轴承振动测量仪器的改进
2014-03-07 02:53陈国华冷贵海
哈尔滨轴承 2014年1期
陈国华,冷贵海,姜 帅
(1. 哈尔滨轴承集团公司 质量控制部,黑龙江 哈尔滨150036;2. 哈尔滨轴承集团公司 动能供应公司,黑龙江 哈尔滨150036;3. 哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨150036)
轴承振动测量仪器的改进
陈国华1,冷贵海2,姜 帅3
(1. 哈尔滨轴承集团公司 质量控制部,黑龙江 哈尔滨150036;2. 哈尔滨轴承集团公司 动能供应公司,黑龙江 哈尔滨150036;3. 哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨150036)
介绍了轴承振动测量仪器速度型及加速度型的工作原理及现状,对原有的老旧轴承加速度型振动测量仪器进行了改造,使仪器重量减轻,维修方便,润滑不漏油;通过示波器显示图形获得的测量数据更有针对性地分析出影响轴承产品质量的具体原因,对高效、准确地测量轴承振动值具有重要意义。
轴承振动测量仪器;电器控制系统;振动值;波形图
1 前言
振动测量是轴承制造过程中质量控制的一种手段,通过分析轴承振动有效值及峰值,能够充分发现轴承制造过程中,轴承零件的内套,外套,保持器,滚动体及润滑脂存在的问题,对提高轴承产品质量具有重要意义。通过测量轴承振动的有效值,能够从总体上反映轴承振动值的大小;通过测量轴承振动的峰值,能够发现由于加工缺陷和轴承中存在杂质污染等原因引起的振动信号突变的最大幅度值,根据示波器显示峰值的波形,能够确定出轴承零部件的缺陷的部位及加工过程中所产生缺陷的原因;通过监听振动时声音的变化,可确定轴承零件缺陷情况,从而有效控制轴承质量,并划分轴承振动值及质量等级。通过以上质量控制手段,发现并解决轴承制造过程中存在的质量问题。
2 轴承振动测量仪器的工作原理及存在的问题
2.1 工作原理
轴承振动测量仪器目前国内有很多厂家生产,其原理及结构大同小异,它主要是由驱动器即主轴驱动系统,推力器即轴向加载装置,加速度计拾振器,放大器电子测量仪器电箱组成。驱动器驱动主轴上被测轴承内环及保持器和滚动体进行顺时针旋转。推力器根据被测轴承的大小施加轴向作用力大小加在轴承外圈端面使之固定而对轴承内圈旋转进行测量。加速度计传感器的触头压在被测轴承外圈顶端中部位置,经放大器获得被测轴承机械振动转换成相应电子信号,并输送给振动速度型电子测量仪器及振动加速度型电子测量仪器而获得速度及加速度振动值。
加速度型轴承振动电子测量仪器将电子信号经前置放大器放大。分别送给监听放大器和带通放大器,在监听放大器中将输入的电压信号再放大后推动喇叭发出声音。在带通放大器中将输入的电压信号中的50Hz-10KHz频率范围的信号进行放大,滤掉其余成分这种被带通放大器放大的信号再分别输送给有效值电路和平均值电路,在平均值电路中信号经过处理后由平均值表头示出平均值。在有效值电路中,信号经处理后得到有效值相对应的直流电压,该直流电压输给对数放大器,经对数运算后,在db表头上指示出振动加速度有效值的db值,与该db值所对应的直流电压又输送给信号定值电路。振荡器产生的60Hz的电信号用以校准仪器。在仪器校零时,振荡器为有效值输入端提供30mv电压,见图 1 所示。
