部分:射线检测[S].
3 韩立柱,等.胶片放置方式对小径管环焊缝椭圆成像及缺陷检出率的影响[J].中国特种设备安全,2012,28(11):26~28.
Special technology for Ray Detection about Incomplete Penetration Depth of the Small Diameter Pipe Welds
Li Longjun Guo Liqun Hong Junhua (Taizhou Special Equipment Supervision and Inspection Center Taizhou 318000)
This paper introduces a kind of special technology which is not covered in JB/T 4730.2-2005 standard. The technology is suitable for ray detection about incomplete penetration depth of the small diameter pipe welds in service pressure pipe, and the matching spe cifi c RT reference block is designed.
Small diameter pipe Incomplete penetration depth Ray detection Special technology
X924.3
B
1673-257X(2014)10-38-04
10.3969/j.issn.1673-257X.2014.10.010
李隆骏(1971~),男,高级工程师,从事承压类特种设备的检验、无损检测及科研工作.
2014-03-21)
Reference block
猜你喜欢
机械工程与自动化(2022年4期)2022-08-23
科学技术创新(2022年1期)2022-02-19
作文·小学中高年级(2021年8期)2021-11-07
科教新报(2021年21期)2021-07-21
动漫界·幼教365(大班)(2021年4期)2021-05-23
科学技术创新(2021年3期)2021-01-22
无损检测(2020年12期)2020-12-25
石油管材与仪器(2020年2期)2020-05-11
铸造设备与工艺(2019年2期)2019-07-25
科技风(2018年9期)2018-05-14
