浪形保持架整形模具结构改进
2014-03-07 02:53张爱红
哈尔滨轴承 2014年1期
张爱红,王 鹏
(1. 哈尔滨市精密特种轴承厂有限责任公司,黑龙江 哈尔滨 150030; 2. 哈尔滨轴承配件有限公司 保持器制造分厂,黑龙江 哈尔滨 150036)
浪形保持架整形模具结构改进
张爱红1,王 鹏2
(1. 哈尔滨市精密特种轴承厂有限责任公司,黑龙江 哈尔滨 150030; 2. 哈尔滨轴承配件有限公司 保持器制造分厂,黑龙江 哈尔滨 150036)
浪形保持架原整形模具由于结构复杂,模具各个部件组装后累积误差大,使得冲压过程中容易出现保持架兜孔尺寸精度、位置精度及饱满度超差的情况。针对上述问题,改进了模具结构,减掉了整形工序退料板,采用在钢球座上加退料销退料的模具结构,减少了模具的加工成本、组装、调整时间和模具的制造难度。
整形工序;钢球座;钢球;退料板;模具结构
1 前言
整形工序是浪形保持架在机械加工中实现成品尺寸和形状要求的主要工序之一。经过整形工序,将浪形保持架半成品的毛坯冲压成符合产品图规定的成品。
整形工序质量的好坏,对装配后的轴承旋转灵活性影响很大。浪形保持架整形工序的质量主要是靠整形模具来保证的。由于模具结构复杂,模具加工质量不容易保证,模具的各个部件组装后累积误差大,保证不了保持架窝深尺寸及窝深相互差以及窝的位置和窝压的饱满程度。整形时,容易产生窝偏、窝位置不正和窝深尺寸散差大,造成轴承旋转灵活性不好和夹球现象,使振动值达不到要求,而且也不便于模具的调整,因此,需对浪形保持架整形模具的结构加以改进,使改进后的模具结构更简单,加工更容易,而且能够保证保持架整形工序的加工质量。
2 改进前整形模具的装配关系和工作原理
2.1 改进前整形模具的装配关系
改进前整形模具结构如图 1 所示。其装配关系是:整形凹模1用螺钉17固定,装配在整形标准模的下模座16上。钢球3放入钢球座5的球窝内靠保持架内径控制器心柱2托住,以防掉下。心柱2、定位圈14用螺钉15和钢球座5固定住。垫板8是为了保证冲压保持架时钢球座的精度和强度用螺钉12连接在钢球座后面,然后用螺钉10通过模把9的连接固定在机床上。钢球座外面有退料板4用限位螺钉6固定在垫板上。为了防止限位螺钉松动加上弹簧垫圈7,退料板和模把的凹槽内通过垫板放入弹簧11,使上下模工作时,退料板通过限位螺钉6能上下活动,确保把冲压完成的保持架推出上模,定位柱13和定位圈14起固定整个上模,使之起到同心的作用。
2.2 改进前整形模具的工作原理
冲压保持架时,上模的心柱进入下模的凹模定位孔内,退料板通过限位螺钉向上滑动压缩弹簧使之靠紧垫板,钢球露出退料板,露出部分进入保持架浪底和整形凹模球窝压紧,形成保持架球窝。上下模合拢,退料板平面和整形凹模平面也同时压紧把保持架浪高处拍平,形成保持架的球窝平面。上下模分离后,弹簧恢复原位,退料板通过限位螺钉向下滑动把保持架推出上模,完成一个工作行程。