速度型轴承振动电子仪器的测量放大器内有稳压电源、前置放大器、低频、中频及高频带通滤波器、监听电路、定值电路、表头示值电路、正弦波振荡校准器以及面板指示等部分。其功能是将传感器拾取的电信号通过放大滤波,检波和示值等电路,然后送入电器控制箱上的三个仪表,分别显示出低频50-300Hz,中频300-1 800Hz,高频1800-10 000Hz三个频带振动速度的均方根值,它有助于对轴承加工过程中存在的问题进行粗略的分析参见图 2 所示。
2.2 存在的问题
我公司外购的某轴承仪器厂制造的加速度型轴承振动测量仪器S0910-1,床体采用铸铁结构,床体箱门位置在侧面及后面,换取配件及安装调试不方便;主轴润滑系统采用开环油路循环供油,油杯注油系统经常出现漏油现象;供油油箱体积大,占用床体内很大部分空间;仪器仅能通过仪表示值显示及喇叭放大声音,确定轴承质量问题的宏观因素,没有示波器,不能显示出轴承内圈、外圈、保持器、滚动体及润滑脂存在缺陷的微观影响因素。它不向速度型BVT轴承振动测量仪器那样,可通过高频、中频、低频三个频带,大致看出轴承的内圈、外圈、保持器及滚动体的某些缺陷,来确定轴承的产品质量。

图1 加速度型轴承振动测量仪器S0910系列工作原理框图
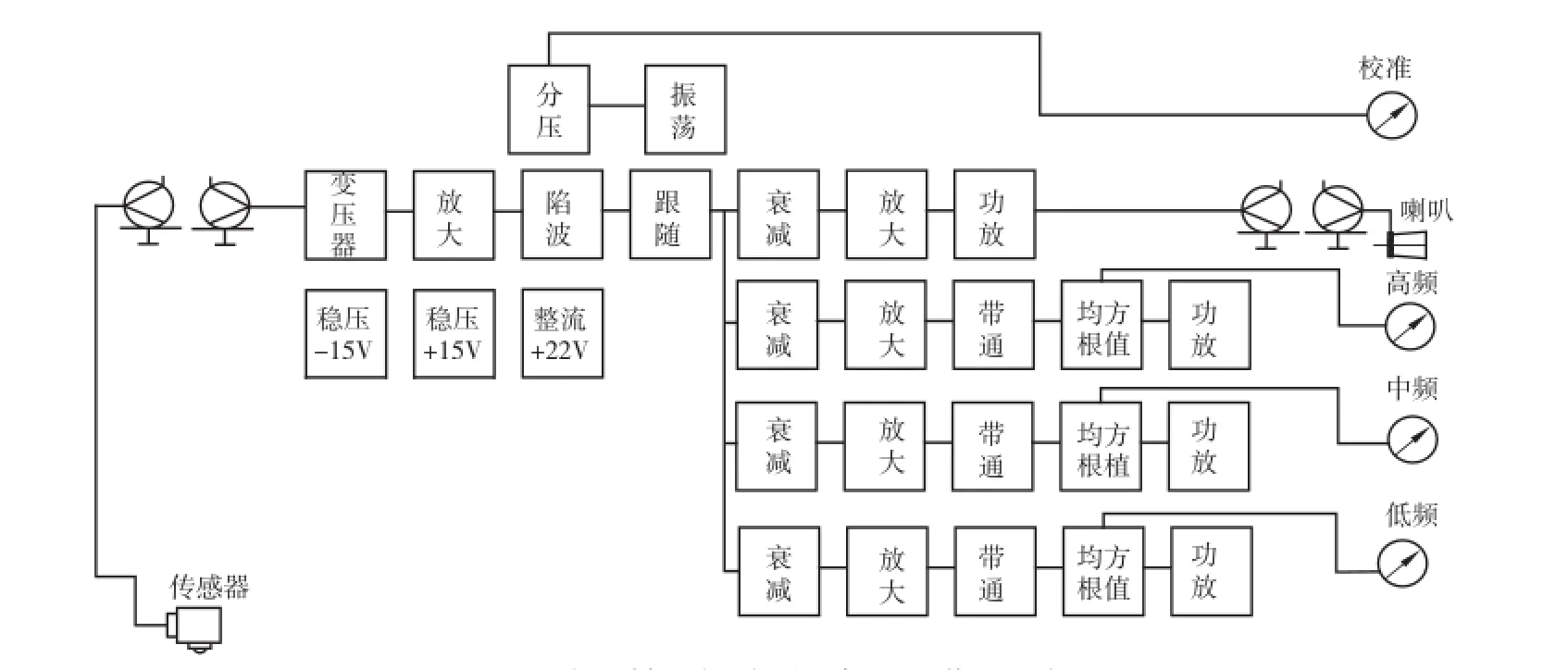
图2 速度型轴承振动测量仪器工作原理框图
3 解决办法
经过公司与加速度型轴承振动测量仪器制造厂家共同研究并参考国内外可借鉴的先进经验,对我公司各分厂使用的加速度型轴承振动测量仪器进行改造。对原有大而重的床体改用前开门的箱体结构床体;对润滑系统改为闭环油路系统,取消油杯加油而直接用油箱经导管对主轴注油润滑,从而油箱减少到五分之一的体积,用油量也节省了很多,并解决了漏油及操作者因向油杯加润滑油而浪费的时间;增加示波器显示轴承振动的波形,并可根据轴承振动的波形变化分析出轴承内圈、外圈、保持器及滚动体所造成的缺陷及轴承润滑脂的杂质含量,更加准确地确定引起轴承产品质量变化的原因。
4 结束语
改造后的加速度型轴承振动测量仪器,结构简单,使用、维修、维护更加方便,节省床体体积占用的空间,极大地提高了轴承产品的检测质量。
应用加速度型及速度型轴承振动测量仪器对深沟球轴承、角接触球轴承、圆锥滚子轴承、短圆柱滚子轴承、滚针轴承振动的测量可以看出,经过分析被测轴承发出的声音及示波器显示的波形变化,可以准确地判断出轴承零件加工过程中产生缺陷的原因及对成品轴承添加高纯度低噪声的专用润滑脂的成分及杂质等相关问题,对更好地提高轴承产品质量起着关键的作用。
(编辑:林小江)

图2 改进后模具被装夹和加工图
3 铆合胎外形加工方法的改进
铆合胎如图3所示,在铣削加工底部外形时,以往的加工方法有二种,一种是在铣床床面上用压板压一面,加工另一面,一面一面的加工,这种加工方法在走刀时压板容易松动,很容易打刀,加工比较困难;另一种是用圆盘铣刀飞铣加工,但是由于加工量很大,而在一次进给时只能加工3~4mm,且加工时工件容易松动,外形尺寸很难保证,效率很低。凭着多年的实践经验,大胆地将加工方法进行了改进。利用工作台上的T型槽,设计了两个下部是T型块,中部是定位轴,上部是螺纹的定位心轴,如图 4 所示,将此定位心轴的T型块部分下到床面的T型槽中,用定位轴径部分与产品上的两个导柱孔装配定位,然后用压板利用定位轴上的螺纹将产品压在工作台上,再用两把φ125×2.5的锯齿铣刀片,并在两把铣刀之间加适当的间隔套进行定位,加工时两把铣刀同时加工,一次同时加工两个平行的加工面,两次装夹就可以完成产品的加工,提高了工作效率,保证了尺寸精度,缩短了生产周期。