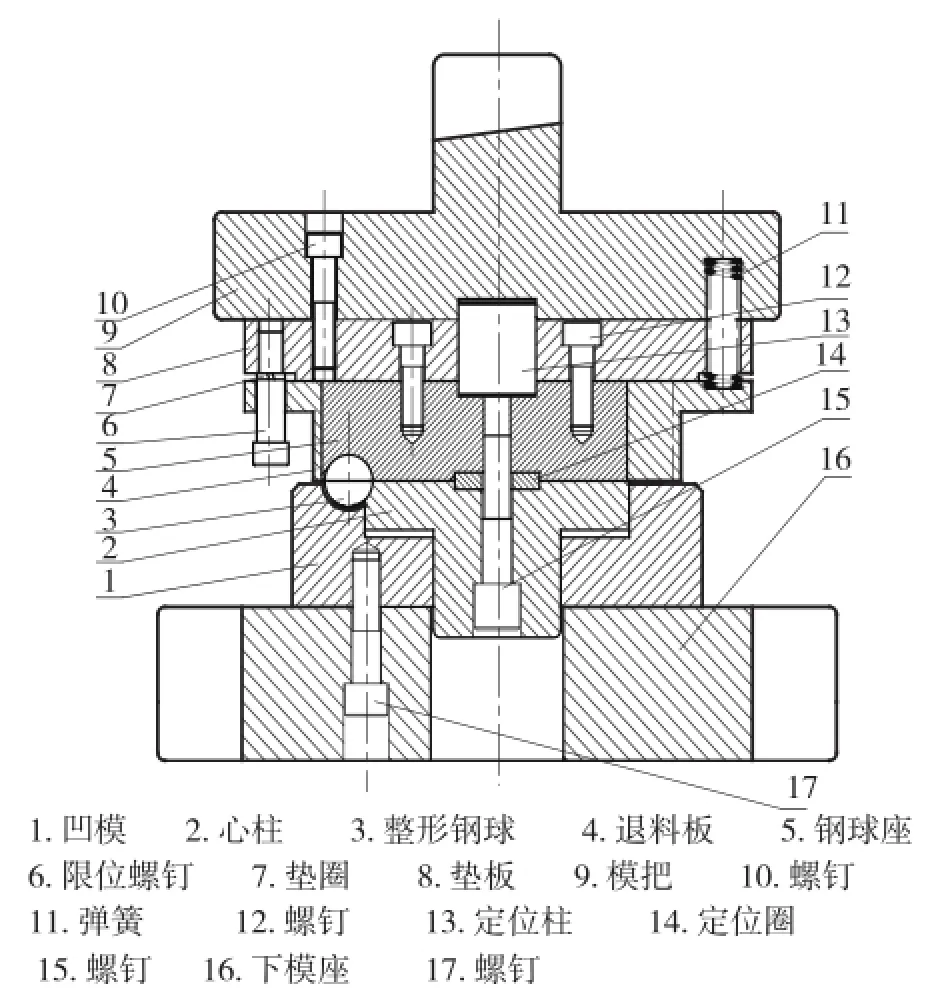
图1 改进前整形标准模结构
3 改进前整形模具结构的缺陷
由图 1 可以看出,冲压浪形保持架整形工序时,保持架窝深尺寸是靠退料板、整形凹模、钢球座及钢球这几件模具控制的,保持架兜孔的饱满程度由整形凹模、钢球座、钢球决定的。在冲压浪形保持架时经常遇到兜孔偏、兜孔不满、兜孔深度尺寸不符合工艺要求、保持架平面压的一面轻、一面重等问题,不易调整,而且在加工退料板、钢球座、整形凹模时尺寸要求严格;退料板的高度尺寸H必须保证和钢球座装配后钢球露出高度达到保持架兜孔深度尺寸要求。退料板高度H和钢球座的高度K要求的加工误差是0.01mm,而在加工浪形保持架过程中窝深尺寸浅,一般情况下,磨削退料板靠近保持架的平面的一面时,浅多少磨多少。如果保持架窝深尺寸深,就磨削钢球座靠近垫板平面的一面,在磨削模具过程中存在误差,模具组装后累积误差加大。因此冲压保持架窝深尺寸相互差不易保证。而模具本身的结构形状复杂,又不容易加工,模具加工成本高,时间长,如图 2 所示。
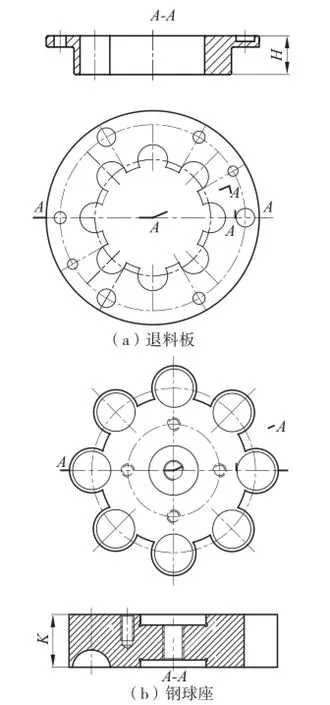
图2 改进前整形模具的退料板和钢球座
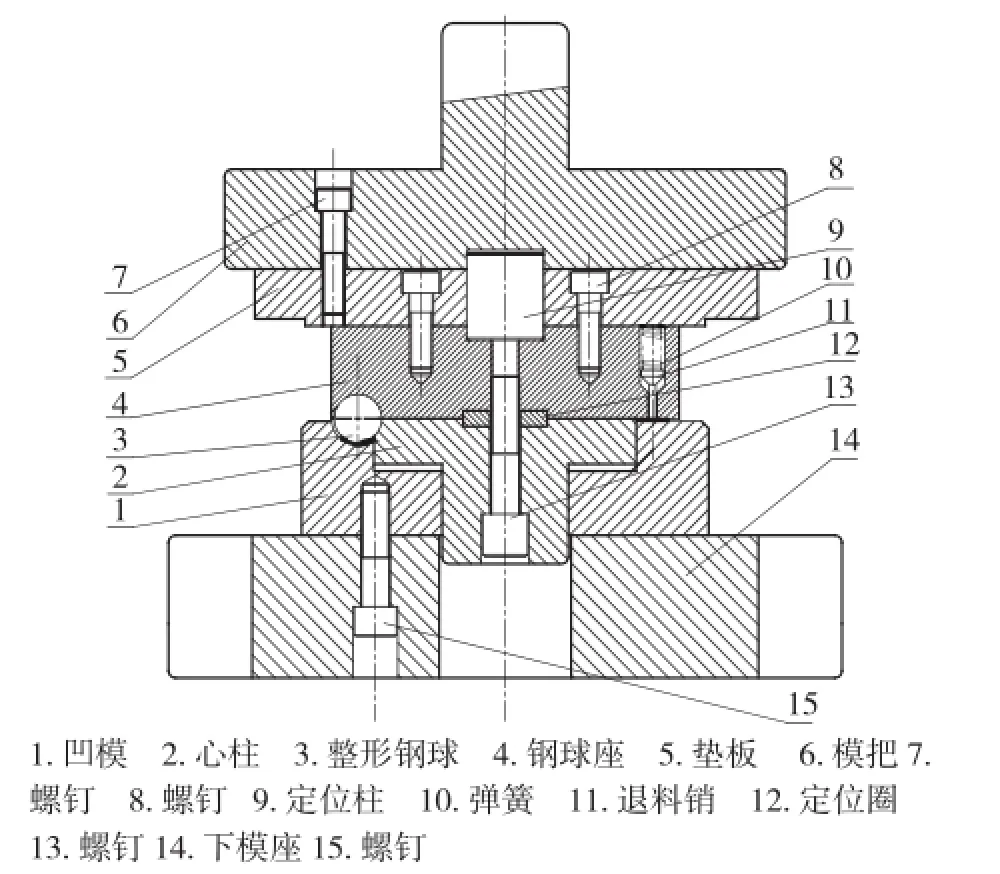
图3 改后整形模的结构
4 改进后整形模具的装配关系和工作原理
4.1 改进后整形模具的装配关系
如图 3 所示,取消了退料板,在钢球座上按照保持架的等分数及中心位置平均钻孔(即八等分就钻八个孔),安装退料销12、弹簧11来退料。除以上结构改变,改进后整形模具的其他结构和装配关系同改进前。
4.2 改进后整形模具的工作原理
冲压保持架时,上模钢球座内的钢球进入保持架浪底,保持架的浪底和凹模接触,底部形成兜孔,同时在压力的作用下,退料销压缩弹簧使之靠紧垫板,这里钢球座平面代替退料板和凹模配合把保持架浪高处拍平形成保持架的球窝平面,冲压结束后上下模分离,退料销借助弹簧的伸缩力把保持架推出上模,完成一个工作行程,而退料销在冲压过程中在保持架平面留下的小圆印,在下道工序冲孔时就可以冲掉了。
这里必须指出的是退料销和保持架接触部分的印记必须小于冲孔工序的孔径尺寸,否则会在保持架平面留下痕迹,使保持架表面质量不合格。
5 改进后整形模具的优势
如图 4 所示,改进后整形模钢球座的结构;从外形来讲加工容易了。保持架窝深的尺寸由整形凹模和整形钢球座来控制,改进后的整形钢球座窝深尺寸h是整形钢球的直径尺寸减去保持架的窝深尺寸,所以在加工钢球座时,只要保证钢球座的窝深尺寸h及窝深的相互差就能保证保持架的窝深工艺尺寸要求。在加工钢球座时,球窝和平面的连接处加工成过渡R角,这样既保证了整形钢球能顺利地装入钢球座球窝又能增加钢球座的强度,防止钢球座兜孔边缘处掉渣。此结构节约了模具的加工成本,减少了调整时间,降低了保持架的加工难度。
Structure modif i cation of dressing mold for ribbon cage
Zhang Aihong1, Wang Peng2
( 1.Harbin Precise and Special Bearing Plant Co.,Ltd., Harbin 150036, China; 2. Retainer Manufacturing Sub-factory,Harbin Bearing Parts Co.,Ltd., Harbin 150036, China )
The accumulated error of assemblies of primary dressing mold for ribbon cage is big because of complex structure, so as to make dimension accuracy, position accuracy and plumpness out of tolerance. For the above problems, the mold structure has been modified to remove the unloading plate replaced with an unloading pin on ball housing so as to make the mold’s processing cost, assembly, adjusting time reduce and manufacture easier.
dressing procedure; ball housing; balls; unloading plate; mold structure
TH133.33+1
B
1672-4852(2014)01-0011-02
2013-09-31.
张爱红(1968-),女,工程师.
猜你喜欢
模具制造(2022年2期)2022-03-25
山西冶金(2021年5期)2022-01-24
中国金属通报(2021年9期)2021-08-06
哈尔滨轴承(2021年4期)2021-03-08
中国设备工程(2021年1期)2021-02-01
哈尔滨轴承(2020年3期)2021-01-26
中国新技术新产品(2019年8期)2019-05-21
制造技术与机床(2018年11期)2018-11-23
轴承(2014年12期)2014-07-21
装备制造技术(2013年5期)2013-01-07