图3 保持架铆合模外形
图4 加工铆合模用定位心轴
4 结束语
通过改进刀具及改进加工方法,使以上两种产品的加工得已简化,加工出的产品完全符合图纸要求,现已用此原理加工出多种型号的类似产品,这种改进大大提高了生产效率,降低了成本,缩短了生产周期,保证了生产的顺利进行,同时也为相似产品的加工提供了理论依据及实践经验。
(编辑:林小江)
Improvement for vibration measurement instrument of bearing
Chen Guohua1, Leng Guihai2, Jiang Shuai3
(1.Department of Quality Control, Harbin Bearing Group Corporation, Harbin 150036, China; 2.Kinetic Energy Accommodation Company, Harbin Bearing Group Corporation, Harbin 150036, China; 3. Harbin Hazhou Precision Bearing Manufacturing Co., Ltd., Harbin 150036, China)
It is introduced that operational principle and present situation of velocity and accelerated velocity vibration measurement instrument of bearing. Improve the original accelerated velocity instrument to make it light, repair easily and not leak lubrication oil. The measuring data from wave fi gure indicates the special causes which inf l uence product quality. There are important signif i cance to measuring bearing vibration value highly eff i ciently and accurately.
vibration measurement instrument of bearing; electrical control system; vibration value; wave fi gure
TH133.33,TH825
B
1672-4852(2014)01-0039-03
2013-08-09.
陈国华(1959-),男,工程师.
猜你喜欢
哈尔滨轴承(2022年2期)2022-07-22
当代水产(2022年6期)2022-06-29
哈尔滨轴承(2022年1期)2022-05-23
哈尔滨轴承(2021年2期)2021-08-12
哈尔滨轴承(2021年1期)2021-07-21
劳动保护(2019年3期)2019-05-16
汽车观察(2018年12期)2018-12-26
金桥(2018年4期)2018-09-26
劳动保护(2018年8期)2018-09-12
小学生优秀作文(低年级)(2017年12期)2017-11-13